

IPC分类号 : C22C21/02,C22C21/00,C22C1/02,C22F1/043,C22F1/04,C22C21/08,C22F1/047,C22F3/00,B21B3/00







专利摘要
本发明提供一种Al‑Si‑Mg‑Li系铝合金及其制备方法,合金成分为:Si含量为3.2~22%,Mg含量为3.1~15%,Li含量为0.01~10%,其余为Al;合金还含有Cu、Ge、Ag、Zn、Mn、Zr、Cr、Ti、Bi、Sc、Y、Ni、Mo元素中的至少一种。制备方法包含以下3种制备工艺中的任何一种:工艺1:定向凝固→热轧→预时效→反复冷轧时效;工艺2:铸造→固溶→淬火→激光表面处理→温轧→时效;工艺3:快速凝固→激光表面处理→冷轧→时效。本发明合金的屈服强度为100~300MPa,抗拉强度为150~500MPa,延伸率为5~30%,硬度为50~200HV,作为钎焊合金使用时,最低钎焊温度可达565℃,与其他铝合金的钎焊润湿角<15°。可用于制造汽车发动机缸体、活塞、钎焊材料等。
权利要求
1.一种Al-Si-Mg-Li系铝合金的制备方法,其特征在于,
所述Al-Si-Mg-Li系铝合金按照质量百分比的化学组成为:Si:3.2~22%,Mg:3.1~15%,Li:0.01~10%,其余为Al;
所述铝合金中还含有Cu、Ge、Ag、Zn、Mn、Zr、Cr、Ti、Bi、Sc、Y、Ni、Mo元素中的至少一种,它们的含量为Cu:0.01~5%,Ge:0.01~5%,Ag:0.01~5%,Zn:0.01~5%,Mn:0.01~3%,Zr:0.01~5%,Cr:0.01~5%,Ti:0.01~5%,Bi:0.01~5%,Sc:0.01~5%,Y:0.01~5%,Ni:0.01~5%,Mo:0.01~5%;
所述铝合金的密度为1.86~2.65 g/cm
所述制备方法包含以下3种制备工艺中的任何一种:
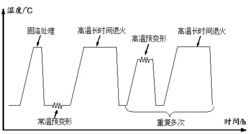
工艺1:定向凝固→热轧→预时效→反复冷轧时效;
工艺2:铸造→固溶→淬火→激光表面处理→温轧→时效;
工艺3:快速凝固→激光表面处理→冷轧→时效;
工艺1所述的流程是:定向凝固的温度梯度为3~10K/mm,下拉速度为5~50mm/min;热轧温度为300~480℃,单道次变形量为10~80%,多道次总变形量为30~99.9%;预时效温度为70~150℃,保温30分钟~50天;冷轧单道次变形量为5~30%,多道次总变形量为50~99.9%,时效温度为100~300℃,保温时间为0.5~2h,每1~5个冷轧道次进行1次时效;
工艺2所述的流程是:铸造熔炼温度为700~850℃;固溶温度为350~550℃,保温1~24h;淬火在0~100℃水或矿物淬火油中进行;激光表面处理的激光器功率为100W~6000W,光斑直径为0.5~6mm,扫描速度为10~900mm/min;温轧温度为100~300℃,单道次变形量为10~50%,多道次总变形量为20~99.9%;时效温度为100~300℃,保温时间为0.5~24h;
工艺3所述流程中:喷射沉积的喷射温度为720~850℃,雾化气压为1~3MPa,漏嘴孔径为2~4mm;激光表面处理的激光器功率为100W~6000W,光斑直径为0.5~6mm,扫描速度为10~900mm/min;冷轧单道次变形量为5~30%,多道次总变形量为50~99.9%;时效温度为100~300℃,保温0.5~24h。
2.如权利要求1所述Al-Si-Mg-Li系铝合金的制备方法,其特征在于,工艺1中反复冷轧时效后形成弥散分布的尺寸2~5μm的细小Si相,并形成柱状晶内纳米级Al
3.如权利要求1所述的Al-Si-Mg-Li系铝合金的制备方法,其特征在于工艺2中处理后形成梯度组织,表层为固溶了Si、Mg和Li多种元素的Al基过饱和固溶体,晶粒尺寸为3~15μm;内层含有2~10μm的Si相,纳米级Al
4.如权利要求1所述Al-Si-Mg-Li系铝合金的制备方法,其特征在于工艺3中处理后形成梯度组织,表层为固溶了Si、Mg和Li多种元素的Al基过饱和固溶体,晶粒尺寸为3~15μm;内层含有2~10μm的Si相,并形成纳米级Al
说明书
技术领域
本发明涉及一种Al-Si-Mg-Li系铝合金及其制备方法,属于有色金属材料及冶金领域。
背景技术
铝合金密度低,符合轻量化的要求,同时具有较高的比强度、良好的延展性、优异的导电性、良好的导热性等优点;铝的回收成本低,回收再利用率高,符合可持续发展的要求,大量应用于航天、航空、汽车、建筑等行业。Al-Si合金具有良好的流动性和可铸造性,耐磨性和耐热性好,在汽车和航空航天工业中广泛应用于发动机缸体、活塞等部件的制造。向Al-Si合金中添加Mg得到可热处理强化Al-Si-Mg合金,强度高,耐蚀性好,可焊性好,是制造汽车散热器和建筑门窗等的重要材料。Al-Si-Mg合金真空钎焊时,Mg较活泼,作为活化剂与环境中残留的氧和水反应,保证真空度,还与Al2O3反应除去铝合金表面的氧化物,有利于钎焊的进行。
专利文献1公开了一种轻质铸造Al-Si-Li合金材料及其制备方法,该合金的质量百分比为Si:2~7%,Li:1~5%,Mg:0.1~3%,Mn:0~0.5%,Ti:0~0.5%,Be:0~0.5%,Zr:0~0.5%,Cr:0~0.5%,余量为Al和杂质。
专利文献2提供了一种轻质铸造Al-Si-Li-Cu合金材料及其制备方法,该合金的质量百分比为Si:2.5~7.0%,Li:1.0~4.0%,Cu:0.5~3.5%,Mg:0.5~3.0%,Zn:0.1~1.0%;Mn:0~0.5%,Zr:0~0.5%,Ti:0~0.5%,Be:0~0.5%,余量为Al和杂质。
专利文献3提供了一种高Cu含量Al-Si-Li-Cu铸造合金及其制备方法,该合金的质量百分比为Si:2~6%,Li:1~2.5%,Cu:3.5~5.5%,Mg:0.1~0.5%,Cr:0~0.5%,Zn:0.1~1%,Ti:0~0.5%,Zr:0~0.5%,Be:0~0.5%,余量为Al和杂质。
现有技术文献:
专利1:CN107587012B,一种轻质铸造Al-Si-Li合金材料及其制备方法;
专利2:CN107675038B,一种轻质铸造Al-Si-Li-Cu合金材料及其制备方法;
专利3:CN107699747B,一种高Cu含量Al-Si-Li-Cu铸造合金及其制备方法。
发明内容
本发明的目的是提供一种Al-Si-Mg-Li系铝合金及其制备方法。
本发明的要旨如下所述,如无特别说明,成分百分比均默认为质量百分比,合金组织中第二相的尺寸为等效直径。
一种Al-Si-Mg-Li系铝合金,其特征在于合金成分为:Si:3.2~22%,Mg:3.1~15%,Li:0.01~10%,其余为Al。
所述铝合金经过定向凝固、激光表面处理、快速凝固、轧制变形和热处理后,合金力学性能显著提高,屈服强度为100~300MPa,抗拉强度为150~500MPa,延伸率为5~30%,硬度为50~200HV。
所述铝合金中Mg含量较高,使合金密度降低1.2~5.9%;使合金熔点降低至557~635℃,降低钎焊温度,保证环境的真空度,去除合金表面的氧化膜,提高钎焊效果;形成大量纳米级强化相Mg2Si,提高合金强度。
所述铝合金中的Li降低合金熔体的表面张力,提高其流动性,提高钎焊效果。当Li含量为0.01~0.99%时,也就是低Li含量时,所述铝合金经过固溶处理得到Al基单相固溶体,时效处理后析出纳米级Al3Li强化相,提高合金强度。当Li含量为1~4%(即是中Li含量)和Li含量为4.01~10%(即是高Li含量)时,所述铝合金经激光表面处理得到梯度组织,表层为含Si、Mg和Li等多种元素的Al基过饱和固溶体,内层组织含有较多第二相颗粒,经过后续轧制和时效处理后,其中的Si相细化至2~10μm,且析出纳米级Mg2Si和Al3Li强化相,表层硬度达到80~200HV,耐磨性好,内层强韧性高,可以获得耐磨高韧铝合金。Li的加入能进一步降低所述合金的密度,高、中、低Li含量分别将密度降低11.3~24.3%、3.1~11.3%、0.03~3.1%。
所述合金中Si、Mg和Li的共同加入使合金密度降低1.7~31%,达到1.86~2.65g/cm
进一步地,所述铝合金中还含有Cu、Ge、Ag、Zn、Mn、Zr、Cr、Ti、Bi、Sc、Y、Ni、Mo元素中的至少一种,它们的元素含量为Cu:0.01~5%,Ge:0.01~5%,Ag:0.01~5%,Zn:0.01~5%,Mn:0.01~3%,Zr:0.01~5%,Cr:0.01~5%,Ti:0.01~5%,Bi:0.01~5%,Sc:0.01~5%,Y:0.01~5%,Ni:0.01~5%,Mo:0.01~5%。加入Cu形成富Cu的GP区、纳米级Cu2Al析出相,提高合金的强度;加入Cu、Ge、Ag、Zn降低合金熔点,从而降低钎焊温度;加入Mn去除Fe杂质;加入Zr细化晶粒,同时形成弥散Al3Zr析出相,提高合金的塑性和韧性;加入Cr、Ti、Bi、Sc和Y细化晶粒和Si相,提高合金的力学性能;加入Mn、Ni和Mo提高合金的高温性能。
如上所述Al-Si-Mg-Li系合金的制备方法,所述工艺为以下3种的任何一种:
工艺1:定向凝固→热轧→预时效→反复冷轧时效;
工艺2:铸造→固溶→淬火→激光表面处理→温轧→时效;
工艺3:快速凝固→激光表面处理→冷轧→时效。
进一步地,工艺1所述的流程是:定向凝固的温度梯度为3~10K/mm,下拉速度为5~50mm/min;热轧温度为300~480℃,单道次变形量为10~80%,多道次总变形量为30~99.9%;预时效温度为70~150℃,保温30分钟~50天;反复冷轧单道次变形量为5~30%,多道次总变形量为50~99.9%,时效温度为100~300℃,保温时间为0.5~2h,每1~5个冷轧道次进行1次时效。反复冷轧时效后形成弥散分布的尺寸2~5μm的细小Si相,并形成柱状晶内纳米级Al3Li、Mg2Si、Cu2Al和Al3Zr多种析出相复合析出的组织,合金的强度和韧性高,抗蠕变性能好。
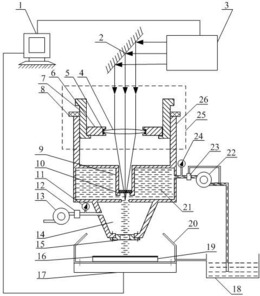
所述工艺1中,定向凝固在真空定向凝固炉内进行,按合金成分配料,先加入Al、Si,通入氩气,熔化后加入Mg、Li及其它合金元素。原料全部熔化后进行定向凝固。定向凝固形成平行于铸件轴向的柱状晶,消除横向晶界,提高合金的抗蠕变性能。热轧和预时效后形成弥散分布的纳米级GP区,提高合金的硬度和强度。
进一步地,工艺2所述的流程是:采用真空熔炼法,原料熔化进行电磁搅拌,精炼3~20min,然后浇铸在金属型或石墨模具中获得铸件。铸造熔炼温度为700~850℃;固溶温度为350~550℃,保温1~24h;淬火在0~100℃水或矿物淬火油中进行;激光表面处理的激光器功率为100W~6000W,光斑直径为0.5~6mm,扫描速度为10~900mm/min;温轧温度为100~300℃,单道次变形量为10~50%,多道次总变形量为20~99.9%;时效温度为100~300℃,保温时间为0.5~24h。
进一步地,处理后形成梯度组织,表层为固溶了Si、Mg和Li多种元素的Al基过饱和固溶体,晶粒尺寸为3~15μm,内层含有2~10μm的Si相,并形成纳米级Al3Li、Mg2Si、Cu2Al和Al3Zr等多种析出相,强度和韧性高;表层硬度为80~130HV,耐磨性好,内层强度和韧性高,获得耐磨高强韧铝合金。
进一步地,工艺3所述流程中:喷射沉积的喷射温度为720~850℃,雾化气压为1~3MPa,漏嘴孔径为2~4mm;激光表面处理的激光器功率为100W~6000W,光斑直径为0.5~6mm,扫描速度为10~900mm/min;冷轧单道次变形量为5~30%,多道次总变形量为50~99.9%;时效温度为100~300℃,保温0.5~24h。
进一步地,处理后形成与工艺2类似的梯度组织,表层为固溶了Si、Mg和Li多种元素的Al基过饱和固溶体,晶粒尺寸为3~15μm;内层含有2~10μm的Si相,并形成纳米级Al3Li、Mg2Si、Cu2Al和Al3Zr等多种析出相;组织更加细化,表层硬度高达100~200HV,耐磨性好,内层强度和韧性高,获得耐磨高强韧铝合金。
进一步地,经过所述的工艺加工后,密度为1.86~2.65g/cm
本发明合金与现有文献的区别及由此带来的优势至少是下面的一项:
(1)现有文献没有提供本发明合金的成分设计及制备方法;
(2)现有文献没有提供本发明合金的梯度组织,同时达到高硬度和高韧性的效果;
(3)本发明合金的密度为1.86~2.65g/cm
(4)本发明合金中不含有毒元素,例如Be,绿色环保;
(5)本发明合金的屈服强度为100~300MPa,抗拉强度为150~500MPa,延伸率为5~30%,硬度为50~200HV,作为钎焊合金使用时,最低钎焊温度可达565℃,与其他铝合金的钎焊润湿角<15°。
具体实施方式
下面通过实施例更清楚地说明本发明的效果。本发明并不局限于以下实施例,可以在不变更要旨的范围内进行恰当变更实施。合金成分均默认为质量百分比。
实施例1:Al-Si-Mg-Li四元铝合金及其制备
工艺路线如下:定向凝固→热轧→预时效→反复冷轧时效→成品材。
发明例合金成分如表1-1所示。发明例合金以纯铝(>99.9%)、纯硅(>99.9%)、纯镁(>99.9%)、纯锂(>99.9%)为原料,按表1-1的成分配比将配料放入真空定向凝固炉内,先加入Al、Si,通入氩气,熔化后加入Mg、Li。原料全部熔化后定向凝固,温度梯度为3~10K/mm,下拉速度为5~50mm/min,得到具有柱状晶组织的铸件。然后热轧,热轧温度为300~480℃,单道次变形量为10~80%,多道次总变形量为30~99.9%。然后预时效,在130℃保温1天,形成弥散分布的纳米级GP区,合金硬度提高。然后反复冷轧时效获得成品材,冷轧单道次变形量为5~30%,多道次总变形量为50~99.9%,时效温度为100~300℃,保温时间为0.5~2h,每1~5个冷轧道次进行1次时效,形成弥散分布的尺寸为2~5μm细小的Si相,纳米级Al3Li和Mg2Si析出相,提高合金的硬度和强度。
按照国标GB/T 228.1-2010《金属材料拉伸试验第1部分:室温试验方法》和GB/T4340.1-2009《金属材料维氏硬度试验第1部分:试验方法》测得表1-1中发明例合金室温屈服强度为80~200MPa,抗拉强度为150~300MPa,延伸率为5~15%,硬度为50~100HV。
发明例合金与6061铝合金的钎焊润湿角<15°,而对比例Al-10.5Si-2Mg合金与6061铝合金的钎焊润湿角为80°,说明发明例合金的钎焊性能显著提高。
表1-1
实施例2:Al-Si-Mg-Li系五元铝合金及其制备
工艺路线如下:铸造→固溶→淬火→激光表面处理→温轧→时效→成品材。
发明例合金成分如表2-1所示。采用真空熔炼的方法制备铸锭,对熔体进行电磁搅拌,精炼3~20min,浇铸成型。然后固溶,温度为350~550℃,保温1~24h。然后在0~100℃水或矿物淬火油中进行淬火,获得过饱和Al基固溶体。然后进行激光表面处理,激光功率为100W~6000W,光斑直径为0.5~6mm,扫描速度为10~900mm/min,发明例合金表层的残留第二相溶解,形成溶质饱和程度更高的细晶Al基固溶体,固溶强化和细晶强化的效果强,表层硬度提高。然后在100~300℃温轧,单道次变形量为10~50%,多道次总变形量为20~99.9%,轧制后产生位错,为析出相提供更多形核位点,且Si相细化至2~10μm。然后进行时效,时效温度为100~300℃,保温时间为0.5~24h,实现纳米级Al3Li、Mg2Si、Cu2Al和Al3Zr等多种类型析出相的复合析出,发明例合金的强度和硬度提高。最终,形成梯度组织,表层高硬,内部强度高、韧性高,发明例合金兼具高硬度和高韧性,耐磨性好。
按照实施例1中的测试方法,测得表2-1中发明例合金的室温屈服强度为100~250MPa,抗拉强度为120~400MPa,延伸率为10~30%,硬度为80~130HV。
表2-1
实施例3:Al-Si-Mg-Li系多元铝合金及其制备
工艺路线如下:快速凝固→激光表面处理→冷轧→时效→成品材。
发明例合金的成分如表3-1所示。采用喷射沉积的方法制备发明例合金,喷射温度为720~850℃,雾化气压为1~3MPa,漏嘴孔径为2~4mm,将Si相尺寸细化至2~10μm。然后进行激光表面处理,工艺参数与实施例2中相同,获得梯度组织,表层为晶粒尺寸为3~15μm的Al基过饱和固溶体,硬度高,而内层组织与表层不同,韧性高。然后冷轧,单道次变形量为5~30%,多道次总变形量为50~99.9%,使组织更加致密,且合金中位错密度增加,为析出相提供更多形核位点,使析出相分布更加均匀。然后进行时效获得成品材,时效温度为100~300℃,保温时间为0.5~24h,实现纳米级Al3Li、Mg2Si、Cu2Al和Al3Zr等多种类型析出相的复合析出,发明例合金的强度和硬度提高。
按照实施例1中的方法测试,测得表3-1中的发明例合金的室温屈服强度为150~300MPa,抗拉强度为180~500MPa,延伸率为10~25%,硬度为100~200HV。
表3-1
一种Al-Si-Mg-Li系铝合金及其制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0