









专利摘要
本发明涉及一种格栅型预制件的三维整体编织方法及其制品。该编织方法以四步法三维四向、五向或六向方形编织工艺为基础编织格栅部分。首先,根据格栅型预制件外形尺寸和格栅形状的变化规律,在挂纱的过程中将所需纱线分成一定层数,并根据格栅的边长设计相应的轴向花节数量;其次,在编织过程中,按所述的轴向花节数量仅对编织机底盘上对应的携纱器排列按照所述的变化规律进行连层编织和分层编织,最后,重复以上的编织,直至编织完成。该格栅型预制件制品由本发明编织方法直接制成。
说明书
技术领域技术领域
本发明涉及三维整体编织技术,具体为一种用于复合材料增强体的格栅型预制件的三维整体编织方法及其制品。
技术背景背景技术
在工程应用中,结构的性能与重量的比值是衡量材料优劣的一个重要指标。轻质化是航空航天复合材料和结构的基本要求,低成本技术又是任何一项复合材料结构广泛应用的前提。先进复合材料格栅结构(AdvancedComposite Grid Structure,简称AGS)是一种最接近于实用性的复合材料点阵结构,自上世纪90年代由斯坦福大学首先提出以来,以其较强的可设计性和多种优良性能而广受关注。其优势在于:(1)它拥有复合材料结构高比强度、高比模量等优良性能;(2)本身拓扑优化性好,相比其它复合材料结构能够取得更高的截面惯性矩,具有更高的抗弯和抗屈曲性能;(3)没有材料匹配的问题,不会出现分层等现象,具有较高的损伤容限和抗疲劳能力;(4)是一种开放式的结构,克服了蜂窝夹芯结构在制作过程中,由于水分侵入引起结构抗腐蚀性能下降的缺陷,开放式结构还为智能元件的埋入以及结构的健康检测和修复提供了便利。鉴于以上优良性能,美国NASA的研究人员将AGS列为未来航空航天发展的六大结构技术之一的低成本结构技术之内,并且指出其极有可能是未来蜂窝夹芯结构的替代品。
格栅结构作为国际上最有前景的新一代轻质超强韧材料结构,已经开始应用于多种商用飞机、研究卫星和运载火箭中。此外,在土木工程结构中也有很大的开发市场。现在的格栅结构多为单向纤维铺层,其制造工艺主要面临两个困难:(1)格栅的加筋肋是相互交叉的,交叉处会引起纤维堆积和堆积处纤维的弯曲,弯曲的纤维成为强度和刚度的薄弱处,降低了结构的力学性能,在受压载荷下尤为明显;(2)为提高结构的抗弯和抗屈曲性能,要尽可能提高加筋肋法向上的高度以获取更高的截面惯性矩。针对以上问题,美国空军实验室针对旋转壳结构和板壳结构的特征,提出了基于缠绕的混合工艺和模具膨胀工艺。针对平板格栅结构特点又提出了“铆钉增强格栅工艺”(Pin Enhanced Geometry)和“套管增强格栅工艺”(Tooling ReinforcedInterlaced Grid)以及“拉挤-互锁格栅工艺”(Interlock Composite Grid)。这几种格栅的不足之处是:抗剪性能差,格栅肋的开槽处出现结构强度和刚度的薄弱区。
三维整体编织预制件作为高性能先进复合材料增强结构的重要形式,具有如下优点:(1)纤维束在制件中相互交织、多方向取向,从而形成一个整体的结构,使制件在各个方向、特别是在厚度方向上得到增强,避免了分层;(2)可以近净体编织出各种形状、不同尺寸的三维整体异型制件;(3)可以使用各种高性能纤维,如碳纤维、碳化硅纤维、石英纤维、芳纶纤维、玻璃纤维等以及普通纤维进行编织。因此,三维整体编织技术近年来得到迅速的发展,并成为航空、航天等高技术领域所使用复合材料构件的关键制备技术之一,具有很好的发展前景。
发明内容发明内容
针对现有格栅型预制件的不足,本发明拟解决的技术问题是,提供一种格栅型预制件的三维整体编织方法及其制品,该编织方法采用三维仿形整体编织工艺制作格栅型预制件,方法简单,实用性广;所得预制件制品的增强纤维呈网状交织,连续且穿过厚度方向,加强肋交叉处无纤维堆积,并且预制件为近净体成型,制成复合材料后无需再加工,重量减轻,成本降低。
本发明解决所述编织方法技术问题的技术方案是:设计一种格栅型预制件的三维整体编织方法,该编织方法以四步法三维四向、五向或六向方型编织工艺为基础编织格栅部分。首先,根据格栅型预制件外形尺寸和格栅形状的变化规律,在挂纱的过程中将所需纱线分成一定层数,并根据格栅的边长设计相应的轴向花节数量;其次,在编织过程中,按所述的轴向花节数量仅对编织机底盘上对应的携纱器排列按照所述的变化规律进行连层编织和分层编织;最后,重复以上的编织,直至编织完成。
本发明解决所述制品技术问题的技术方案是:设计一种格栅型预制件制品,该制品由本发明所述格栅型预制件的三维整体编织方法制成。
与现有制件相比,本发明编织方法在四步法编织工艺基础上,通过巧妙设计所需纱线的层数、连层和分层的编织方法,连层和分层部分编织一定的轴向花节数量,实现了具有整体编织结构的格栅型预制件,可编织出各种形状和不同大小格栅型预制件,且纱线依照设计规律在格栅型预制件各层中相互贯穿,成为一个整体,可保证整个制件中增强纤维的连续和完整,并具有结构合理、编织方法简单、适应性广等特点。同时,所得制件可以完全按照产品设计的尺寸来实现,避免和减少了预成型件固化后机械加工造成的纤维损伤,极大地提高复合材料的整体性和综合性能,尤其是减少了预成型制件的重量。
附图说明附图说明
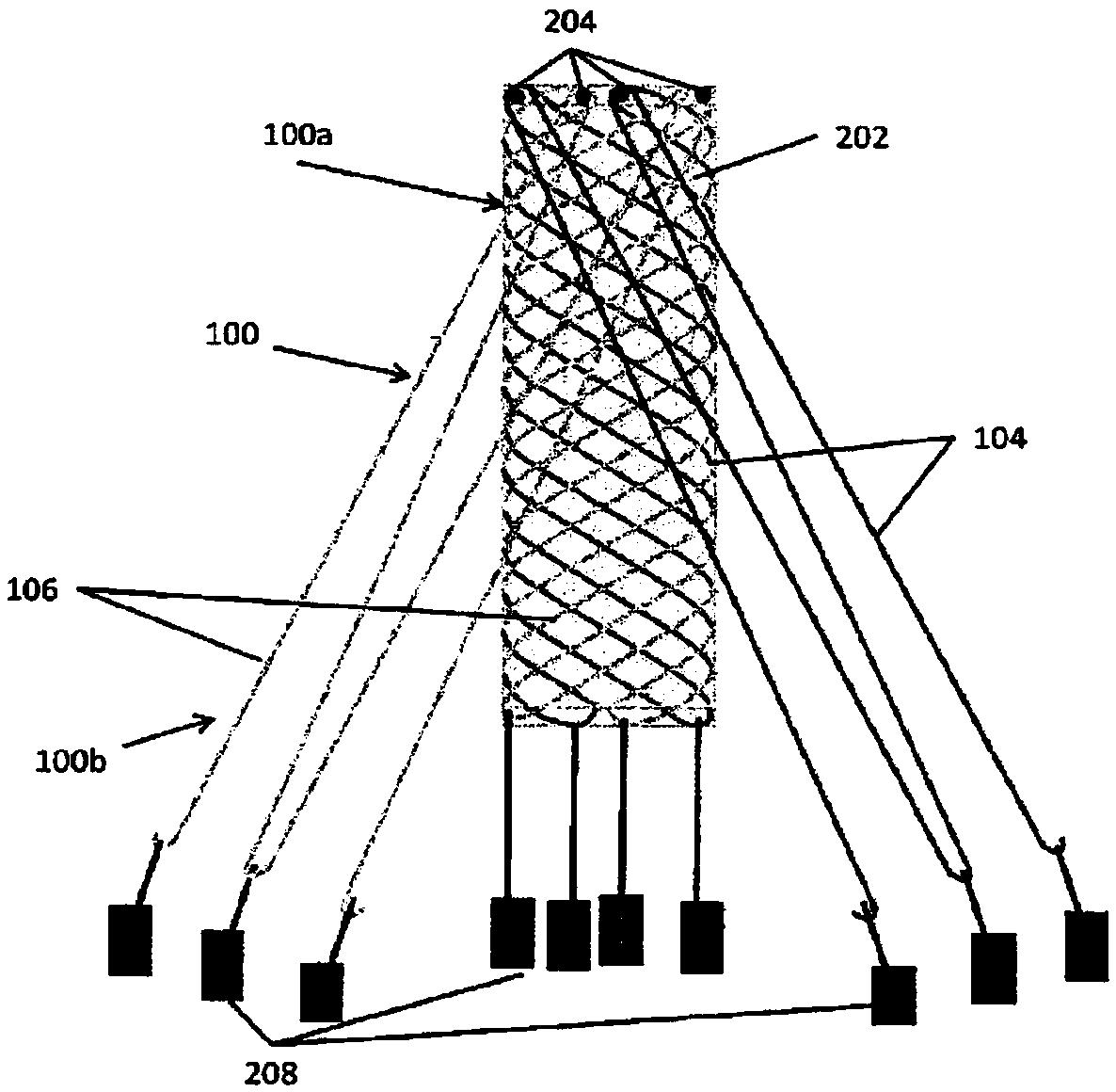
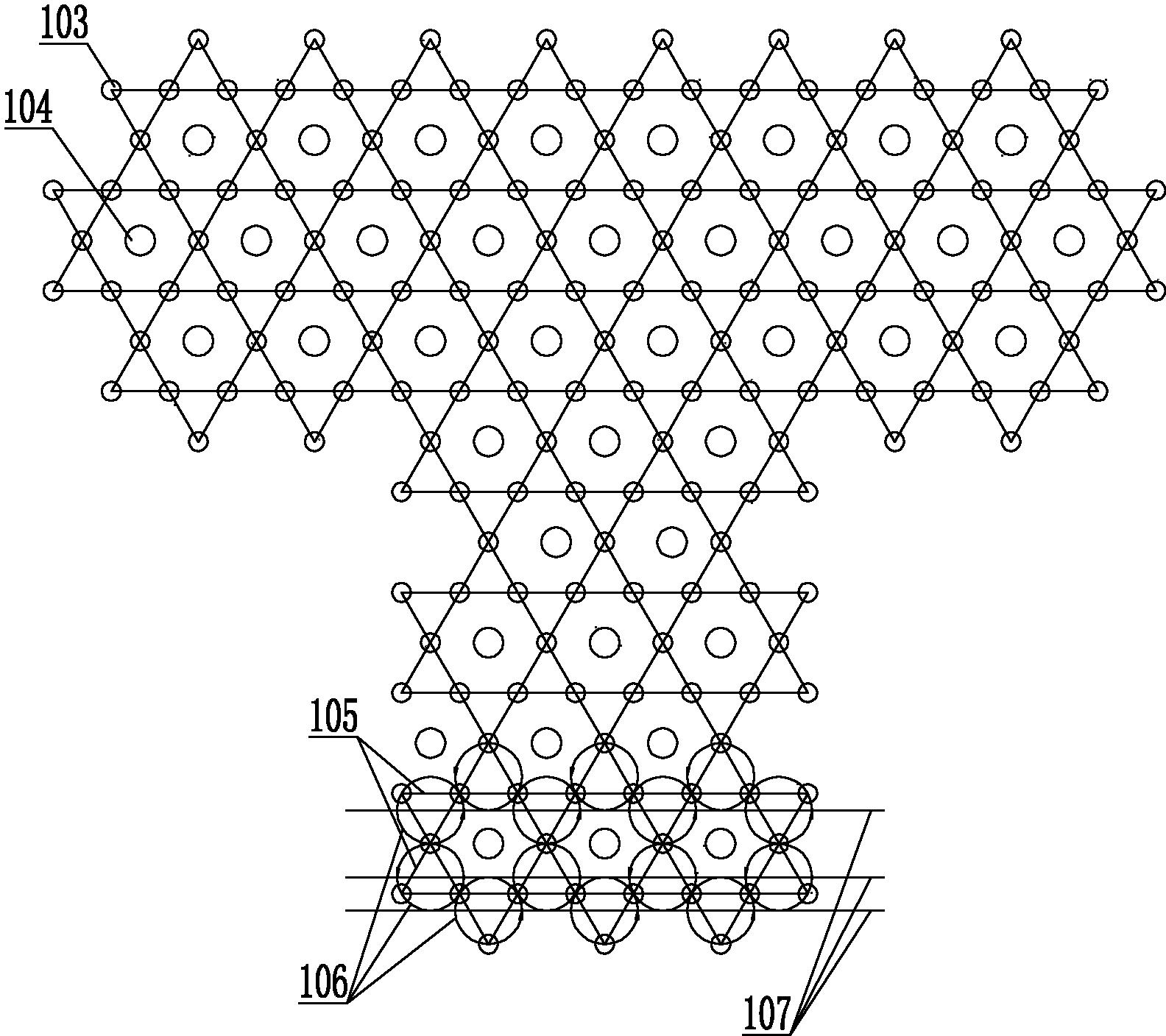
图1为本发明三维整体编织方法一种实施例编织的三角形格栅型预制件的示意图;
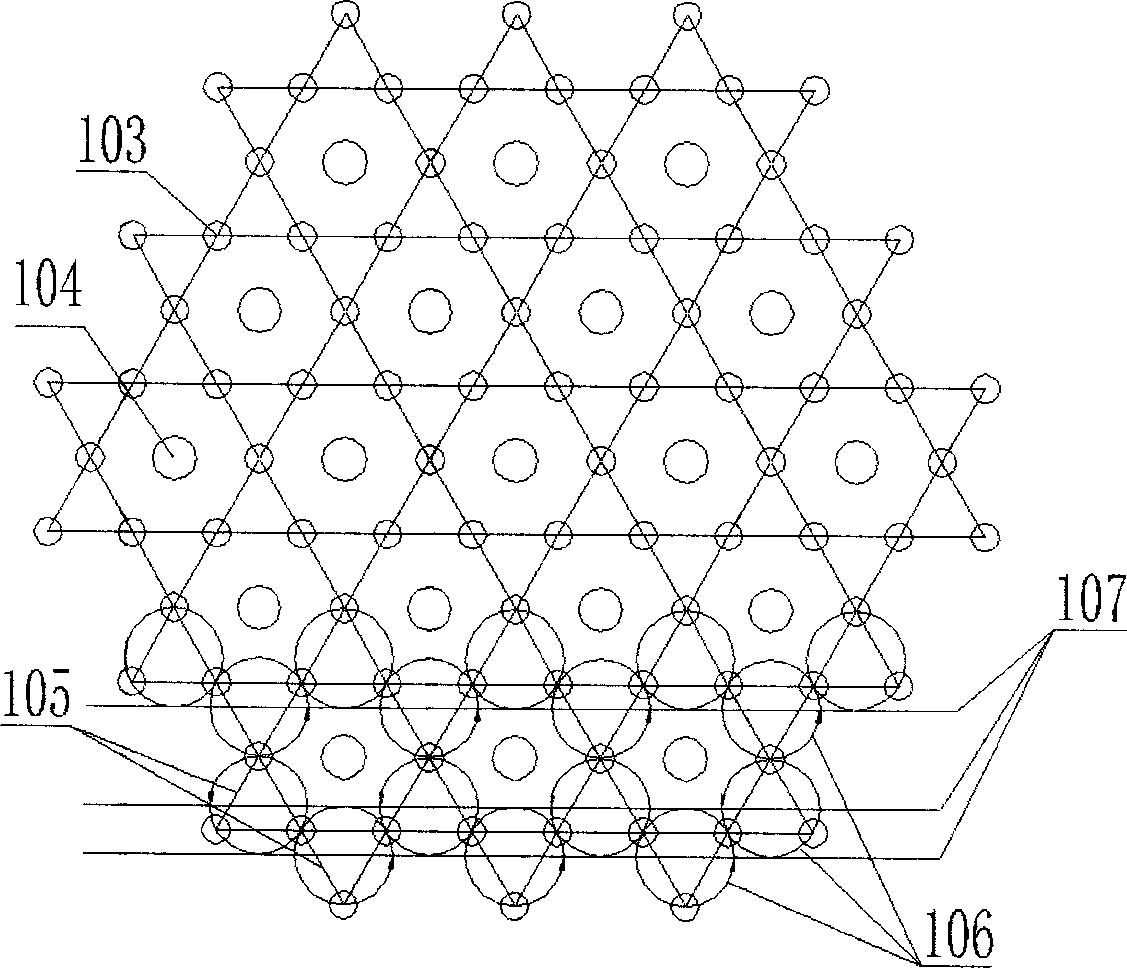
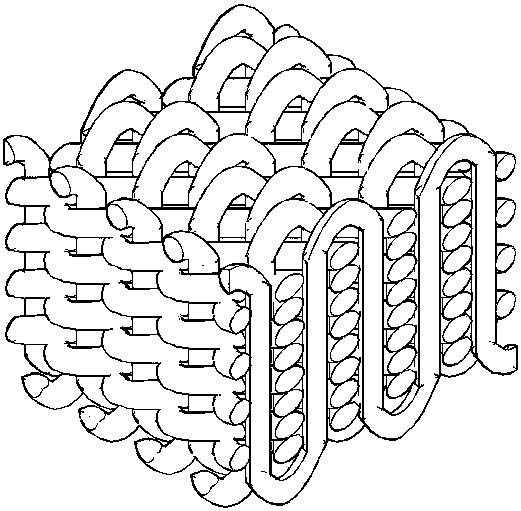
图2为本发明三维整体编织方法另一种实施例编织的菱形格栅型预制件的示意图;
图3为本发明三维整体编织方法第三种实施例编织的矩形格栅型预制件的示意图;
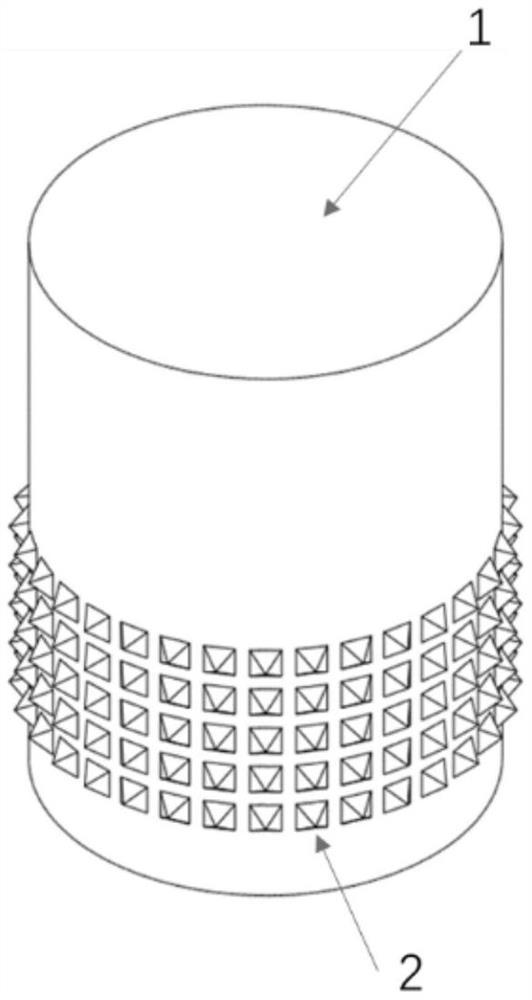
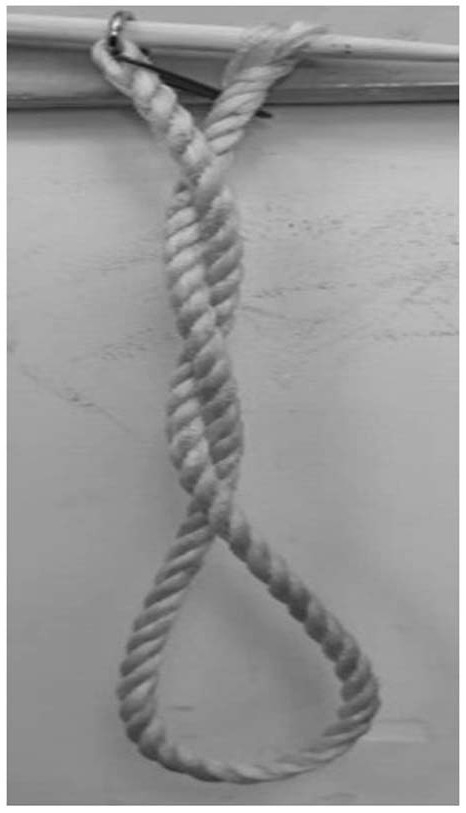
图4为本发明三维整体编织方法所编织的一种制品菱形格栅型预制件的实物照片图。
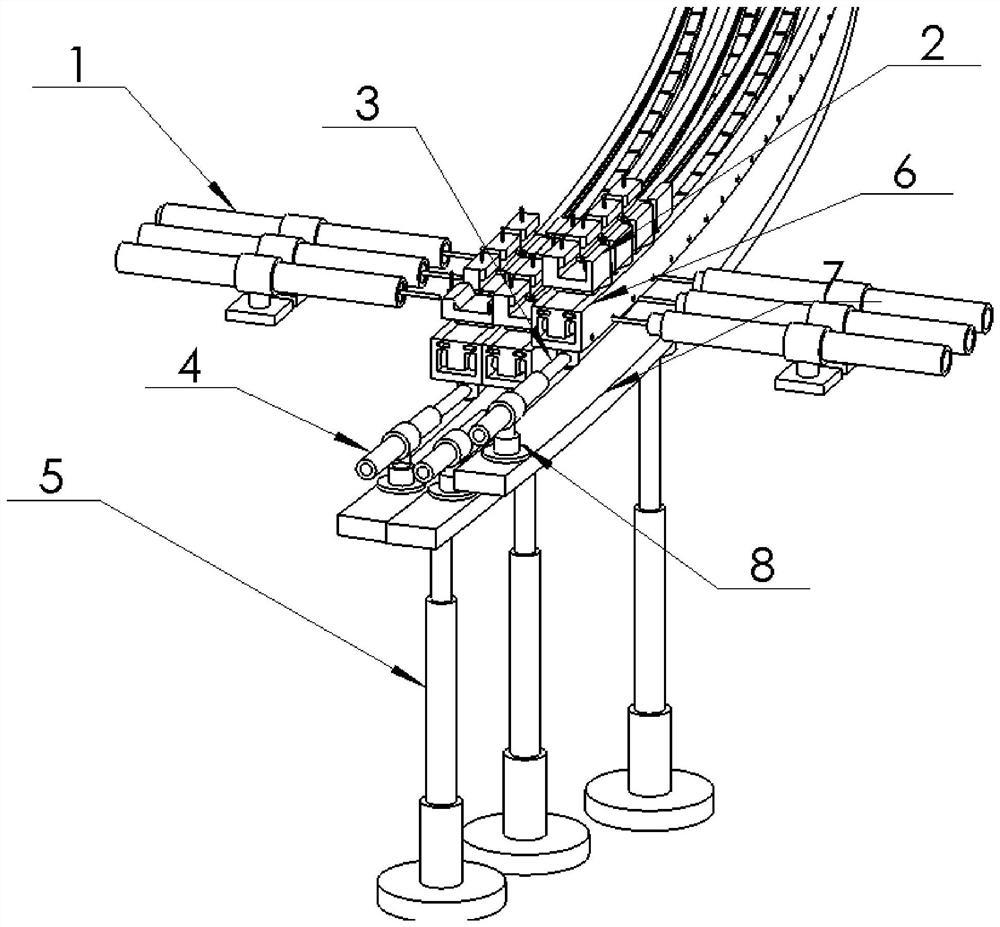
图5为本发明三维整体编织方法制作的三角形格栅内的支撑模具示意图。
具体实施方式具体实施方式
下面结合实施例及其附图进一步叙述本发明:
本发明设计了格栅型预制件(以下简称预制件)的三维整体编织方法(以下简称编织方法,参见图1-4),该编织方法以四步法三维四向、五向或六向方形编织工艺为基础编织格栅部分。首先,根据预制件外形尺寸和格栅形状的变化规律,在挂纱的过程中将所需纱线分成一定层数,并根据格栅的边长设计相应的轴向花节数量;其次,在编织过程中,按所述的轴向花节数量仅对编织机底盘上对应的携纱器排列按照所述的变化规律进行连层编织和分层编织;最后,重复以上的编织,直至编织完成。
所述的变化规律是指格栅的各边分开或合并以形成不同形状网格的变化规律;所述的一定层数是指编织纱线沿列方向的数量;所述的轴向花节是指三维编织预成件表面纱线交织结构的最小重复单元;所述轴向花节数量是指沿着编织成型方向花节的个数。
本发明方法所述的分层编织(方法或技术)是指按照格栅的形状和大小对相邻两层编织纱线进行分开编织,所形成的织物为两个独立的层,形成格栅的边。
本发明方法所述的连层编织(方法或技术)是指按照格栅的形状和大小将相邻的两层或多层纱线整体进行编织,所形成的织物中纱线贯穿该两层或多层,成为一个整体,形成格栅的交点或交边。
所述的四步法三维四向、五向或六向方形编织工艺本身为现有技术。
所述格栅的形状可以根据客户的需要设计,一般为菱形、方形或三角形等。
下面以三角形格栅预制件的编织为例(参见图1),进一步详细说明本发明预制件制品的编织过程。
第一,选择起始截面,设计纱线排列。选择预制件的一个端面为起始截面,按要求形状(三角形)尺寸设计所用编织纱根数;根据预制件格栅的三角形形状,把所有纱线在宽度方向分成所需要的层数,并对所有的纱线层进行分层和相应层的连层组合设计;以分层编织工艺织造形成格栅三角形的边,以连层编织工艺整体织造形成格栅三角形边之间的交点。
第二,选定编织成型方向,并排列悬挂编织纱线,纱线平行于成型方向。按照在宽度方向所设计的纱线层数,把相应层的纱线一起挂纱,使所有的纱线层分成几个部分,每一部分之间要间隔一定的距离。
第三,设计轴向花节数量。根据三角形的边长和格栅的交点设计所有层分开编织的轴向花节数量(分层编织的长度即三角形的边)和相应层连层编织的轴向花节数量(连层编织的长度即三角形的交点);以变化分层编织的轴向花节数量和连层编织的轴线花节数量来得到不同边长的格栅三角形。
第四,开始编织。按照所设计的连层组合(参见图1),编织一定的轴向花节后,作为初始位置,然后把设计的所有纱线层平均分开,进行分层编织,得到三角形的一条边;再把所有的纱线层按所设计的相应层组合进行连层编织(参见图1),编织出格栅的交点,使三角形的边在此交点处相交;之后再把所有的纱线层分开进行分层编织,这样编织出三角形的另一条边;分层编织出的边在连层编织的格栅交点处相交,构成一个一个的三角形。重复以上的步骤,就可以得到三角形的格栅预制件。
为了使编织好的格栅几何形状(如三角形)稳定,保持设计所需的形状,在已经编织好的格栅几何形状(如三角形)内逐一放入与格栅几何形状一致(如三角形)的支撑模具(参见图5)。在编织的过程中,也可以根据设计需要加入厚度方向的纱线,以提到格栅预制件制品厚度方向的力学性能。厚度方向的加入纱线方法本身系现有技术。
以相同或类似于三角形格栅预制件的编织方法,可以编织出其它几何形状格栅预制件,例如矩形格栅预制件(参见图3),菱形格栅预制件(参见图2、4)或者其它形状的格栅预制件。
本发明的格栅型预制件制品由本发明所述的格栅型预制件的三维整体编织方法直接制成。该预制件制品的特点在于巧妙而科学的设计了三维编织工艺,使预制件制品可由纤维束一次连续编织而成,保证了制品内增强纤维束的连续性和编织结构的整体性,其内部增强纤维束交织成格栅型三维整体网状结构,并且预制件制品为近净体成型,制成复合材料后无需再加工,极大地提高了制件的结构整体性和机械力学性能,并且极大地降低了制件的成本,方法简单,适用性广。
本发明未述及之处适用于现有技术。
下面再进一步给出本发明的具体实施例。但本发明权利要求不受具体实施例的限制。
实施例1:
格栅形状为等边三角形的预制件的编织方法(参见图1)。
三角形格栅预成型制件横截面为矩形,尺寸100*15mm,编织结构采用三维五向结构,编织纱线为1200tex玻璃纤维,编织角30°,设计编织所需纱线根数为780根,其中编织纱为520根,轴向纱为260根;按照格栅要求的形状,设计每层纱线为60根,其中编织纱40根,轴向纱为20根,所有的纱线共分为13层,分别用1-13表示;所有的纱线层分成7部分,初始按(1,2)(3)(4,5,6)(7)(8,9,10)(11)(12,13)挂纱;按照挂纱组合编织6个花节长度(花节长度是指一个机器循环所编织出的预制件的长度)作为起始位置A;①把所有的纱线层均分开,每纱线层各自编织,为了得到等边三角形,奇数纱线层编织3个花节,偶数纱线层编织6个花节;②按(1)(2,3,4)(5)(6,7,8)(9)(10,11,12)(13)组合编织1个花节;③再把所有的纱线层分开,每纱线层各自编织,奇数纱线层编织3个花节,偶数纱线层编织6个花节;④按(1,2)(3)(4,5,6)(7)(8,9,10)(11)(12,13)组合编织1个花节;重复上面①~④的四个步骤,所有的编织纱线均参与编织,直到编织结束,完成等边三角形格栅预成型件的编织。
实施例2:
格栅形状为菱形的预制件的编织方法(参见图2和4)。
菱形格栅编织结构采用三维四向结构,编织纱线为1200tex玻璃纤维,设计编织所需纱线根数为720根;按照格栅要求的形状,设计每层纱线为60根,所有的纱线共分为12层,分别用1-12表示;初始部分按(1,2)(3,4)(5,6)(7,8)(9,10)(11,12)组合编织8个花节作为起始位置A。然后①所有的纱线层均分开,每纱线层各自编织,每个纱线层编织4个花节;②按(1)(2,3)(4,5)(6,7)(8,9)(10,11)(12)组合编织1个花节,并且相连的两个纱线层相互交换部分纱线,以提高格栅交点处的力学性能;③所有的纱线层分开,每纱线层各自编织,编织4个花节;④按(1,2)(3,4)(5,6)(7,8)(9,10)(11,12)组合编织1个花节,并且相连的两个纱线层也要相互交换纱线。重复上述①~④四个编织步骤,所有的编织纱线均参与编织,直到编织结束,完成菱形格栅预制件的整体编织(菱形格栅型预制件制品参见图4)。
实施例3
格栅形状为方形或矩形的预制件的编织方法(参见图2)。
方形格栅编织结构采用三维六向结构,编织纱线为12K碳纤维,设计所有的纱线共分为8层,分别用1-8表示。挂纱时按(1)(2,3)(4,5)(6,7)(8)组合,编织7个花节长度作为起始位置A;然后①每纱线层各自编织相应长度;②按(1,2)(3,4)(5,6)(7,8)组合编织;③所有的纱线层分开,每纱线层各自编织;④按(1)(2,3)(4,5)(6,7)(8)组合编织相应长度。重复上述①~④四个编织步骤,所有的编织纱线均参与编织,直到编织结束,完成方形格栅预制件的整体编织。方形预制件制品的格栅形状容易变形,因此编织过程中随时填入方形支撑模具(块),以良好保持格栅形状。余同实施例2。
一种格栅型预制件的三维整体编织方法及其制品专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。







动态评分
0.0