








专利摘要
一种微型热缩管直通式单向阀及其成型方法,它涉及一种单向阀及其成型方法。本发明是要解决现有的单向阀结构复杂、难以实现快速成型、存在安装缝隙和流体死体积的技术问题。本发明由阀体、球形阀芯和不锈钢弹簧组成。本发明的成型方法如下:一、将热缩管的一端加热至收缩温度,收缩端作为单向阀进口;二、将球形阀芯和不锈钢弹簧依次从热缩管未收缩的一端装入热缩管中;三、将热缩管未收缩的一端加热至收缩温度,收缩端作为单向阀出口。本发明采用热缩管做为阀体材料,不仅仅是单向阀阀体材料的改变,而是使单向阀整体结构简单化和小型化,阀体内流道死体积减小,更适合于微量流体样品的处理和微流控系统的工作需要。
权利要求
1.一种微型热缩管直通式单向阀,其特征在于微型热缩管直通式单向阀由阀体(1)、球形阀芯(2)和不锈钢弹簧(3)组成;
所述的阀体(1)为热缩管,热缩管的两端分别为微型热缩管直通式单向阀的进口(4)和出口(5),微型热缩管直通式单向阀的进口(4)和出口(5)的直径均小于中间部分(6)的直径;所述的微型热缩管直通式单向阀的进口(4)和出口(5)的直径均为0.5mm~2mm,中间部分(6)的直径为1mm~4mm;
所述的球形阀芯(2)为圆球,材质为玻璃、聚四氟乙烯、橡胶或PDMS;球形阀芯(2)的直径大于微型热缩管直通式单向阀的进口(4)和出口(5)的直径;
不锈钢弹簧(3)的钢丝直径为0.1mm~0.25mm,不锈钢弹簧(3)外径大于微型热缩管直通式单向阀的进口(4)和出口(5)的直径,不锈钢弹簧(3)内径小于球形阀芯(2)的直径;
球形阀芯(2)设置在阀体中间部分(6)的内部且靠近微型热缩管直通式单向阀的进口(4),不锈钢弹簧(3)设置在阀体中间部分(6)的内部且靠近微型热缩管直通式单向阀的出口(5),不锈钢弹簧(3)处于压缩状态,不锈钢弹簧(3)的两端分别紧压着球形阀芯(2)和微型热缩管直通式单向阀的出口(5)。
2.根据权利要求1所述的一种微型热缩管直通式单向阀,其特征在于所述的热缩管的材质为PVC、ABS、EVA或PET。
3.根据权利要求1所述的一种微型热缩管直通式单向阀,其特征在于所述的热缩管的热收缩比例为2:1、3:1或4:1。
4.如权利要求1所述的一种微型热缩管直通式单向阀的成型方法,其特征在于微型热缩管直通式单向阀的成型方法如下:
一、将热缩管的一端置于加热装置上,加热至热缩管的收缩温度使这段热缩管收缩作为微型热缩管直通式单向阀的进口(4);
二、将球形阀芯(2)从热缩管未收缩的一端装入热缩管中,再将不锈钢弹簧(3)从热缩管未收缩的一端装入热缩管中,球形阀芯(2)一端与微型热缩管直通式单向阀的进口(4)接触,另一端与不锈钢弹簧(3)接触;
三、将热缩管未收缩的一端置于加热装置上,加热至热缩管的收缩温度使这段热缩管收缩作为微型热缩管直通式单向阀的出口(5),完成微型热缩管直通式单向阀的成型。
5.根据权利要求4所述的一种微型热缩管直通式单向阀的成型方法,其特征在于步骤一中所述的热缩管的材质为PVC、ABS、EVA或PET。
说明书
技术领域
本发明涉及一种直通式单向阀及其成型方法。
背景技术
单向阀是使流体只能从进口流向出口,而出口介质无法回流的流体控制阀,又称止回阀或逆止阀,主要用于液压系统中防止油流反向流动,或者用于气动系统中防止压缩空气逆向流动,是流体控制系统中使用最普遍的一种控制阀。单向阀主要有直通式和直角式两种,目前基本上所有单向阀都由阀芯、阀体和弹簧组成。阀体材料通常采用金属或工程塑料材料,阀芯通常采用金属、工程塑料或橡胶材料。直通式单向阀用螺纹连接或法兰连接安装在管路上。直角式单向阀有螺纹连接、板式连接、法兰连接和插装式几种形式。单向阀根据阀芯和阀体的配合形式又可以分为滑阀式、座阀式、球阀式、转阀式几种。微流控系统中目前多采用瓣膜式被动单向阀或气压控制式主动单向阀,这些单向阀多采用PDMS或PMMA材料,需要采用光刻等手段直接或者间接制作而成。
传统单向阀由于阀体采用金属或工程材料制成,因此需要复杂的加工方法和机械加工设备才能完成加工制作,单向阀的组装需要螺钉、密封圈、端盖等配件,使得单向阀结构复杂,难以实现小型化和集成化,也无法实现快速成型制备。此外,单向阀的螺纹连接、板式连接和法兰连接方式需要管接头、螺钉、阀板等连接配件,使得单向阀的安装和连接复杂,不易实现快速连接,常规的单向阀不能够直接应用到微流控系统中。微流控系统目前采用的单向阀大多制作困难,工作不可靠。
发明内容
本发明是为解决现有的单向阀结构复杂、难以实现快速成型制造、安装连接不便、存在安装缝隙和流体死体积、无法与微量流体控制系统实现集成化的技术问题,而提供一种微型热缩管直通式单向阀及其成型方法。
本发明的微型热缩管直通式单向阀由阀体、球形阀芯和不锈钢弹簧组成;
所述的阀体为热缩管,热缩管的两端分别为微型热缩管直通式单向阀的进口和出口,微型热缩管直通式单向阀的进口和出口的直径均小于中间部分的直径;所述的微型热缩管直通式单向阀的进口和出口的直径均为0.5mm~2mm,中间部分的直径为1mm~4mm;
所述的球形阀芯为圆球,材质为玻璃、聚四氟乙烯、橡胶或PDMS;球形阀芯的直径大于微型热缩管直通式单向阀的进口和出口的直径;
不锈钢弹簧的钢丝直径为0.1mm~0.25mm,弹簧外径大于微型热缩管直通式单向阀的进口和出口的直径,弹簧内径小于球形阀芯的直径;
球形阀芯设置在阀体中间部分的内部且靠近微型热缩管直通式单向阀的进口,不锈钢弹簧设置在阀体中间部分的内部且靠近微型热缩管直通式单向阀的出口,不锈钢弹簧处于压缩状态,不锈钢弹簧的两端分别紧压着球形阀芯和微型热缩管直通式单向阀的出口。
本发明的微型热缩管直通式单向阀的成型方法如下:
一、将热缩管的一端置于加热装置上,加热至热缩管的收缩温度使这段热缩管收缩作为微型热缩管直通式单向阀的进口;
二、将球形阀芯从热缩管未收缩的一端装入热缩管中,再将不锈钢弹簧从热缩管未收缩的一端装入热缩管中,球形阀芯一端与微型热缩管直通式单向阀的进口接触,另一端与不锈钢弹簧接触;
三、将热缩管未收缩的一端置于加热装置上,加热至热缩管的收缩温度使这段热缩管收缩作为微型热缩管直通式单向阀的出口,完成微型热缩管直通式单向阀的成型。
本发明针对现有常规单向阀和微流控单向阀的上述缺点和不足,提出了一种采用热缩管材料的能够实现快速成型制备的微型单向阀,用于微量药物注射、微流控芯片、微量给水给药以及生物医学分析中微量进样等应用场合,具有结构简单,成本低,能够实现快速成型(1min~2min)制备,易于加工制造,可以实现小型化和集成化,安装连接快速容易,工作可靠等特点,便于实现大规模批量生产。
本发明的优点是:
本发明采用热缩管做为阀体材料,不仅仅是单向阀的阀体材料的改变,而是使单向阀整体结构简单化和小型化,阀体内流道死体积减小,更适合于微量流体样品的处理和微流控系统的工作需要。本发明采用热缩管阀体材料,单向阀的进口和出口连接口可以采用微型钢针或塑料管直接插拔式连接方式,连接方式简单方便,易于实现快速连接。
本发明所述微型热缩管单向阀由于采用热缩管材料和快速成型工艺,无需机械加工和机械连接方式,没有连接缝隙和连接流道死角,减小了流体样品残留,更适合生物医学样品的微量处理。
附图说明
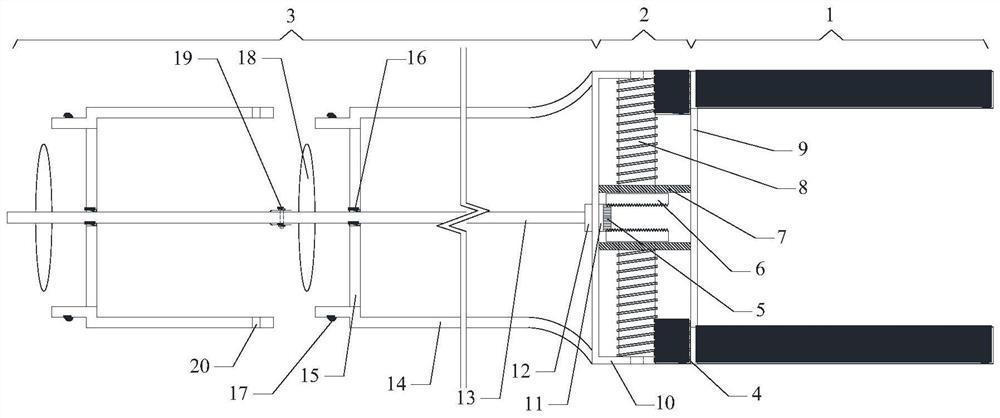
图1为具体实施方式一中微型热缩管直通式单向阀的示意图;
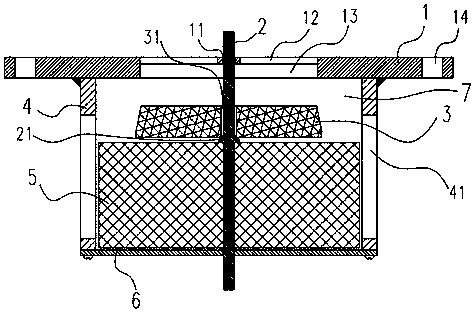
图2为具体实施方式四中步骤一的热缩管未热收缩时的示意图;
图3为具体实施方式四中步骤一完成时的示意图,▽和△表示热缩管热收缩的方向;
图4为具体实施方式四中步骤二完成时的示意图;
图5为具体实施方式四中步骤三完成时的示意图,▽和△表示热缩管热收缩的方向。
具体实施方式
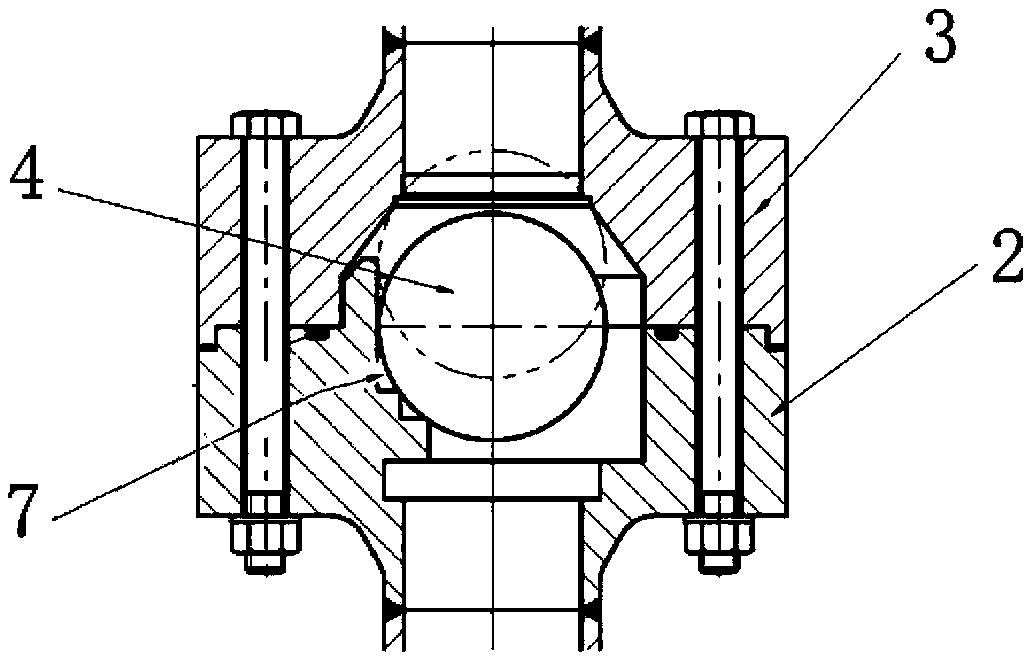
具体实施方式一:本实施方式为一种微型热缩管直通式单向阀,如图1,具体由阀体1、球形阀芯2和不锈钢弹簧3组成;
所述的阀体1为热缩管,热缩管的两端分别为微型热缩管直通式单向阀的进口4和出口5,微型热缩管直通式单向阀的进口4和出口5的直径均小于中间部分6的直径;所述的微型热缩管直通式单向阀的进口4和出口5的直径均为0.5mm~2mm,中间部分6的直径为1mm~4mm;
所述的球形阀芯2为圆球,材质为玻璃、聚四氟乙烯、橡胶或PDMS;球形阀芯2的直径大于微型热缩管直通式单向阀的进口4和出口5的直径;
不锈钢弹簧3的钢丝直径为0.1mm~0.25mm,不锈钢弹簧3外径大于微型热缩管直通式单向阀的进口4和出口5的直径,不锈钢弹簧3内径小于球形阀芯2的直径;
球形阀芯2设置在阀体中间部分6的内部且靠近微型热缩管直通式单向阀的进口4,不锈钢弹簧3设置在阀体中间部分6的内部且靠近微型热缩管直通式单向阀的出口5,不锈钢弹簧3处于压缩状态,不锈钢弹簧3的两端分别紧压着球形阀芯2和微型热缩管直通式单向阀的出口5。
本实施方式的微型热缩管直通式单向阀的工作原理:微量流体样品由热缩管单向阀进口4流入单向阀时,流体压力作用在球形阀芯2上产生的作用力大于不锈钢弹簧3作用在球形阀芯2上产生的作用力时,球形阀芯2移动,远离进口4,单向阀开启,进口4和出口5连通,液流流过单向阀;
微量流体样品由热缩管单向阀出口5流入单向阀时,流体压力作用在球形阀芯2上产生的作用力和不锈钢弹簧3作用在球形阀芯2上产生的作用力同时作用,使球形阀芯2压紧在单向阀进口4处,单向阀关闭,进口4和出口5不连通,液流不能流过单向阀,单向阀截止。
具体实施方式二:本实施方式与具体实施方式一不同的是:所述的热缩管的材质为PVC、ABS、EVA或PET。其他与具体实施方式一相同。
具体实施方式三:本实施方式与具体实施方式一不同的是:所述的热缩管的热收缩比例为2:1、3:1或4:1。其他与具体实施方式一相同。
具体实施方式四:本实施方式为具体实施方式一中微型热缩管直通式单向阀的成型方法,如图2-5,具体步骤如下:
一、将热缩管的一端置于加热装置上,加热至热缩管的收缩温度使这段热缩管收缩作为微型热缩管直通式单向阀的进口4;
二、将球形阀芯2从热缩管未收缩的一端装入热缩管中,再将不锈钢弹簧3从热缩管未收缩的一端装入热缩管中,球形阀芯2的一端与微型热缩管直通式单向阀的进口4接触,另一端与不锈钢弹簧3接触;
三、将热缩管未收缩的一端置于加热装置上,加热至热缩管的收缩温度使这段热缩管收缩作为微型热缩管直通式单向阀的出口5,完成微型热缩管直通式单向阀的成型。
具体实施方式五:本实施方式与具体实施方式四不同的是:步骤一中所述的热缩管的材质为PVC、ABS、EVA或PET。其他与具体实施方式四相同。
用以下试验对本发明进行验证:
试验一:本试验为一种微型热缩管直通式单向阀,如图1,具体由阀体1、球形阀芯2和不锈钢弹簧3组成;
所述的阀体1为缩管,热缩管的两端分别为微型热缩管直通式单向阀的进口4和出口5,进口4和出口5的直径均小于中间部分6的直径;所述的进口4和出口5的直径均为0.5mm~2mm,中间部分6的直径为1mm~4mm;
所述的球形阀芯2为圆球,材质为玻璃、聚四氟乙烯、橡胶或PDMS;球形阀芯2的直径大于微型热缩管直通式单向阀的进口4和出口5的直径;
不锈钢弹簧3的钢丝直径为0.1mm~0.25mm,不锈钢弹簧3外径大于微型热缩管直通式单向阀的进口4和出口5的直径,不锈钢弹簧3内径小于球形阀芯2的直径;
球形阀芯2设置在阀体中间部分6的内部且靠近微型热缩管直通式单向阀的进口4,不锈钢弹簧3设置在阀体中间部分6的内部且靠近微型热缩管直通式单向阀的出口5,不锈钢弹簧3处于压缩状态,不锈钢弹簧3的两端分别紧压着球形阀芯2和微型热缩管直通式单向阀的出口5。
所述的热缩管的材质为PVC;所述的热缩管的热收缩比例为2:1。
如图2-5,本试验的微型热缩管直通式单向阀的成型方法的具体步骤如下:
一、将热缩管的一端置于加热装置上,加热至热缩管的收缩温度使这段热缩管收缩作为微型热缩管直通式单向阀的进口4;
二、将球形阀芯2从缩管未收缩的一端装入热缩管中,再将不锈钢弹簧3从热缩管未收缩的一端装入热缩管中,球形阀芯2一端与微型热缩管直通式单向阀的进口4接触,另一端与不锈钢弹簧3接触;
三、将热缩管未收缩的一端置于加热装置上,加热至热缩管的收缩温度使这段热缩管收缩作为微型热缩管直通式单向阀的出口5,完成微型热缩管直通式单向阀的成型。
本试验提出了一种采用热缩管材料的能够实现快速成型制备的微型单向阀,用于微量药物注射、微流控芯片、微量给水给药以及生物医学分析中微量进样等应用场合,具有结构简单,成本低,能够实现快速成型(1min~2min)制备,易于加工制备,可以实现小型化和集成化,安装连接快速容易,工作可靠等特点,便于实现大规模批量生产。
一种微型热缩管直通式单向阀的成型方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。
















动态评分
0.0