










专利摘要
本发明公开了一种防止轧制金属复合板界面氧化的方法,属于金属复合板轧制技术领域。本发明为防止轧制金属复合板界面氧化,于加热和轧制之前在界面复合处开排气孔,之后用密封塞封堵所述的排气孔,能够避免复合板加热轧制过程中,由于复合界面之间空气受热膨胀,导致其界面结合率下降,从而降低复合板界面结合强度的问题;且该方法具有结构简单、设计合理、易于操作的优点。
权利要求
1.一种防止轧制金属复合板界面氧化的方法,其特征在于:加热和轧制之前在界面复合处开排气孔,之后用密封塞封堵所述的排气孔,所述密封塞为钛板塞(3),钛板塞(3)内部设有空腔;所述的空腔由进气孔(31)、出气孔(32)以及气槽(33)组成;进气孔(31)包括多个,设置在钛板塞(3)的小端,呈渐扩式,出气孔(32)设置在钛板塞(3)的大端,气槽(33)联通进气孔(31)和出气孔(32)。
2.根据权利要求1所述的一种防止轧制金属复合板界面氧化的方法,其特征在于:所述排气孔为直径8~12mm的圆孔,开孔深度为5~10mm。
3.根据权利要求2所述的一种防止轧制金属复合板界面氧化的方法,其特征在于:所述的密封塞为圆台状,其小端端面直径为6~10mm,大端端面直径为12~15mm,高度为8~12mm。
4.根据权利要求3所述的一种防止轧制金属复合板界面氧化的方法,其特征在于:所述排气孔的直径为10mm,开孔深度为8mm;所述密封塞的小端端面直径为8mm,大端端面直径为15mm,高度为10mm。
5.根据权利要求4所述的一种防止轧制金属复合板界面氧化的方法,其特征在于:所述排气孔位于轧制方向的末端。
6.根据权利要求5所述的一种防止轧制金属复合板界面氧化的方法,其特征在于:所述排气孔的数量为1个。
7.根据权利要求6所述的一种防止轧制金属复合板界面氧化的方法,其特征在于:所述密封塞的熔点大于不锈钢复合板坯料的熔点。
说明书
技术领域
本发明属于金属复合板轧制技术领域,具体地说,涉及一种防止轧制金属复合板界面氧化的方法。
背景技术
金属复合板是由两层或两层以上的金属材料经过一些特定的加工工艺后,使得界面处形成牢固的冶金结合而得到的一类金属基复合材料。与单一的金属相比,金属复合板不仅具有各自组元的优点,而且可以获得单层金属材料所不具备的物理、化学和力学性能,从而使得金属复合板具有高的综合力学性能。
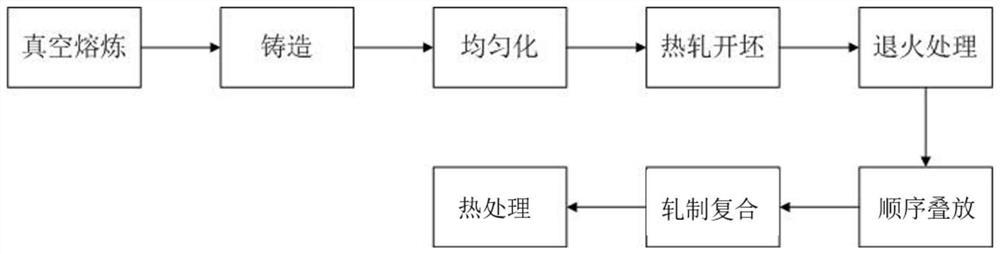
目前金属复合板主要的生产方法有爆炸复合板、扩散复合法、钎焊法和轧制复合法,其中轧制复合法被广泛使用。轧制复合法首先要将待复合金属表面进行合适的处理,以达到洁净、活化的目的,然后将其装配在一起,焊接周边缝隙,以防止在加热过程中界面氧化,最后将焊接好的待复合坯料加热到一定温度,对其施加大的压下量进行轧制变形,在受到热和力的同时作用下实现异种金属复合。
由于实验设备的关系,大多数高校和厂商轧制金属复合板时,通常直接焊接周边缝隙,再在轧机的强大压力下实现冶金结合。关于焊接工艺,大多数研究者会在复合板复合处直接开孔或者开孔后焊接钢管抽真空,例如中国专利申请号为:201510247496.7,公开日为:2015年9月2日的专利文献,公开了一种钛钢复合板的轧制方法,包括如下步骤:a、准备两块钢板、两块钛板、四块侧板,除去表面氧化层和油污;b、在侧板中的至少一块上开孔,在开孔处焊接无缝碳钢管;c、按照钢板/钛板/钛板/钢板的顺序进行对称组坯,并进行焊合成为一个组合体;d、焊接完成后,通过无缝碳钢管与真空泵连接,抽真空至压强不超过1×10
又如,中国专利申请号为:201210260229.X,公开日为:2012年11月14日的专利文献,公开了一种钛-钢单面复合板的制备方法,按以下工艺步骤进行:(1)分别选取两块尺寸相等的钛板和两块尺寸相等的钢板,并对其表面进行除锈及除氧化层处理;(2)组坯,使形成钢板-过渡层-钛板-隔离剂-钛板-过渡层-钢板对称式多层组合坯料,组合坯料内钛板四周与挡条之间有间隙;(3)将组合坯料压紧并分别将挡条与第一钢板、第二钢板焊接,使第一钢板、第二钢板及挡条内部形成密闭腔体,在挡条上钻孔并在孔内焊接钢管,使钢管与密闭腔体连通;(4)将组合坯料送入加热炉加热并抽真空;(5)将钢管外端封死后将组合坯料送入轧机中轧制;(6)轧制后分切即得钛-钢单面复合板。
但是,直接开孔虽然便于在加热和轧制过程中界面的空气排出,避免界面空气受热膨胀导致界面结合率下降,然而小孔周围由于加热和轧制的作用,部分复合板界面结合的地方易被氧化,影响复合板结合的质量,导致复合板结合强度降低;而开孔后焊接钢管抽真空这种方法虽然能够使得复合界面中氧的含量减少,进而得到结合强度较高的复合板。但是在许多高校并没有专门用于此抽真空的设备,因为抽真空设备比较昂贵,没有广泛应用于高校,而是仅有一些研究所、工厂等拥有;另外,抽真空过程比较复杂,不仅要求焊接质量高,不能有任何开裂的地方,而且板材不能太大,否则达不到抽真空的效果,运行周期长。
发明内容
1.要解决的问题
针对现有轧制金属复合板工艺,焊接坯料时,在复合板复合结合处直接开孔,界面结合的地方易被氧化,影响复合板结合的质量,导致复合板结合强度降低;而开孔后焊接钢管抽真空所需设备价格昂贵、且工艺复杂的问题,本发明提供一种防止轧制金属复合板界面氧化的方法,即加热和轧制之前在界面复合处开排气孔,之后用密封塞封堵所述的排气孔,能够避免复合板加热轧制过程中,由于复合界面之间空气受热膨胀,导致其界面结合率下降,从而降低复合板界面结合强度的问题。
2.技术方案
为了解决上述问题,本发明所采用的技术方案如下:
一种防止轧制金属复合板界面氧化的方法,其方式为:加热和轧制之前在界面复合处开排气孔,之后用密封塞封堵所述的排气孔。这里的金属包括不锈钢、铝合金,但不限于上述的几种,较佳的选择不锈钢。
优选地,所述排气孔为直径8~12mm的圆孔,开孔深度为5~10mm。
优选地,所述的密封塞为圆台状,其小端端面直径为6~10mm,大端端面直径为12~15mm,高度为8~12mm。
优选地,所述排气孔的直径为10mm,开孔深度为8mm;所述密封塞的小端端面直径为8mm,大端端面直径为15mm,高度为10mm。
优选地,所述排气孔位于轧制方向的末端。
优选地,所述排气孔的数量为1个,开孔数量不宜过多,孔开多了可能会让外界的空气进入复合界面中,进而影响复合质量。
优选地,所述密封塞的熔点大于不锈钢复合板坯料的熔点。
一种轧制金属复合板的方法,包括以下步骤:
(1)原料准备:切取所需要规格的坯料;
(2)表面处理:清洁、活化待复合金属表面;
(3)组坯和焊接:将处理好的坯料相对叠合在一起,焊接周边缝隙;
(4)开孔:在界面复合处开排气孔,之后用密封塞封堵所述的排气孔;
(5)加热:将坯料放进加热炉中加热,然后保温;
(6)轧制:将加热完的坯料送进轧机中轧制。
优选地,所述的步骤(1)中用线切割从大尺寸的板材上切取所需要规格的坯料;所述的步骤(2)中首先用砂纸对待复合金属表面进行打磨,然后用丙酮和酒精擦洗,起到活化作用;所述的步骤(3)中首先用点焊的方式将复合板固定起来,然后用焊机将复合板四周焊接起来;所述的步骤(4)中首先用钻头在复合板复合处钻一个直径为10mm的孔,然后将密封塞塞入,并用点焊的方式焊接起来。
一种轧制不锈钢复合板的方法,包括以下步骤:
(1)原料准备:用线切割从大尺寸的板材上切取所需要规格的316L不锈钢板和Q345R碳钢板坯料;
(2)表面处理:用砂纸对钢板坯料表面进行打磨,然后用丙酮和酒精擦洗;
(3)组坯和焊接:将处理好的坯料相对叠合在一起,焊接周边缝隙,形成焊接层;
(4)开孔:在界面复合处开排气孔,之后用密封塞(例如钛板塞)封堵所述的排气孔;
(5)加热:将坯料放入加热炉中加热到1000~1250℃,保温30min;
(6)轧制:将加热完的坯料送进轧机中轧制,轧制速度为100mm/s,总压下率81.33%。
本发明将焊接好的坯料用钻头在界面复合处开一个排气孔,然后用密封塞封堵,之后点焊在排气孔处,密封塞里小外大,外界的空气不易进入到复合板的复合界面处;而复合板在加热轧制过程中,由于复合板中空气受热膨胀,界面处的空气压力要大于外界压力,以及轧制过程中受材料挤压作用,所以,复合界面的空气易于排出体外,从而使得复合界面处氧化程度降低,进而达到提高复合质量的效果。
3.有益效果
相比于现有技术,本发明的有益效果为:
(1)本发明防止轧制金属复合板界面氧化的方法,不仅能够减轻金属复合板在加热和轧制过程中界面被氧化,而且能够避免复合板加热轧制过程中,由于复合界面之间空气受热膨胀,导致其界面结合率下降,从而使复合板界面结合强度降低的问题;
(2)本发明防止轧制金属复合板界面氧化的方法,步骤衔接有序,易于操作。
附图说明
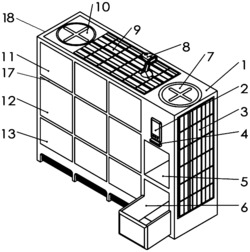
图1为本发明实施例1中金属复合板的结构示意图;
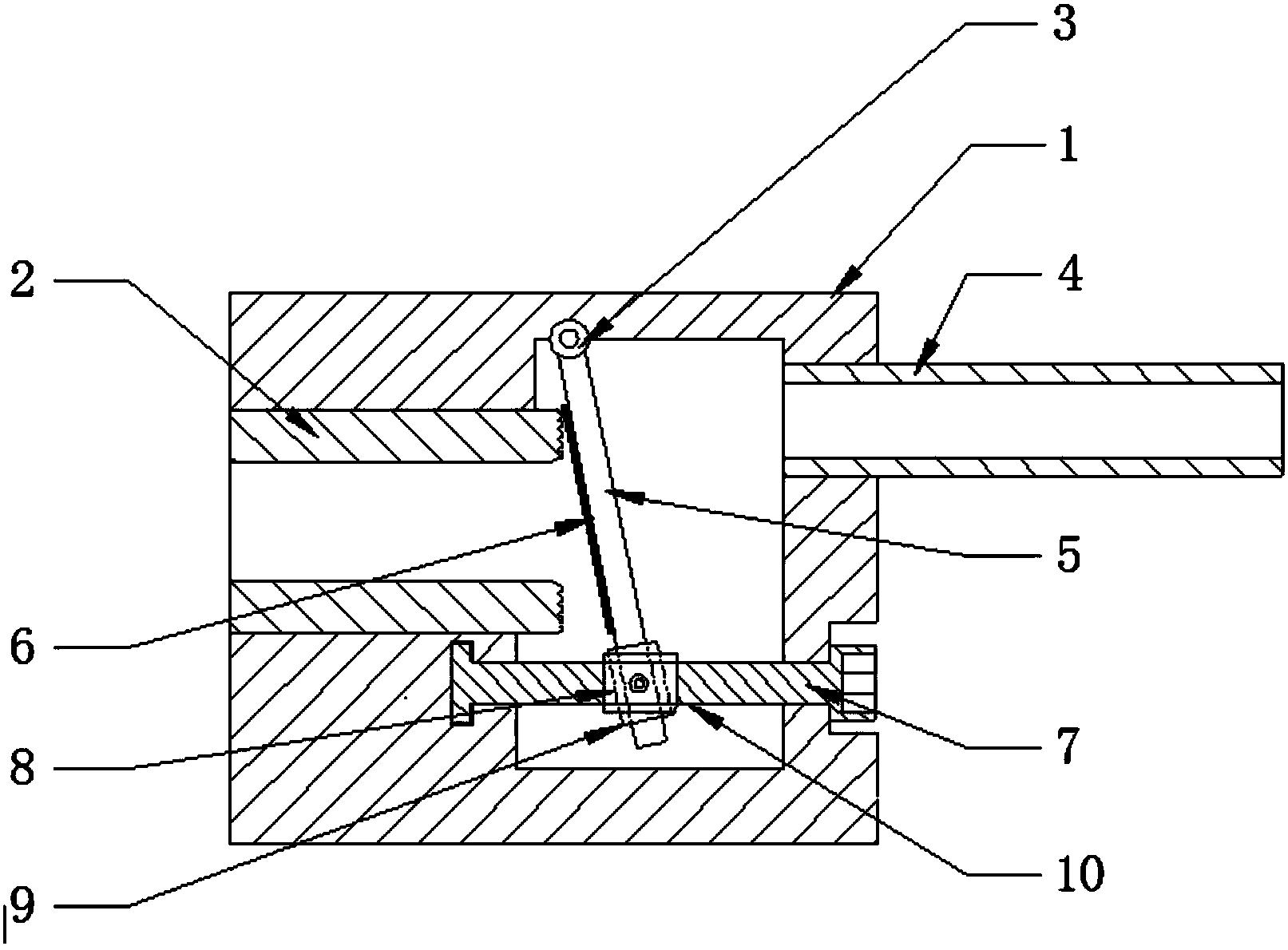
图2为本发明钛板塞的立体图;
图3为本发明钛板塞的左视图;
图4为图3中的A-A剖面图;
图5为本发明钛板塞的右视图。
图中:1、316L不锈钢板;2、焊接层;3、钛板塞;31、进气孔;32、出气孔;33、气槽;34、挡板;35、伸缩件;4、Q345R碳钢板。
具体实施方式
下面结合具体实施例对本发明进一步进行描述。
实施例1
一种轧制不锈钢复合板的方法,包括以下步骤:
(1)原料准备:用线切割从大尺寸的钢板上切取合适尺寸的316L不锈钢板1和Q345R碳钢板2坯料。其中,切取的316L不锈钢1的尺寸规格为200mm×100mm×5mm,Q345R碳钢的4尺寸规格为200mm×100mm×25mm。
(2)表面处理:在组坯焊接前需要对复合坯料表面进行处理,增加复合表面的结合率。首先用砂纸对表面进行打磨,去除表面的铁锈层和氧化层;然后用丙酮和酒精反复擦洗复合表面,去除表面的有机物和污垢,并用吹风机快速吹干。
(3)组坯和焊接:为了使复合板有较好的焊接质量,还需要将复合板四周用砂纸打磨干净,并用丙酮和酒精反复擦洗,去除复合板四周的氧化层;之后将处理好的坯料相对叠合在一起,首先用点焊的方式将复合板固定起来,以免在焊接过程中发生错动,影响焊接质量;然后用焊机将不锈钢复合板四周焊接起来,形成焊接层2。为了使复合板拥有较好的界面结合强度,采用氩弧焊的形式进行焊接。
(4)开孔:将焊接好的坯料用钻头在界面复合处开一个排气孔,排气孔为直径10mm的圆孔,开孔深度为8mm,然后将钛板塞3点焊在排气孔处。钛板塞3为圆台状,其小端直径为8mm,大端直径为12mm,高度为10mm,采用里小外大的结构,因此复合板界面之间的空气易于排出,外界的空气不易进入,所以能够避免复合板界面在加热和轧制过程中再次被氧化,并且由于复合界面气体的排出,减小了复合板因空气受热膨胀而导致复合板分离,所以能够提高复合板界面结合强度。
(5)加热:将焊接好的坯料放入加热炉中加热到1200℃,保温30min。
(6)轧制:将加热好的不锈钢复合板送到轧机中轧制,轧制速度为100mm/s,总压下率81.33%,并且使排气孔位于轧制方向末端。轧后空冷至室温,从而得到不锈钢复合板。
研究表明,复合坯腔的真空气氛对热轧复合的工艺效果至少起到以下三个方面的作用:形成无氧环境,防止金属表面氧化形成影响复合的氧化膜;防止在复合界面形成气泡;防止气体分子在金属复合表面形成影响剪切强度的微观非金属夹杂。
从生产实践中发现,复合坯腔内真空度越高,复合率和复合强度也越高。热轧复合要求的真空度(绝对压力)为(1~20)×10
对比例1
本对比例1的一种轧制不锈钢复合板的方法,步骤与实施例1基本相同,不同之处在于,步骤(4)开排气孔后不用钛板塞3封堵。
对比例2
本对比例1的一种轧制不锈钢复合板的方法,步骤与实施例1基本相同,不同之处在于,步骤(4)开排气孔后,在排气孔内焊接钢管,使钢管与坯料腔体连通,然后对坯料腔体抽真空,使真空度达到0.02Pa。
将实施例1、对比例1、对比例2得到的316L/Q345R复合板按照“JB/T4730.3-2005”《承压设备无损检测》标准检测其复合率,通过剪切装置使平行于试验力方向的复合钢板基材和复材结合面受剪切直至分离,以测定其抗剪强度即复合强度数据,得到的数据如下表1所示:
表1实施例1、对比例1、对比例2中复合板复合率与复合强度数据
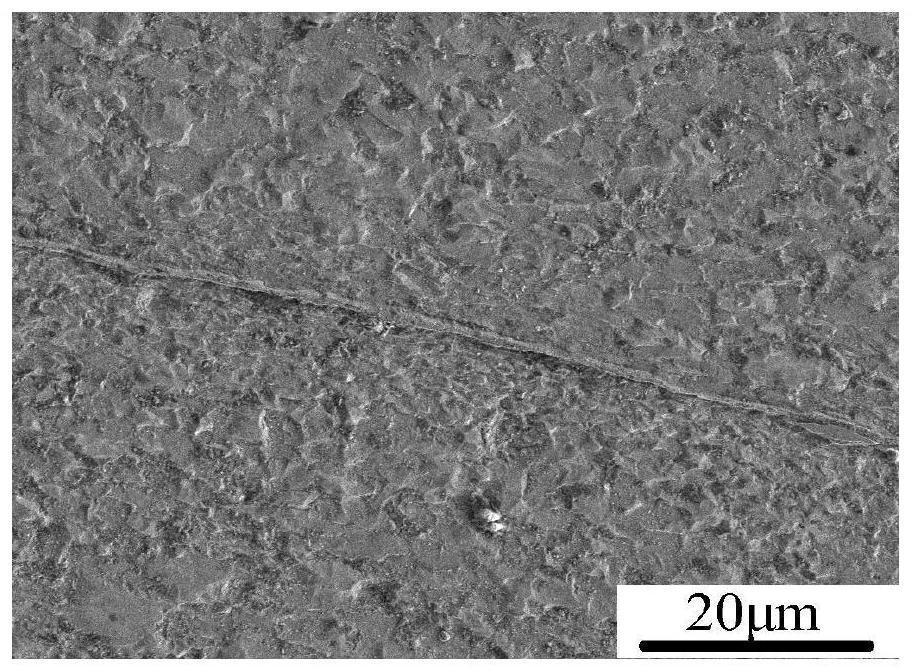
通过表1对比可以看出,实施例1制得的不锈钢复合板复合界面平直,几乎没有未复合面,剪切强度远远高于国家标准中要求的210MPa,而且性能明显优于对比例1中得到的复合板,基本达到了对比例1中得到的复合板的复合效果,在缺少抽真空设备的前提下,能够满足工厂的现场使用要求。另外,在弯曲实验中,实施例1制得的不锈钢复合板无论是外弯,还是内弯,都未见明显的开裂现象。
实施例2
一种轧制不锈钢复合板的方法,包括以下步骤:
(1)原料准备:用线切割从大尺寸的钢板上切取合适尺寸的所需要规格的316L不锈钢板1和Q345R碳钢板4坯料。其中,切取的316L不锈钢1的尺寸规格为200mm×100mm×5mm,Q345R碳钢4的尺寸规格为200mm×100mm×25mm。
(2)表面处理:首先用砂纸对表面进行打磨,去除表面的铁锈层和氧化层;然后用丙酮和酒精反复擦洗复合表面,去除表面的有机物和污垢,并用吹风机快速吹干。
(3)组坯和焊接:将复合板四周用砂纸打磨干净,并用丙酮和酒精反复擦洗,去除复合板四周的氧化层;之后将处理好的坯料相对叠合在一起,首先用点焊的方式将复合板固定起来,然后用焊机将不锈钢复合板四周焊接起来,形成焊接层2。
(4)开孔:将焊接好的坯料用钻头在界面复合处开一个排气孔,排气孔为直径8mm的圆孔,开孔深度为5mm,然后将钛板塞3点焊在排气孔处。钛板塞3为圆台状,其小端直径为6mm,大端直径为12mm,高度为8mm。
(5)加热:将焊接好的坯料放入加热炉中加热到1000℃,保温30min。
(6)轧制:将加热好的不锈钢复合板送到轧机中轧制,轧制速度为100mm/s,总压下率81.33%,并且使排气孔位于轧制方向末端。轧后空冷至室温,从而得到不锈钢复合板。
采用上述方法制得的不锈钢复合板复合界面平直,基本没有未复合面,剪切强度为350MPa,并且在弯曲实验中,无论是外弯,还是内弯,都未见明显的开裂现象。
实施例3
一种轧制不锈钢复合板的方法,包括以下步骤:
(1)原料准备:用线切割从大尺寸的钢板上切取合适尺寸的316L不锈钢板1和Q345R碳钢板4坯料。其中,切取的316L不锈钢1的尺寸规格为200mm×100mm×5mm,Q345R碳钢4的尺寸规格为200mm×100mm×25mm。
(2)表面处理:首先用砂纸对表面进行打磨,去除表面的铁锈层和氧化层;然后用丙酮和酒精反复擦洗复合表面,去除表面的有机物和污垢,并用吹风机快速吹干。
(3)组坯和焊接:将复合板四周用砂纸打磨干净,并用丙酮和酒精反复擦洗,去除复合板四周的氧化层;之后将处理好的坯料相对叠合在一起,首先用点焊的方式将复合板固定起来,然后用焊机将不锈钢复合板四周焊接起来,形成焊接层2。
(4)开孔:将焊接好的坯料用钻头在界面复合处开一个排气孔,排气孔为直径12mm的圆孔,开孔深度为12mm,然后将钛板塞3点焊在排气孔处。钛板塞3为圆台状,其小端直径为10mm,大端直径为15mm,高度为12mm。
(5)加热:将焊接好的坯料放入加热炉中加热到1250℃,保温30min。
(6)轧制:将加热好的不锈钢复合板送到轧机中轧制,轧制速度为100mm/s,总压下率81.33%,并且使排气孔位于轧制方向末端。轧后空冷至室温,从而得到不锈钢复合板。
采用上述方法制得的不锈钢复合板复合界面平直,基本没有未复合面,剪切强度为320MPa,并且在弯曲实验中,无论是外弯,还是内弯,都未见明显的开裂现象。
实施例4
本实施例中轧制不锈钢复合板的方法,步骤与实施例3基本相同,不同之处在于,如图2至图5所示,步骤(4)中所用的钛板塞3内部设有空腔;所述的空腔由进气孔31、出气孔32以及气槽33组成;进气孔31包括多个,设置在钛板塞3的小端,呈渐扩式,出气孔32设置在钛板塞3的大端,气槽33联通进气孔31和出气孔32。另外,出气孔32内设置有挡板34,挡板34用于密封出气孔32,并且挡板34与伸缩件35连接,可沿出气孔32滑动。
在钛板塞3内部设置空腔,为复合板界面复合处空气的流出提供了更多通道,有利于复合板界面处的空气受热膨胀时,以及在轧机挤压作用下向外排出。特别地,钛板塞3小端设置多个进气孔31,而与外界联通的出气孔32只有一个,并且出气孔32采用挡板34密封,使空气能够从进气孔31,经气槽33,然后推开挡板34从出气孔32流出,但是外界的空气却无法从出气孔32进入钛板塞3内部,使钛板塞3能够辅助气体流出的同时,又能够起到原本的密封作用。
一种防止轧制金属复合板界面氧化的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0