

IPC分类号 : B21B37/00,B21B37/74,B21B38/00,B21B9/00,C22C38/02,C22C38/04,C22C38/18






专利摘要
本发明的一种钢材氧化铁皮高温热变形行为的控制方法,在采用热模拟实验机进行圆柱体单向压缩实验基础上,通过更改试样形状来模拟生产现场热轧过程中的氧化铁皮变形行为,属于轧钢技术领域。方法为:将热轧钢材加工成圆柱型试样,在圆柱型试样两端各切割出一个U型槽,并将槽底打磨光滑。实验过程中将加工好的试样放在热模拟两个压头中间,将试样加热到所需温度,保温一定时间,让氧化铁皮在试样的槽中生长,然后再以不同的变形量压缩试样。本发明由于对试样的形状进行了改进可以为氧化铁皮生长提供空间,能够模拟热轧过程中氧化铁皮的变形行为,并且可以对加热温度和变形量对氧化铁皮塑性的影响进行研究。
权利要求
1.一种钢材氧化铁皮高温热变形行为的控制方法,其特征在于,包括以下步骤:
步骤1,预处理阶段:
(1)将开坯之后的钢锭放在加热炉中,1200℃,保温4 h,经轧制和切割后,形成圆柱形试样,所述圆柱形试样的直径为8mm,高度为10mm,其中,所述的钢锭化学成分按质量百分数为:C:0.05%,Si:0.05%,Mn:1.0%,S:0.013%,P:0.006%,Cr: 0.3%,其余为Fe和冶炼时不可避免的杂质;
(2)在试样两端切割出U型槽,将槽底部打磨光滑,槽底粗糙度为1.7μm;
步骤2,清洗阶段:
对加工好的试样进行清洗,以去除试样表面油污杂质;
步骤3,实验阶段:
(1)将试样安装于热模拟实验机的两个压头中间后,将热模拟实验机抽真空后,将试样先以50℃/s的升温速度加热到900℃,保温30s,然后再以3℃/s的升温速度到达目标温度1050℃,并保温30 min,获得的氧化铁皮厚度为330μm,其中,在加热完成后,向热模拟实验机内充入空气,使保温过程在空气环境中进行;
(2)将热模拟实验机调整为压缩模式,在试样压缩变形之前3~5 s,关闭气路进行抽真空,对试样进行压缩,应变速率1 s
步骤4,检测阶段:
在保证氧化铁皮完整性的基础上,观察试样的氧化铁皮断面形貌和元素分布,并测量氧化铁皮厚度为315 μm;
步骤5,数据处理阶段:
根据检测阶段测量出的氧化铁皮厚度变化,采用数理统计的方法归纳并总结规律,通过对氧化铁皮热变形行为的研究,发现变形温度在1050℃时,氧化铁皮高温塑性随着温度的升高而增强。
2.根据权利要求1所述的一种钢材氧化铁皮高温热变形行为的控制方法,其特征在于,所述的步骤1(2)中,U型槽切割过程为:使用线切割机在圆柱试样两端的对中位置切出U型槽,所述的U型槽深度为1 mm。
3.根据权利要求1所述的一种钢材氧化铁皮高温热变形行为的控制方法,其特征在于,所述的步骤3(1)中,试样中部焊接有热电偶,用于真空下测定试样温度,并在焊点处裸露的热电偶丝上套陶瓷管,长度以包裹住热电偶丝焊接端裸露部分为宜。
说明书
技术领域:
本发明属于冶金技术领域,具体涉及一种钢材氧化铁皮高温热变形行为的控制方法。
背景技术:
钢铁材料的热轧温度范围是800-1250℃,由于钢铁材料生产还不能在全真空条件下进行,生产现场充满了氧化性气氛,所以热轧温度范围内钢铁材料的表面氧化铁皮生长速率特别快,所以无论是型材,棒材还是板材在它们热轧成型的过程中表面都会被氧化铁皮所覆盖。虽然在轧制过程中有高压水将热轧钢材表面氧化铁皮除去,然而由于除鳞之后钢板的温度依旧很高所以钢材表面极易生成新的氧化铁皮。在轧制过程中氧化铁皮和基体之间存在的性能差异,轧制工艺不合理就会造成氧化铁皮破裂破坏了钢材的表面质量。提高钢板的表面质量目前亟待解决的研究热点,通过对现有的研究进行总结,可以发现氧化铁皮的厚度和结构控制成为了解决该问题的关键。
根据热轧现场生产设备和生产工艺,将氧化铁皮的生长过程分为以下三个阶段。一是在加热炉中生长的氧化铁皮被称为一次氧化铁皮,这一阶段的氧化铁皮厚度可以达到几毫米;二是在粗轧阶段生成的氧化铁皮被称为二次氧化铁皮,这一阶段的氧化铁皮厚度可以达到几百微米;三是在终轧和冷却过程生成的氧化铁皮被称为三次氧化铁皮,这一阶段的氧化铁皮厚度在100微米以下。根据目前的研究结果可以确定钢铁材料的表面氧化铁皮呈现分层结构且主要分为三层,这三层分别是靠近基体氧化层为FeO,中间层为Fe3O4和最外侧的氧化层为Fe2O3。分层结构的出现主要是由于铁离子和氧离子在高温状态时的相互扩散导致的。一直以来各国学者普遍认同的是热轧碳钢的氧化铁皮是由90-94%FeO,5-8%Fe3O4和低于2% Fe2O3组成的,通过对三种氧化物含量的对比可以发现铁离子在FeO中的扩散速度比在Fe3O4中的扩散速度快,而氧离子在Fe2O3层中的扩散速度非常的缓慢,这就使得氧化铁皮的各层结构拥有不同的微观形貌和性能。在高温状态时,这三层氧化铁皮结构的塑性优劣情况是FeO >Fe3O4>Fe2O3。
发明内容:
本发明的目的是克服上述现有技术存在的不足,提供一种钢材氧化铁皮高温热变形行为的控制方法,借助热模拟实验机模拟现场热轧生产过程,通过控制加热温度,保温时间和变形量三个参数进行单道次压缩实验,确定适合热轧生产的钢基体和氧化铁皮耦合变形制度,提高热轧材表面质量。
为实现上述目的,本发明采用以下技术方案:
一种钢材氧化铁皮高温热变形行为的控制方法,包括以下步骤:
步骤1,预处理阶段:
(1)将开坯之后的钢锭放在加热炉中,1200~1250℃,保温3~4h,经轧制和切割后,形成圆柱形试样,所述的试样直径为8~10mm,高度为10~15mm;
(2)在试样两端切割出U型槽,将槽底部打磨光滑,槽底粗糙度为0.8~1.7μm;
步骤2,清洗阶段:
对加工好的试样进行清洗,以去除试样表面油污等杂质;
步骤3,实验阶段:
(1)将试样安装于热模拟实验机的两个压头中间后,将热模拟实验机抽真空后,将试样升温至950~1150℃,并保温30min,获得的氧化铁皮厚度为290~360μm,其中,在加热完成后,向热模拟实验机内充入空气,使保温过程在空气环境中进行;
(2)将热模拟实验机调整为压缩模式,在试样压缩变形之前3~5s,关闭气路进行抽真空,对试样进行压缩,应变速率0.1~1s
步骤4,检测阶段:
在保证氧化铁皮完整性的基础上,观察试样的氧化铁皮断面形貌和元素分布,并测量氧化铁皮厚度为154~315μm;
步骤5,数据处理阶段:
根据检测阶段测量出的氧化铁皮厚度变化,采用数理统计的方法归纳并总结规律,通过对氧化铁皮热变形行为的研究,发现变形温度在950~1150℃时,氧化铁皮高温塑性随着温度的升高而增强,为保证氧化铁皮热变形后不发生破碎,变形量应控制在10~15%。
所述的步骤1(1)中,钢锭化学成分按质量百分数为:C:0.02~0.05%,Si:0.01~0.05%, Mn:0.2~1.0%,S:≤0.015%,P:≤0.008%,Cr:0.2~0.5%其余为Fe和冶炼时不可避免的杂质。
所述的步骤1(1)中,圆柱形试样具体加工过程为:采用二辊热轧机轧到10~15mm厚的钢板,采用线切割机将钢板制成直径8~10mm,高度10~15mm圆柱型。
所述的步骤1(1)中,U型槽切割过程为:使用线切割机在圆柱试样两端的对中位置切出 U型槽,所述的U型槽宽度为5~6mm,深度为1~2.5mm。
所述的步骤1(2)中,开设U型槽用于后续压缩试样时,在U型槽内生长氧化铁皮进行后续观察。
所述的步骤1(2)中,将槽底粗糙度控制为0.8~1.7μm,以便于降低粗糙度对高温加热过程中氧化铁皮生长的影响。
所述的步骤2中,试样清洗过程为:将机械加工好的试样至于丙酮溶液中,采用超声振荡清洗后,至于酒精溶液中浸泡,取出后吹干,完成清洗。
所述的步骤3(1)中,向热模拟实验机内充入空气目的在于,模拟试样在常规空气下进行保温的处理过程,以获得真实的氧化铁皮厚度。
所述的步骤3(1)中,试样升温至950~1150℃,意在模拟现场热轧开轧温度,升温具体过程为:
先以40~100℃/s的升温速率,将试样加热到低于目标温度100~150℃的温度点,保温 30~60s,然后再以1~5℃/s的升温速度到达目标温度,为了防止试样在快速升温过程中温度脉冲过大,采用该种形式的升温过程,并在在目标温度(950~1150℃)保温30min。
所述的步骤3(1)中,试样中部焊接有热电偶,用于真空下测定试样温度,并在焊点处裸露的热电偶丝上套陶瓷管,长度以包裹住热电偶丝焊接端裸露部分为宜。
所述的步骤3(1)中,试样安装过程为:
将试样至于热模拟实验机的两个压头中间,采用电控液压装置移动基座将试样夹紧,完成试样安装。
所述的步骤4中,为保证氧化铁皮的完整性,将试样进行以下操作后,进行观察与测量:
将试样整体镶嵌到环氧树脂中,依次经打磨、抛光与腐蚀后,置于真空蒸镀仪中,进行观察与测量,其中:
打磨过程为:采用SiC砂纸从800#、1000#、1200#和1500#逐级进行打磨;
抛光过程为:采用颗粒度2.5um的研磨膏进行抛光;
腐蚀过程为:将腐蚀液滴到抛光好的样品断面,腐蚀3~10s后,将样品在酒精或丙酮溶液中充分的浸泡5~10min后,采用吹风机热风快速干燥;
所述的步骤4中,将干燥后样品放入高真空蒸镀仪中,在样品表面覆盖一层碳,采用场发射电子探针(EPMA)观察高温变形前后样品的氧化铁皮的断面形貌、氧化铁皮厚度测量,并且可借助元素分布图分析出Cr元素在基体表面的分布情况,并对实验后的氧化铁皮变形率与钢基体变形率进行对比与分析。
所述的步骤4中,腐蚀液为:将质量浓度为50~70%的硝酸和乙醇混合后制成腐蚀液,腐蚀液中硝酸的体积百分比为3~7%。
本发明的有益效果:
(1)本发明是一种钢材氧化铁皮高温热变形行为的控制方法,其特征在于,将实验试样的两端切割出U型槽,高温时氧化铁皮可以在U型槽内生长,采用热模拟实验机进行单道次压缩试验时,U型槽内的氧化铁皮和与基体一起进行变形,有效的防止了氧化铁皮脱落,保证了热变形状态下的氧化铁皮的完整性,为氧化铁皮变形机理研究提供准确的实验结果。
(2)本专利中的所采用的实验工艺,通过真空控制可以降低升温和冷却过程中氧化铁皮生长的对最终实验结果的干扰;在温度制度方面,在目标温度之前设置缓冲温度可以更为准确的控制恒温氧化温度,减少温度过冲对实验结果的影响。与直接热轧相比本发明的模拟氧化铁皮热变形行为的实验方法能够模拟在热轧过程中的压缩行为。
(3)采用场发射电子探针(EPMA)中对实验后的试样断面氧化铁皮的成分分布进行检测。
(4)采用数据统计软件对压缩变形后的氧化铁皮厚度进行统计,分析出热变形过程中氧化铁皮变形规律。
附图说明:
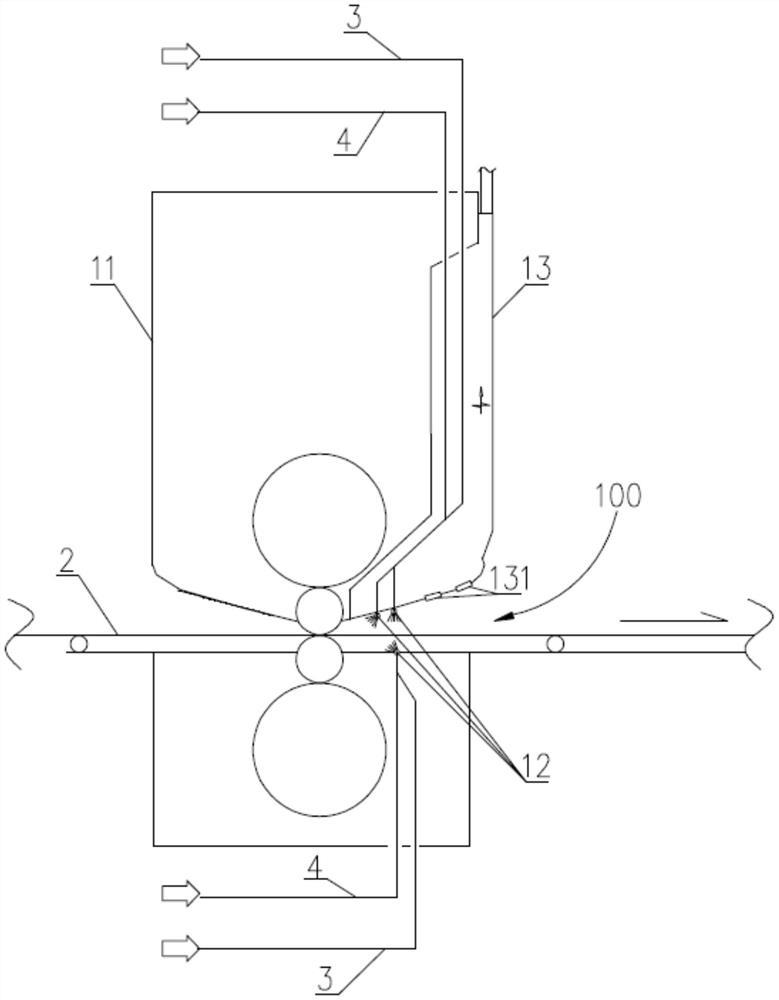
图1是本发明实施例1~6中的钢材氧化铁皮高温热变形行为的控制方法实验阶段的工艺示意图;
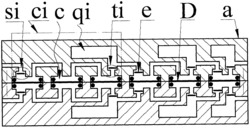
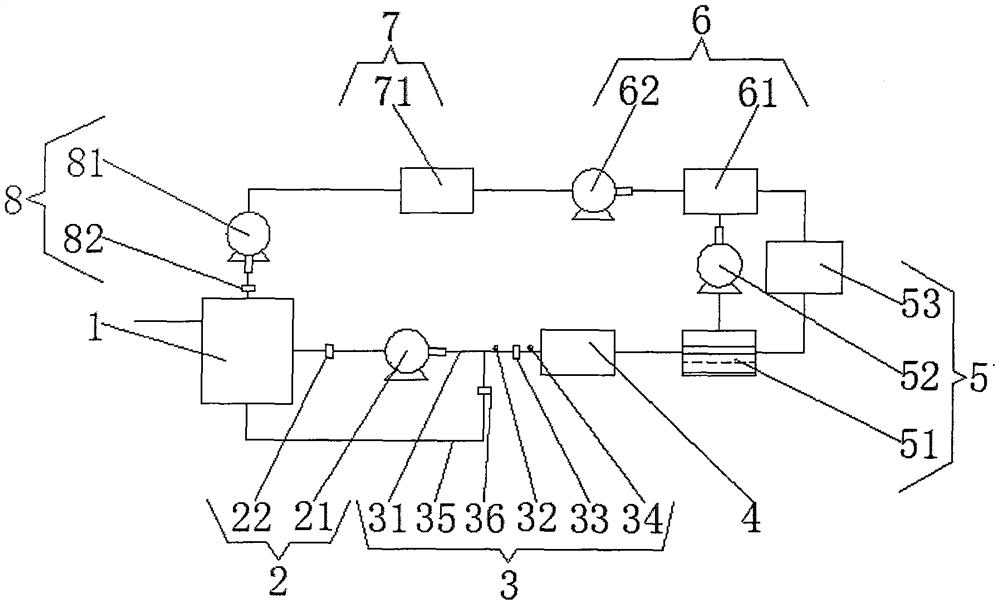
图2是本发明实施例1~6中的模拟钢材氧化铁皮高温热变形行为的实验装置示意图,图中 1-基座,2-固定螺栓,3-夹具,4-压头,5-试样凹槽,6-热电偶,7-实验试样;
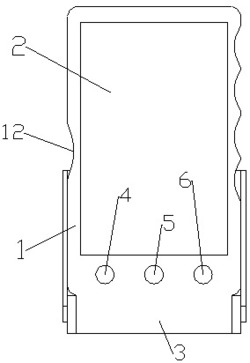
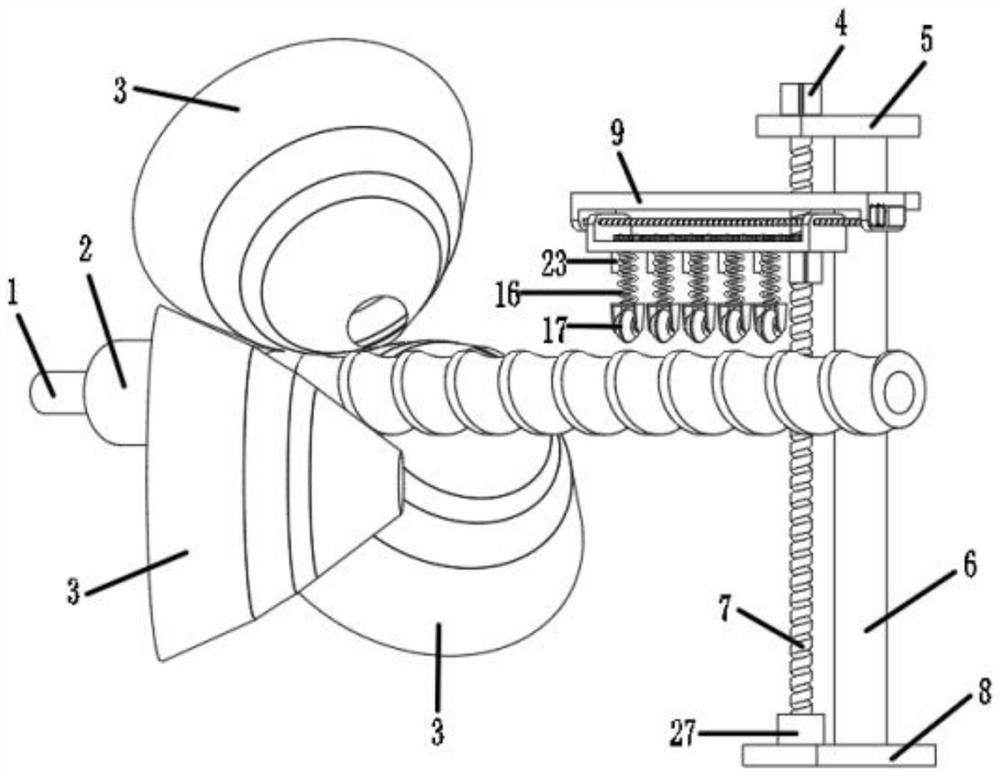
图3是本发明实施例1~6中实验试样的左视图和剖面图,其中,5-试样凹槽;
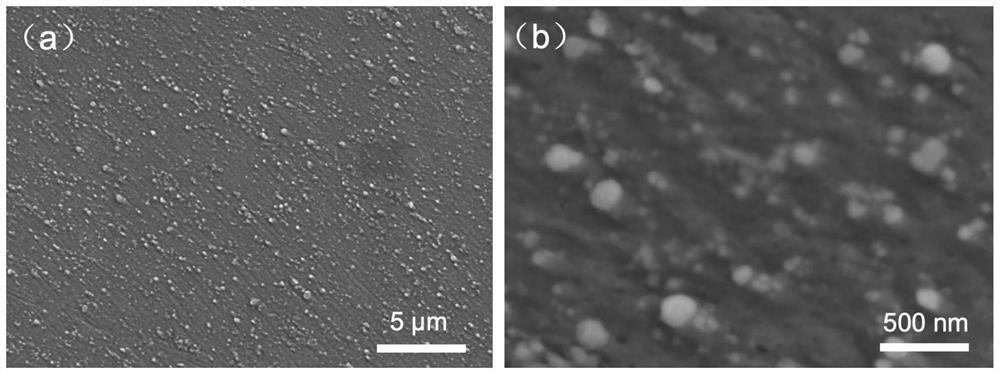
图4为本发明实施例1中实验试样的断面氧化皮结构的背散射照片图;
图5为本发明实施例2中实验试样的断面氧化皮结构的背散射照片图;
图6为本发明实施例3中实验试样的断面氧化皮结构的背散射照片图;
图7为本发明实施例4中实验试样的断面氧化皮结构的背散射照片图;
图8为本发明实施例5中实验试样的断面氧化皮结构的背散射照片图;
图9为本发明实施例6中实验试样的断面氧化皮结构的背散射照片图;
图10为本发明实施例1~6获得的氧化铁皮高温热变形加工图。
具体实施方式:
下面结合实施例对本发明作进一步的详细说明。
本发明实施例中采用的热模拟实验机为东北大学轧制技术及连轧自动化国家重点实验室制造的MMS-200热力模拟实验机。
本发明实施例中采用的场发射电子探针(EPMA)型号为JXA-8530F。
本发明实施例中采用的乙醇为工业产品。
本发明实施例中采用的硝酸为工业产品。
本发明实施例中采用的砂纸均为SiC砂纸。
本发明实施例中采用的高真空镀碳仪是英国Cressington公司生产的208C High。
本发明实施例1~6中的模拟钢材氧化铁皮高温热变形行为的实验装置示意图如图2所示,实验试样的左视图和剖面图如图3所示,(a)为左视图,(b)为剖面图,其中,1-基座,2-固定螺栓,3-夹具,4-压头,5-试样凹槽,6-热电偶,7-实验试样。
实施例1~6获得的氧化铁皮高温热变形加工图如图10所示。
实施例1
一种钢材氧化铁皮高温热变形行为的控制方法,包括以下步骤:
采用化学成分为C:0.02%,Si:0.01%,Mn:0.2%,S:0.015%,P:0.008%,Cr:0.2%的实验钢进行氧化铁皮热变形行为研究实验,将开坯之后的钢锭放在加热炉中,1200℃,保温4h,经轧制和切割后,加工成两端带有凹槽的Φ10×15mm的圆柱试样,U型槽底面距离试样端面的深度为2mm、U型槽的两个侧面互相平行。然后通过磨床将U型槽底面打磨光滑Ra值为1.5μm。将机械加工好的试样放在丙酮溶液中,采用超声振荡清洗10min,然后再将试样放在酒精溶液中浸泡1min,取出后使用吹风机迅速吹干。
进入实验阶段,先将正极和负极热电偶焊到试样中部,然后把焊有热电偶的试样放在热模拟实验机的两个压头中间,然后采用电控液压装置移动基座将试样夹紧。实验阶段工艺示意图如图1所示,关闭热模拟实验机操作箱门开始抽真空,当操作箱为真空状态之后,开始以先以80℃/s的升温速度将试样加热到800℃,保温45s,然后再以5℃/s的升温速度到达目标温度。在目标温度950℃保温30min,此时氧化铁皮的厚度为300μm,以应变速率0.1s
实施例2
一种钢材氧化铁皮高温热变形行为的控制方法,包括以下步骤:
采用化学成分为C:0.05%,Si:0.05%,Mn:1.0%,S:0.013%,P:006%,Cr:0.3%的实验钢进行氧化铁皮热变形行为研究实验,将开坯之后的钢锭放在加热炉中,1200℃,保温4h,经轧制和切割后,加工成两端带有凹槽的Φ8×10mm的圆柱试样,U型槽底面距离试样端面的深度为1mm、U型槽的两个侧面互相平行。然后通过磨床将U型槽底面打磨光滑Ra值为1.7μm。将机械加工好的试样放在丙酮溶液中,采用超声振荡清洗10min,然后再将试样放在酒精溶液中浸泡1min,取出后使用吹风机迅速吹干。
进入实验阶段,先将正极和负极热电偶焊到试样中部,然后把焊有热电偶的试样放在热模拟实验机的两个压头中间,然后采用电控液压装置移动基座将试样夹紧。实验阶段工艺示意图如图1所示,关闭热模拟实验机操作箱门开始抽真空,当操作箱为真空状态之后,开始以先以50℃/s的升温速度将试样加热到900℃,保温30s,然后再以3℃/s的升温速度到达目标温度。在目标温度1050℃保温30min,此时氧化铁皮的厚度为330μm以应变速率1s
实验结束后,将试样用环氧树脂镶嵌起来,采用SiC砂纸从800#、1000#、1200#和1500# 逐级进行打磨,然后采用颗粒度2.5um的研磨膏进行抛光,将抛光好的试样用酒精进行清洗。采用3.5%硝酸和乙醇混合溶液进行腐蚀,腐蚀后将样品在酒精或丙酮溶液中充分的浸泡,然后再用吹风机热风快速干燥。将腐蚀好的样品放入高真空蒸镀仪中在表面覆盖一层碳。采用场发射电子探针(EPMA)观察样品的氧化铁皮的断面形貌,试样的断面形貌如图5所示,完成高温氧化的氧化铁皮厚度的测量,获得的氧化层厚度为315μm。
实施例3
一种钢材氧化铁皮高温热变形行为的控制方法,包括以下步骤:
采用化学成分为C:0.04%,Si:0.04%,Mn:0.5%,S:0.015%,P:0.008%,Cr:0.5%的实验钢进行氧化铁皮热变形行为研究实验,将开坯之后的钢锭放在加热炉中,1200℃,保温 4h,经轧制和切割后,加工成两端带有凹槽的Φ10×12mm的圆柱试样,U型槽底面距离试样端面的深度为2.5mm、U型槽的两个侧面互相平行。然后通过磨床将U型槽底面打磨光滑 Ra值为1μm。将机械加工好的试样放在丙酮溶液中,采用超声振荡清洗10min,然后再将试样放在酒精溶液中浸泡1min,取出后使用吹风机迅速吹干。
进入实验阶段,先将正极和负极热电偶焊到试样中部,然后把焊有热电偶的试样放在热模拟实验机的两个压头中间,然后采用电控液压装置移动基座将试样夹紧。实验阶段工艺示意图如图1所示,关闭热模拟实验机操作箱门开始抽真空,当操作箱为真空状态之后,开始以先以40℃/s的升温速度将试样加热到1050℃,保温40s,然后再以4℃/s的升温速度到达目标温度。在目标温度1150℃保温30min,保温过程在空气环境中进行,此时氧化铁皮的厚度为360μm,以应变速率0.1s
实验结束后,将试样用环氧树脂镶嵌起来,采用SiC砂纸从800#、1000#、1200#和1500# 逐级进行打磨,然后采用颗粒度2.5um的研磨膏进行抛光,将抛光好的试样用酒精进行清洗。采用3.5%硝酸和乙醇混合溶液进行腐蚀,腐蚀后将样品在酒精或丙酮溶液中充分的浸泡,然后再用吹风机热风快速干燥。将腐蚀好的样品放入高真空蒸镀仪中在表面覆盖一层碳。采用场发射电子探针(EPMA)观察样品的氧化铁皮的断面形貌,试样的断面形貌如图6所示,同时完成高温氧化的氧化铁皮厚度的测量,获得的氧化层厚度为260μm。
实施例4
一种钢材氧化铁皮高温热变形行为的控制方法,包括以下步骤:
采用化学成分为C:0.02~0.05%,Si:0.01~0.05%,Mn:0.2~1.0%,S:≤0.015%,P:≤0.008%, Cr:0.2~0.5%的实验钢进行氧化铁皮热变形行为研究实验,将开坯之后的钢锭放在加热炉中, 1230℃,保温3.5h,经轧制和切割后,加工成两端带有凹槽的Φ10×15mm的圆柱试样,U 型槽底面距离试样端面的深度为2mm、U型槽的两个侧面互相平行。然后通过磨床将U型槽底面打磨光滑Ra值为1.2μm。将机械加工好的试样放在丙酮溶液中,采用超声振荡清洗 10min,然后再将试样放在酒精溶液中浸泡1min,取出后使用吹风机迅速吹干。
进入实验阶段,先将正极和负极热电偶焊到试样中部,然后把焊有热电偶的试样放在热模拟实验机的两个压头中间,然后采用电控液压装置移动基座将试样夹紧。实验阶段工艺示意图如图1所示,关闭热模拟实验机操作箱门开始抽真空,当操作箱为真空状态之后,开始以先以100℃/s的升温速度将试样加热到850℃,保温30s,然后再以3℃/s的升温速度到达目标温度。在目标温度950℃保温30min,保温过程在空气环境中进行,此时氧化铁皮的厚度为290μm,以应变速率1s
实验结束后,将试样用环氧树脂镶嵌起来,采用SiC砂纸从800#、1000#、1200#和1500# 逐级进行打磨,然后采用颗粒度2.5um的研磨膏进行抛光,将抛光好的试样用酒精进行清洗。采用3.5%硝酸和乙醇混合溶液进行腐蚀,腐蚀后将样品在酒精或丙酮溶液中充分的浸泡,然后再用吹风机热风快速干燥。将腐蚀好的样品放入高真空蒸镀仪中在表面覆盖一层碳。采用场发射电子探针(EPMA)观察样品的氧化铁皮的断面形貌,试样的断面形貌如图7所示,同时完成高温氧化的氧化铁皮厚度的测量,获得的氧化层厚度为223μm。
实施例5
一种钢材氧化铁皮高温热变形行为的控制方法,包括以下步骤:
采用化学成分为C:0.02~0.05%,Si:0.01~0.05%,Mn:0.2~1.0%,S:≤0.015%,P:≤0.008%, Cr:0.2~0.5%的实验钢进行氧化铁皮热变形行为研究实验,将开坯之后的钢锭放在加热炉中, 1250℃,保温3h,经轧制和切割后,加工成两端带有凹槽的Φ8×15mm的圆柱试样,U型槽底面距离试样端面的深度为2.5mm、U型槽的两个侧面互相平行。然后通过磨床将U型槽底面打磨光滑Ra值为1.5μm。将机械加工好的试样放在丙酮溶液中,采用超声振荡清洗10 min,然后再将试样放在酒精溶液中浸泡1min,取出后使用吹风机迅速吹干。
进入实验阶段,先将正极和负极热电偶焊到试样中部,然后把焊有热电偶的试样放在热模拟实验机的两个压头中间,然后采用电控液压装置移动基座将试样夹紧。实验阶段工艺示意图如图1所示,关闭热模拟实验机操作箱门开始抽真空,当操作箱为真空状态之后,开始以先以80℃/s的升温速度将试样加热到950℃,保温45s,然后再以2℃/s的升温速度到达目标温度。在目标温度1050℃保温30min,保温过程在空气环境中进行,此时氧化铁皮的厚度为325μm,以应变速率0.1s
实验结束后,将试样用环氧树脂镶嵌起来,采用SiC砂纸从800#、1000#、1200#和1500# 逐级进行打磨,然后采用颗粒度2.5um的研磨膏进行抛光,将抛光好的试样用酒精进行清洗。采用3.5%硝酸和乙醇混合溶液进行腐蚀,腐蚀后将样品在酒精或丙酮溶液中充分的浸泡,然后再用吹风机热风快速干燥。将腐蚀好的样品放入高真空蒸镀仪中在表面覆盖一层碳。采用场发射电子探针(EPMA)观察样品的氧化铁皮的断面形貌,试样的断面形貌如图8所示,同时完成高温氧化的氧化铁皮厚度的测量,获得的氧化层厚度为235μm。
实施例6
一种钢材氧化铁皮高温热变形行为的控制方法,包括以下步骤:
采用化学成分为C:0.028%,Si:0.03%,Mn:0.22%,S:0.015%,P:0.008%,Cr:0.4%的实验钢进行氧化铁皮热变形行为研究实验,将开坯之后的钢锭放在加热炉中,1250℃,保温3h,经轧制和切割后,加工成两端带有凹槽的Φ8×10mm的圆柱试样,U型槽底面距离试样端面的深度为1mm、U型槽的两个侧面互相平行。然后通过磨床将U型槽底面打磨光滑Ra值为0.9μm。将机械加工好的试样放在丙酮溶液中,采用超声振荡清洗10min,然后再将试样放在酒精溶液中浸泡1min,取出后使用吹风机迅速吹干。
进入实验阶段,先将正极和负极热电偶焊到试样中部,然后把焊有热电偶的试样放在热模拟实验机的两个压头中间,然后采用电控液压装置移动基座将试样夹紧。实验阶段工艺示意图如图1所示,关闭热模拟实验机操作箱门开始抽真空,当操作箱为真空状态之后,开始以先以100℃/s的升温速度将试样加热到1050℃,保温30s,然后再以3℃/s的升温速度到达目标温度。在目标温度1150℃保温30min,保温过程在空气环境中进行,此时氧化铁皮的厚度为350μm,以应变速率1s
实验结束后,将试样用环氧树脂镶嵌起来,采用SiC砂纸从800#、1000#、1200#和1500# 逐级进行打磨,然后采用颗粒度2.5um的研磨膏进行抛光,将抛光好的试样用酒精进行清洗。采用3.5%硝酸和乙醇混合溶液进行腐蚀,腐蚀后将样品在酒精或丙酮溶液中充分的浸泡,然后再用吹风机热风快速干燥。将腐蚀好的样品放入高真空蒸镀仪中在表面覆盖一层碳。采用场发射电子探针(EPMA)观察样品的氧化铁皮的断面形貌,试样的断面形貌如图9所示,同时完成高温氧化的氧化铁皮厚度的测量,获得的氧化层厚度为154μm。
一种钢材氧化铁皮高温热变形行为的控制方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0