

IPC分类号 : B21C1/00,B22D11/00,C22C1/02,C22C5/06,C22C9/00,C22F1/02,C22F1/08,C22F1/14








专利摘要
本发明公开了一种采用定向凝固制备高强度、高导电性超细丝合金材料的方法,按合金成分配制原料后置于真空感应熔炼炉内,在真空度10‑3‑10‑2Pa、温度1200‑1500℃条件内等温精炼20‑60min后,采用引锭杆在拉拔速度0.1‑4mm/min、冷却水温度15‑35℃条件下定向凝固成型制得Φ3‑8mm杆坯,最后将该合金杆坯拉拔制得Φ0.03mm及以下尺寸的超细丝合金材料。该制备方法不仅有效缩短了传统真空熔炼、锻造开坯、线坯轧制、线坯拉拔等工序流程;同时制备的合金材料断丝率小、夹杂物少,且晶粒呈有序排列,强度高、导电性强。
权利要求
1.一种采用定向凝固制备高强度、高导电性超细丝合金材料的方法,其特征在于包括如下步骤:按合金成分配制原料后置于真空感应熔炼炉内,在真空度10
(2)将φ1mm的线材在温度500-600℃及由92-97%N
(3)将Φ0.45mm的丝材在温度450-500℃及由70-80%Ar、15-20%N
(4)将Φ0.2mm的丝材在温度400-450℃及由92-97%Ar及3-7%H
2.根据权利要求1所述采用定向凝固制备高强度、高导电性超细丝合金材料的方法,其特征在于:所述合金材料为铜银锆合金、铜钛锆合金或银镍钇合金。
3.根据权利要求2所述采用定向凝固制备高强度、高导电性超细丝合金材料的方法,其特征在于:所述铜银锆合金的组分为:Ag2.8-3.2%、Zr0.4-0.6%、V 0.1-0.3%、La 0.03-0.08%及余量铜和不可避免的杂质。
4.根据权利要求2所述采用定向凝固制备高强度、高导电性超细丝合金材料的方法,其特征在于:所述铜钛锆合金的组分为:Ti2.8-3.2%、Zr0.08-0.20%、Cr0.2-0.4%、Ce0.03-0.08%及余量铜和不可避免的杂质。
5.根据权利要求2所述采用定向凝固制备高强度、高导电性超细丝合金材料的方法,其特征在于:所述银镍钇合金的组分为:Ni 20-25%、Y 0.05-0.1%、V 0.07-0.15%及余量银和不可避免的杂质。
6.根据权利要求1所述采用定向凝固制备高强度、高导电性超细丝合金材料的方法,其特征在于:步骤(1)中,所述冷拉拔及温拉成型的单道次变形量为8-12%。
7.根据权利要求6所述的采用定向凝固制备高强度、高导电性超细丝合金材料的方法,其特征在于:所述冷拉拔的温度为10-40℃,温拉成型的温度为200-400℃。
8.根据权利要求1所述的制备高强度、高导电性超细丝合金材料的方法,其特征在于:所述步骤(2)至步骤(4)中,退火处理的退火速度均为0.1-2m/min。
9.根据权利要求1所述的制备高强度、高导电性超细丝合金材料的方法,其特征在于:所述定向凝固成型的冷却水的水流速为300-450L/h。
说明书
技术领域
本发明属于超细丝合金材料制备领域,尤其涉及一种采用定向凝固制备高强度、高导电性超细丝合金材料的方法。
背景技术
特种超细合金材料主要指超细铜与贵金属丝材,该类合金丝属于结构与功能一体化材料,在火箭、飞机和导弹等新一代武器装备中迫切需求。超细铜与贵金属丝材的国内研制工作起步于上世纪六十年代中期,研究表明该类超细金属丝材的直径小于等于0.05mm时,细丝产品的机械、物理性能、尺寸精度及表面性能的匹配存在明显问题,抑制了丝材的进一步细化加工和在武器装备中使用的可靠性,通过微观测量和分析可以看出早期研制的超细丝材料普遍存在表面划痕和毛刺缺陷,划痕和毛刺缺陷的深度介于2-3μm,使超细丝的有效工作线径损失了30-50%。因此,导致超细丝材料产品的拉断力下降、体积电阻增大,又因为超细丝表面缺陷分布的不均匀性,采用同批次细丝制作的元器件性能也存在较大的差异,从而影响了武器装备的整体性能。
目前试验研究表明超细丝产品缺陷主要源自:合金熔炼时限量杂质和气体含量超标、合金凝固时的显微缩松、合金盘圆退火过程中的粘连痕迹、合金细丝拉拔工艺中润滑条件,以及精细加工过程中环境条件缺乏控制等因素,进而导致后期拉拔出现断丝现象,且通过扫描电镜观察表面,发现其表现为脆性断裂。
发明内容
发明目的:本发明的目的是提供一种采用定向凝固制备具有高强度、高导电性Φ0.03mm及以下尺寸的超细丝合金材料的方法。
技术方案:本发明制备高强度、高导电性超细丝合金材料的方法,包括如下步骤:按合金成分配制原料后置于真空感应熔炼炉内,在真空度10
本发明通过采用真空感应熔炼结合定向凝固成型制备超细丝合金材料,制备的合金材料不仅有效缩短了传统真空熔炼、锻造开坯、线坯轧制、线坯拉拔等工序流程,同时制备的合金材料的断丝率小、夹杂物少,且晶粒呈一定方向性,强度高、导电性强。
进一步说,本发明制备的合金材料可为铜银锆合金、铜钛锆合金或银镍钇合金。其中,铜银锆合金的组分为:Ag2.8-3.2%、Zr0.4-0.6%、V0.1-0.3%、La0.03-0.08%及余量铜和不可避免的杂质。铜钛锆合金的组分为:Ti2.8-3.2%、Zr0.08-0.20%、Cr0.2-0.4%、Ce0.03-0.08%及余量铜和不可避免的杂质。银镍钇合金的组分为:Ni20-25%、Y0.05-0.1%、V0.07-0.15%及余量银和不可避免的杂质。
本发明通过对铜银锆合金、铜钛锆合金及银镍钇合金采用真空感应熔炼→定向凝固→拉拔制得Φ0.03mm及以下尺寸的超细丝合金材料,不仅断丝率小、夹杂物少,且晶粒呈一定方向性,强度高、导电性强。其中,对于铜银锆合金,在现有技术中添加V可以细化晶粒、提高合金强度,V能降低合金固液两相区的温度范围,有利于定向凝固工艺的实施;La能够净化合金基体与晶界,提高合金的导电性能,由La构成的高熔点金属间化合物形核,提升了定向凝固的效果。对于铜钛锆合金而言,添加Cr可以细化晶粒、提高合金强度,Cr能降低合金固液两相区的温度范围,有利于定向凝固工艺的实施;Ce能够净化合金基体与晶界,提高合金的导电性能,由Ce构成的高熔点金属间化合物形核,提升了定向凝固的效果。对于在银镍钇合金而言,加入V可以细化晶粒、V与原料中残留的N2能形成氮化物提高合金强度,和耐磨性能,同时V能降低合金固液两相区的温度范围,有利于定向凝固工艺的实施。
再进一步说,本发明将合金杆坯拉拔制得Φ0.03mm及以下尺寸的超细丝合金材料包括如下步骤:
(1)将合金杆坯先采用冷拉拔及温拉成型制得Φ1mm的线材;
(2)将φ1mm的线材在温度500-600℃及由92-97%N2及3-7%H2组成的还原性气氛中连续退火处理15-20min后,按每道次8-10%的变形量连续拉拔制得Φ0.45mm的丝材;
(3)将Φ0.45mm的丝材在温度450-500℃及由70-80%Ar、15-20%N2及3-7%H2组成的还原性气氛中连续退火处理15-20min后,按每道次8-10%的变形量连续拉拔制得Φ0.2mm的丝材;
(4)将Φ0.2mm的丝材在温度400-450℃及由92-97%Ar及3-7%H2组成的还原性气氛中连续退火处理15-20min后,在温度15-20℃、湿度45-60%及PM2.5≦10条件下按每道次5-8%的变形量连续拉拔制得Φ0.03mm及以下尺寸的丝材。
更进一步说,步骤(1)中,冷拉拔及温拉成型的单道次变形量为8-12%。其中,冷拉拔的温度为10-40℃,温拉成型的温度为200-400℃。退火处理的退火速度为0.1-2m/min。定向凝固成型的冷却水的水流速为300-450L/h。
有益效果:与现有技术相比,本发明的显著优点为:该制备方法不仅有效缩短了传统真空熔炼、锻造开坯、线坯轧制、线坯拉拔等工序流程;同时制备的合金材料的断丝率小、夹杂物少,且晶粒呈一定方向性,强度高、导电性强。
附图说明
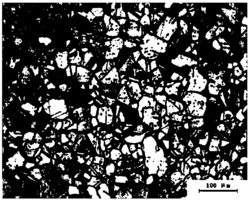
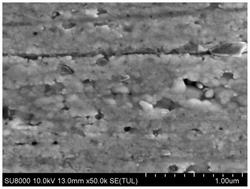
图1为采用现有的冶炼方法熔铸的铜银锆合金的金相图;
图2为本发明制备的铜银锆合金的金相图;
图3为采用现有的冶炼方法熔铸的铜钛锆合金的金相图;
图4为本发明制备的铜钛锆合金的金相图;
图5为采用现有的冶炼方法熔铸的银镍钇合金的金相图;
图6为本发明制备的银镍钇合金的金相图。
具体实施方式
下面结合实施例对本发明的技术方案做进一步详细说明。
实施例1铜银锆合金
本发明采用定向凝固制备高强度、高导电性超细丝铜银锆合金的方法,包括如下步骤:
(1)熔炼:按铜银锆合金组分含量配制原料后,置于真空感应熔炼炉中,抽真空通入氩气后达到真空度10
(2)定向凝固:将引锭杆从下往上推入,接触金属液体后再下拉,通过水冷结晶器使液体金属结晶成型,制得φ6mm金属杆坯;其中,引锭杆下拉时的拉拔速度为1.5mm/min,冷却水温度为25℃,冷却水流速为320L/h;
(3)φ3mm合金线材制备:对φ6mm及以下金属杆坯进行单道次变形量为8-12%的冷拉拔,温度为25℃的冷拉拔,最终制得φ3mm的合金线材;
(4)φ1mm合金线材制备:采用电阻加热方式,在300℃条件下进行温拉成型,单道次变形量为8-12%,直至拉拔至φ1mm线材;
(5)φ0.03mm及以下尺寸的合金丝材制备:先对φ1mm线材进行还原性气氛(92-97%N2及3-7%H2)连续退火处理(560℃×15min),在水箱拉丝机上按每道次8-10%的变形量进行φ1mm至φ0.45mm的丝材拉拔;随后采用450℃×15min的还原性气氛连续退火(退火速度0.2m/min,还原气氛:70-80%Ar、15-20%N2及3-7%H2),继续按每道次8-10%的变形量进行φ0.45mm至φ0.2mm的丝材拉拔;最后在400℃及由92-97%Ar及3-7%H2组成的还原性气氛中连续退火处理15min后,在温度15-20℃、湿度45-60%及PM2.5≦10条件下按每道次5-8%的变形量制得Φ0.03mm及以下尺寸的丝材。上述每次热处理后冷变形量控制在80%左右。
将该实施例制备的铜银锆合金进行成分检测,获得的结果如下表1所示。
表1铜银锆合金组分含量(%)
对比例1
采用现有真空感应熔炼方法制备高强度、高导电性超细丝铜银锆,具体包括如下步骤:
(1)在石墨坩埚的中频感应炉中加入合金原材料、并抽真空至5000Pa;
(2)通电加热使合金材料熔化并抽真空至50Pa;
(3)在1250℃保温、精炼20min、然后倾炉浇注到水冷模具中凝固成形。
对比例2
采用现有的非自耗真空电弧炉熔炼方法制备高强度、高导电性超细丝铜银锆,具体包括如下步骤:
(1)在水冷坩埚中中加入合金原材料、并抽真空至50Pa;
(2)通电利用电极短路电弧加热使合金材料熔化并用电弧棒反复搅拌;
(3)在1300℃保温静置3min、然后断电在水冷坩埚中凝固成形。
对比例3
采用现有的高温电阻炉熔炼方法制备高强度、高导电性超细丝铜银锆,具体包括如下步骤:
(1)在石墨坩埚中加入合金原材料并置于高温炉内、抽真空至50Pa;
(2)通电加热使合金材料熔化并在1200℃保温30min;
(3)断电后随炉冷却在坩埚中成形。
将该实施例1及对比例1-3制备的铜银锆合金细丝进行性能检测,获得的结果如下表2所示。对比例1至对比例3为现有的制备工艺,其制备的铜银锆合金的组织基本相同。将实施例1与上述现有的制备工艺制备的铜银锆合金进行结构表征,获得的结果如图1及图2所示。
表2实施例3及对比例1-3制备的铜银锆合金丝的性能
通过表2可知,本发明的铜银锆合金通过对原料进行设计并结合真空电磁感应熔炼、定向凝固及特定的拉拔工艺,不仅抗拉强度提高、导电率提高,且断丝率明显降低。并结合图1和图2可知,现有熔铸工艺制备的铜银锆合金显微组织粗大、存在较多的夹杂物,而本发明制备的铜银锆合金显微组织呈单晶状态、基体纯净、晶型有序排列,合金材料的导电性和强度指标有显著提升。
实施例2铜钛锆合金
本发明采用定向凝固制备高强度、高导电性超细丝铜钛锆合金的方法,包括如下步骤:
(1)熔炼:按铜钛锆合金组分含量配制原料后,置于真空感应熔炼炉中,抽真空通入氩气后达到真空度10
(2)定向凝固:将引锭杆从下往上推入,接触金属液体后再下拉,通过水冷结晶器使液体金属结晶成型,制得φ6mm金属杆坯;其中,下拉时的拉拔速度为1.5mm/min,冷却水温度为25℃,冷却水流速为400L/h,;
(3)φ3mm合金线材制备:对φ6mm及以下金属杆坯进行单道次变形量为8-12%的冷拉拔,温度为25℃的冷拉拔,制得φ3mm的合金线材;
(4)φ1mm合金线材制备:采用电阻加热方式,在350℃条件下进行温拉成型,单道次变形量为8-12%,直至拉拔至φ1mm线材;
(5)φ0.03mm及以下尺寸的合金丝材制备:先对φ1mm线材进行还原性气氛(92-97%N2及3-7%H2)连续退火处理(560℃×15min),在水箱拉丝机上按每道次8-10%的变形量进行φ1mm至φ0.45mm的丝材拉拔;随后采用450℃×15min的还原性气氛连续退火(退火速度0.2m/min,还原气氛:70-80%Ar、15-20%N2及3-7%H2),继续按每道次8-10%的变形量进行φ0.45mm至φ0.2mm的丝材拉拔;最后在400℃及由92-97%Ar及3-7%H2组成的还原性气氛中连续退火处理15min后,在温度15-20℃、湿度45-60%及PM2.5≦10条件下按每道次5-8%的变形量制得Φ0.03mm及以下尺寸的丝材。上述每次热处理后冷变形量控制在80%左右。
将该实施例制备的铜钛锆合金进行成分检测,获得的结果如下表3所示。
表3铜钛锆合金组分含量(%)
对比例4
采用现有真空感应熔炼方法制备高强度、高导电性超细丝铜钛锆,具体包括如下步骤:
(1)在石墨坩埚的中频感应炉中加入合金原材料、并抽真空至5000Pa;
(2)通电加热使合金材料熔化并抽真空至50Pa;
(3)在1300℃保温、精炼20min、然后倾炉浇注到水冷模具中凝固成形。
对比例5
采用现有的非自耗真空电弧炉熔炼方法制备高强度、高导电性超细丝铜钛锆,具体包括如下步骤:
(1)在水冷坩埚中中加入合金原材料、并抽真空至50Pa;
(2)通电利用电极短路电弧加热使合金材料熔化并用电弧棒反复搅拌;
(3)在1350℃保温静置3min、然后断电在水冷坩埚中凝固成形。
对比例6
采用现有的高温电阻炉熔炼方法制备高强度、高导电性超细丝铜钛锆,具体包括如下步骤:
(1)在石墨坩埚中加入合金原材料并置于高温炉内、抽真空至50Pa;
(2)通电加热使合金材料熔化并在1300℃保温30min;
(3)断电后随炉冷却在坩埚中成形。
将该实施例及对比例4-6制备的铜合金进行性能检测,获得的结果如下表4所示。对比例4至对比例6为现有的制备工艺,其制备的铜钛锆合金的组织基本相同。将实施例1与上述现有的制备工艺制备的铜钛锆合金进行结构表征,获得的结果如图3及图4所示。
表4实施例2及对比例4-6制备的铜钛锆合金的性能
通过表4可知,本发明的铜钛锆合金通过对原料进行设计并结合真空电磁感应熔炼、定向凝固及特定的拉拔工艺,不仅抗拉强度提高、导电率提高,且断丝率明显降低。并结合图3和图4可知,现有熔铸工艺制备的铜钛锆合金显微组织是粗大等轴晶、成分不均匀性差,而本发明制备的铜钛锆合金显微组织细小均匀、基体纯净、相组织沿凝固方向有序排列,合金材料的导电性和强度指标有显著提升。
实施例3银镍钇合金
本发明采用定向凝固制备高强度、高导电性超细丝银镍钇合金的方法,包括如下步骤:
(1)熔炼:按银镍钇合金组分含量配制原料后,置于真空感应熔炼炉中,抽真空至真空度10
(2)定向凝固:将引锭杆从下往上推入,接触金属液体后再下拉,通过水冷结晶器使液体金属结晶成型,制得φ6mm金属杆坯;其中,下拉时的拉拔速度为1mm/min,冷却水温度为25℃,冷却水流速为380L/h;
(3)φ3mm合金线材制备:对φ6mm及以下金属杆坯进行单道次变形量为8-12%、温度为25℃的冷拉拔,制得φ3mm的合金线材;
(4)φ1mm合金线材制备:采用电阻加热方式,在400℃条件下进行温拉成型,单道次变形量为8-12%,直至拉拔至φ1mm线材;
(5)φ0.03mm及以下尺寸的合金丝材制备:先对φ1mm线材进行还原性气氛(92-97%N2及3-7%H2)连续退火处理(560℃×15min),在水箱拉丝机上按每道次8-10%的变形量进行φ1mm至φ0.45mm的丝材拉拔;随后采用500℃×15min的还原性气氛连续退火(退火速度0.2m/min,还原气氛:70-80%Ar、15-20%N2及3-7%H2),继续按每道次8-10%的变形量进行φ0.45mm至φ0.2mm的丝材拉拔;最后在400℃及由92-97%Ar及3-7%H2组成的还原性气氛中连续退火处理15min后,在温度15-20℃、湿度45-60%及PM2.5≦10条件下按每道次5-8%的变形量制得Φ0.03mm及以下尺寸的丝材。上述每次热处理后冷变形量控制在80%左右。
将该实施例制备的银镍钇合金进行成分检测,获得的结果如下表5所示。
表5银镍钇合金组分含量(%)
对比例7
采用现有的高温电阻炉熔炼方法制备高强度、高导电性超细丝银镍钇合金,具体包括如下步骤:
(1)在石墨坩埚中加入合金原材料并置于高温炉内、抽真空至50Pa;
(2)通电加热使合金材料熔化并在1450℃保温20min;
(3)断电后随炉冷却在坩埚中成形。
对比例8
采用现有的非自耗电弧炉熔炼方法制备高强度、高导电性超细丝银镍钇合金,具体包括如下步骤:
(1)在水冷坩埚中中加入合金原材料、并抽真空至50Pa;
(2)通电利用电极短路电弧加热使合金材料熔化并用电弧棒反复搅拌;
(3)在1500℃保温静置3min、然后断电在水冷坩埚中凝固成形。
对比例9
采用现有的真空感应熔炼方法制备高强度、高导电性超细丝银镍钇合金,具体包括如下步骤:
(1)在石墨坩埚的中频感应炉中加入合金原材料、并抽真空至5000Pa;
(2)通电加热使合金材料熔化并抽真空至50Pa;
(3)在1500℃保温、精炼20min、然后倾炉浇注到水冷模具中凝固成形。
将该实施例及对比例7-9制备的铜合金进行性能检测,获得的结果如下表6所示。对比例7至对比例9为现有的制备工艺,其制备的银镍钇合金的组织基本相同。将实施例1与上述现有的制备工艺制备的银镍钇合金进行结构表征,获得的结果如图5及图6所示。
表6实施例1及对比例7-9制备的银镍钇合金的性能
通过表6可知,本发明的银镍钇合金通过对原料进行设计并结合真空电磁感应熔炼、定向凝固及特定的拉拔工艺,不仅抗拉强度提高、导电率提高,且断丝率明显降低。并结合图5和图6可知,现有熔铸工艺制备的银镍钇合金显微组织是粗大枝状晶、沿晶界有少量的夹杂物分布,而本发明制备的银镍钇合金显微组织细小均匀、基体纯净、相组织沿凝固方向有序排列,合金材料的导电性和强度指标有显著提升。
实施例4铜银锆合金
本发明采用定向凝固制备高强度、高导电性超细丝铜银锆合金的方法,包括如下步骤:
(1)熔炼:按铜银锆合金组分含量配制原料后,置于真空感应熔炼炉中,抽真空通入氩气后达到真空度10
(2)定向凝固:将引锭杆从下往上推入,接触金属液体后再下拉,通过水冷结晶器使液体金属结晶成型,制得φ8mm金属杆坯;其中,引锭杆下拉时的拉拔速度为0.3mm/min,冷却水温度为15℃,冷却水流速为400L/h;
(3)φ3mm合金线材制备:对φ8mm及以下金属杆坯进行单道次变形量为8-12%的冷拉拔,温度为10℃的冷拉拔,最终制得φ3mm的合金线材;
(4)φ1mm合金线材制备:采用电阻加热方式,在200℃条件下进行温拉成型,单道次变形量为8-12%,直至拉拔至φ1mm线材;
(5)φ0.03mm及以下尺寸的合金丝材制备:先对φ1mm线材进行还原性气氛(92-97%N2及3-7%H2)连续退火处理(500℃×20min),在水箱拉丝机上按每道次8-10%的变形量进行φ1mm至φ0.45mm的丝材拉拔;随后采用450℃×20min的还原性气氛连续退火(退火速度0.1m/min,还原气氛:70-80%Ar、15-20%N2及3-7%H2),继续按每道次8-10%的变形量进行φ0.45mm至φ0.2mm的丝材拉拔;最后在400℃及由92-97%Ar及3-7%H2组成的还原性气氛中连续退火处理20min后,在温度15-20℃、湿度45-60%及PM2.5≦10条件下按每道次5-8%的变形量制得Φ0.03mm及以下尺寸的丝材。上述每次热处理后冷变形量控制在80%左右。
将该实施例制备的铜银锆合金进行成分检测,获得的结果如下表7所示。
表7铜银锆合金组分含量(%)
实施例5铜银锆合金
本发明采用定向凝固制备高强度、高导电性超细丝铜银锆合金的方法,包括如下步骤:
(1)熔炼:按铜银锆合金组分含量配制原料后,置于真空感应熔炼炉中,抽真空通入氩气后达到真空度10
(2)定向凝固:将引锭杆从下往上推入,接触金属液体后再下拉,通过水冷结晶器使液体金属结晶成型,制得φ6mm金属杆坯;其中,引锭杆下拉时的拉拔速度为0.2mm/min,冷却水温度为35℃,冷却水流速为350h;
(3)φ3mm合金线材制备:对φ6mm及以下金属杆坯进行单道次变形量为8-12%的冷拉拔,温度为40℃的冷拉拔,最终制得φ3mm的合金线材;
(4)φ1mm合金线材制备:采用电阻加热方式,在400℃条件下进行温拉成型,单道次变形量为8-12%,直至拉拔至φ1mm线材;
(5)φ0.03mm及以下尺寸的合金丝材制备:先对φ1mm线材进行还原性气氛(92-97%N2及3-7%H2)连续退火处理(600℃×15min),在水箱拉丝机上按每道次8-10%的变形量进行φ1mm至φ0.45mm的丝材拉拔;随后采用500℃×15min的还原性气氛连续退火(退火速度2m/min,还原气氛:70-80%Ar、15-20%N2及3-7%H2),继续按每道次8-10%的变形量进行φ0.45mm至φ0.2mm的丝材拉拔;最后在450℃及由92-97%Ar及3-7%H2组成的还原性气氛中连续退火处理15min后,在温度15-20℃、湿度45-60%及PM2.5≦10条件下按每道次5-8%的变形量制得Φ0.03mm及以下尺寸的丝材。上述每次热处理后冷变形量控制在80%左右。
将该实施例制备的铜银锆合金进行成分检测,获得的结果如下表8所示。
表8铜银锆合金组分含量(%)
实施例6铜银锆合金
本发明采用定向凝固制备高强度、高导电性超细丝铜银锆合金的方法,包括如下步骤:
(1)熔炼:按铜银锆合金组分含量配制原料后,置于真空感应熔炼炉中,抽真空通入氩气后达到真空度10
(2)定向凝固:将引锭杆从下往上推入,接触金属液体后再下拉,通过水冷结晶器使液体金属结晶成型,制得φ3mm金属杆坯;其中,引锭杆下拉时的拉拔速度为3mm/min,冷却水温度为35℃,冷却水流速为300h;
(3)φ1mm合金线材制备:先在温度为40℃条件下对铸坯进行单道次变形量为8-12%的冷拉拔和整形,随后,采用电阻加热方式,在400℃条件下进行温拉成型,单道次变形量为8-12%,直至拉拔至φ1mm线材;
(4)φ0.03mm及以下尺寸的合金丝材制备:先对φ1mm线材进行还原性气氛(92-97%N2及3-7%H2)连续退火处理(600℃×15min),在水箱拉丝机上按每道次8-10%的变形量进行φ1mm至φ0.45mm的丝材拉拔;随后采用500℃×15min的还原性气氛连续退火(退火速度2m/min,还原气氛:70-80%Ar、15-20%N2及3-7%H2),继续按每道次8-10%的变形量进行φ0.45mm至φ0.2mm的丝材拉拔;最后在450℃及由92-97%Ar及3-7%H2组成的还原性气氛中连续退火处理15min后,在温度15-20℃、湿度45-60%及PM2.5≦10条件下按每道次5-8%的变形量制得Φ0.03mm及以下尺寸的丝材。上述每次热处理后冷变形量控制在80%左右。
将该实施例制备的铜银锆合金进行成分检测,获得的结果如下表9所示。
表9铜银锆合金组分含量(%)
实施例7铜钛锆合金
本发明采用定向凝固制备高强度、高导电性超细丝铜钛锆合金的方法,包括如下步骤:
(1)熔炼:按铜钛锆合金组分含量配制原料后,置于真空感应熔炼炉中,抽真空通入氩气后达到真空度10
(2)定向凝固:将引锭杆从下往上推入,接触金属液体后再下拉,通过水冷结晶器使液体金属结晶成型,制得φ8mm金属杆坯;其中,引锭杆下拉时的拉拔速度为0.3mm/min,冷却水温度为15℃,冷却水流速为450L/h;
(3)φ3mm合金线材制备:对φ8mm及以下金属杆坯进行单道次变形量为8-12%的冷拉拔,温度为10℃的冷拉拔,最终制得φ3mm的合金线材;
(4)φ1mm合金线材制备:采用电阻加热方式,在200℃条件下进行温拉成型,单道次变形量为8-12%,直至拉拔至φ1mm线材;
(5)φ0.03mm及以下尺寸的合金丝材制备:先对φ1mm线材进行还原性气氛(92-97%N2及3-7%H2)连续退火处理(500℃×20min),在水箱拉丝机上按每道次8-10%的变形量进行φ1mm至φ0.45mm的丝材拉拔;随后采用450℃×20min的还原性气氛连续退火(退火速度0.1m/min,还原气氛:70-80%Ar、15-20%N2及3-7%H2),继续按每道次8-10%的变形量进行φ0.45mm至φ0.2mm的丝材拉拔;最后在400℃及由92-97%Ar及3-7%H2组成的还原性气氛中连续退火处理20min后,在温度15-20℃、湿度45-60%及PM2.5≦10条件下按每道次5-8%的变形量制得Φ0.03mm及以下尺寸的丝材。上述每次热处理后冷变形量控制在80%左右。
将该实施例制备的铜钛锆合金进行成分检测,获得的结果如下表10所示。
表10铜银锆合金组分含量(%)
实施例8铜钛锆合金
本发明采用定向凝固制备高强度、高导电性超细丝铜钛锆合金的方法,包括如下步骤:
(1)熔炼:按铜钛锆合金组分含量配制原料后,置于真空感应熔炼炉中,抽真空通入氩气后达到真空度10
(2)定向凝固:将引锭杆从下往上推入,接触金属液体后再下拉,通过水冷结晶器使液体金属结晶成型,制得φ6mm金属杆坯;其中,引锭杆下拉时的拉拔速度为0.8mm/min,冷却水温度为35℃,冷却水流速为350L/h;
(3)φ3mm合金线材制备:对φ6mm及以下金属杆坯进行单道次变形量为8-12%的冷拉拔,温度为40℃的冷拉拔,最终制得φ3mm的合金线材;
(4)φ1mm合金线材制备:采用电阻加热方式,在400℃条件下进行温拉成型,单道次变形量为8%-12%,直至拉拔至φ1mm线材;
(5)φ0.03mm及以下尺寸的合金丝材制备:先对φ1mm线材进行还原性气氛(92-97%N2及3-7%H2)连续退火处理(600℃×15min),在水箱拉丝机上按每道次8-10%的变形量进行φ1mm至φ0.45mm的丝材拉拔;随后采用500℃×15min的还原性气氛连续退火(退火速度2m/min,还原气氛:70-80%Ar、15-20%N2及3-7%H2),继续按每道次8-10%的变形量进行φ0.45mm至φ0.2mm的丝材拉拔;最后在450℃及由92-97%Ar及3-7%H2组成的还原性气氛中连续退火处理15min后,在温度15-20℃、湿度45-60%及PM2.5≦10条件下按每道次5-8%的变形量制得Φ0.03mm及以下尺寸的丝材。上述每次热处理后冷变形量控制在80%左右。
将该实施例制备的铜钛锆合金进行成分检测,获得的结果如下表11所示。
表11铜钛锆合金组分含量(%)
实施例9铜钛锆合金
本发明采用定向凝固制备高强度、高导电性超细丝铜钛锆合金的方法,包括如下步骤:
(1)熔炼:按铜钛锆合金组分含量配制原料后,置于真空感应熔炼炉中,抽真空通入氩气后达到真空度10
(2)定向凝固:将引锭杆从下往上推入,接触金属液体后再下拉,通过水冷结晶器使液体金属结晶成型,制得φ3mm金属杆坯;其中,引锭杆下拉时的拉拔速度为3mm/min,冷却水温度为35℃,冷却水流速为320L/h;
(3)φ1mm合金线材制备:先在温度为40℃条件下对铸坯进行单道次变形量为8-12%的冷拉拔和整形,随后,采用电阻加热方式,在400℃条件下进行温拉成型,单道次变形量为8-12%,直至拉拔至φ1mm线材;
(4)φ0.03mm及以下尺寸的合金丝材制备:先对φ1mm线材进行还原性气氛(92-97%N2及3-7%H2)连续退火处理(600℃×15min),在水箱拉丝机上按每道次8-10%的变形量进行φ1mm至φ0.45mm的丝材拉拔;随后采用500℃×15min的还原性气氛连续退火(退火速度2m/min,还原气氛:70-80%Ar、15-20%N2及3-7%H2),继续按每道次8-10%的变形量进行φ0.45mm至φ0.2mm的丝材拉拔;最后在450℃及由92-97%Ar及3-7%H2组成的还原性气氛中连续退火处理15min后,在温度15-20℃、湿度45-60%及PM2.5≦10条件下按每道次5-8%的变形量制得Φ0.03mm及以下尺寸的丝材。上述每次热处理后冷变形量控制在80%左右。
将该实施例制备的铜钛锆合金进行成分检测,获得的结果如下表12所示。
表12铜钛锆合金组分含量(%)
实施例10银镍钇合金
本发明采用定向凝固制备高强度、高导电性超细丝银镍钇合金的方法,包括如下步骤:
(1)熔炼:按银镍钇合金组分含量配制原料后,置于真空感应熔炼炉中,抽真空通入氩气后达到真空度10
(2)定向凝固:将引锭杆从下往上推入,接触金属液体后再下拉,通过水冷结晶器使液体金属结晶成型,制得φ8mm金属杆坯;其中,引锭杆下拉时的拉拔速度为0.2mm/min,冷却水温度为15℃,冷却水流速为450L/h;
(3)φ3mm合金线材制备:对φ8mm及以下金属杆坯进行单道次变形量为8-12%的冷拉拔,温度为10℃的冷拉拔,最终制得φ3mm的合金线材;
(4)φ1mm合金线材制备:采用电阻加热方式,在200℃条件下进行温拉成型,单道次变形量为8-12%,直至拉拔至φ1mm线材;
(5)φ0.03mm及以下尺寸的合金丝材制备:先对φ1mm线材进行还原性气氛(92-97%N2及3-7%H2)连续退火处理(500℃×20min),在水箱拉丝机上按每道次8-10%的变形量进行φ1mm至φ0.45mm的丝材拉拔;随后采用450℃×20min的还原性气氛连续退火(退火速度0.1m/min,还原气氛:70-80%Ar、15-20%N2及3-7%H2),继续按每道次8-10%的变形量进行φ0.45mm至φ0.2mm的丝材拉拔;最后在400℃及由92-97%Ar及3-7%H2组成的还原性气氛中连续退火处理20min后,在温度15-20℃、湿度45-60%及PM2.5≦10条件下按每道次5-8%的变形量制得Φ0.03mm及以下尺寸的丝材。上述每次热处理后冷变形量控制在80%左右。
将该实施例制备的银镍钇合金进行成分检测,获得的结果如下表13所示。
表13银镍钇合金组分含量(%)
实施例11银镍钇合金
本发明采用定向凝固制备高强度、高导电性超细丝银镍钇合金的方法,包括如下步骤:
(1)熔炼:按铜钛锆合金组分含量配制原料后,置于真空感应熔炼炉中,抽真空通入氩气后达到真空度10
(2)定向凝固:将引锭杆从下往上推入,接触金属液体后再下拉,通过水冷结晶器使液体金属结晶成型,制得φ6mm金属杆坯;其中,引锭杆下拉时的拉拔速度为0.8mm/min,冷却水温度为35℃,冷却水流速为350L/h;
(3)φ3mm合金线材制备:对φ6mm及以下金属杆坯进行单道次变形量为8-12%的冷拉拔,温度为40℃的冷拉拔,最终制得φ3mm的合金线材;
(4)φ1mm合金线材制备:采用电阻加热方式,在400℃条件下进行温拉成型,单道次变形量为8-12%,直至拉拔至φ1mm线材;
(5)φ0.03mm及以下尺寸的合金丝材制备:先对φ1mm线材进行还原性气氛(92-97%N2及3-7%H2)连续退火处理(600℃×15min),在水箱拉丝机上按每道次8-10%的变形量进行φ1mm至φ0.45mm的丝材拉拔;随后采用500℃×15min的还原性气氛连续退火(退火速度2m/min,还原气氛:70-80%Ar、15-20%N2及3-7%H2),继续按每道次8-10%的变形量进行φ0.45mm至φ0.2mm的丝材拉拔;最后在450℃及由92-97%Ar及3-7%H2组成的还原性气氛中连续退火处理15min后,在温度15-20℃、湿度45-60%及PM2.5≦10条件下按每道次5-8%的变形量制得Φ0.03mm及以下尺寸的丝材。上述每次热处理后冷变形量控制在80%左右。
将该实施例制备的银镍钇合金进行成分检测,获得的结果如下表14所示。
表14银镍钇合金组分含量(%)
实施例12银镍钇合金
本发明采用定向凝固制备高强度、高导电性超细丝银镍钇合金的方法,包括如下步骤:
(1)熔炼:按铜钛锆合金组分含量配制原料后,置于真空感应熔炼炉中,抽真空通入氩气后达到真空度10
(2)定向凝固:将引锭杆从下往上推入,接触金属液体后再下拉,通过水冷结晶器使液体金属结晶成型,制得φ3mm金属杆坯;其中,引锭杆下拉时的拉拔速度为3mm/min,冷却水温度为35℃,冷却水流速为320L/h;
(3)φ1mm合金线材制备:先在温度为40℃条件下对铸坯进行单道次变形量为8-12%的冷拉拔,随后,采用电阻加热方式,在400℃条件下进行温拉成型,单道次变形量为8-12%,直至拉拔至φ1mm线材;
(4)φ0.03mm及以下尺寸的合金丝材制备:先对φ1mm线材进行还原性气氛(92-97%N2及3-7%H2)连续退火处理(600℃×15min),在水箱拉丝机上按每道次8-10%的变形量进行φ1mm至φ0.45mm的丝材拉拔;随后采用500℃×15min的还原性气氛连续退火(退火速度2m/min,还原气氛:70-80%Ar、15-20%N2及3-7%H2),继续按每道次8-10%的变形量进行φ0.45mm至φ0.2mm的丝材拉拔;最后在450℃及由92-97%Ar及3-7%H2组成的还原性气氛中连续退火处理15min后,在温度15-20℃、湿度45-60%及PM2.5≦10条件下按每道次5-8%的变形量制得Φ0.03mm及以下尺寸的丝材。上述每次热处理后冷变形量控制在80%左右。
将该实施例制备的银镍钇合金进行成分检测,获得的结果如下表15所示。
表15银镍钇合金组分含量(%)
一种采用定向凝固制备高强度、高导电性超细丝合金材料的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0