








专利摘要
本发明的高柔性多头拉形机涉及一种用于板类件三维曲面成形的塑性加工设备,属于机械工程领域。其目的是使拉形件的拉应力和拉应变分布更加趋于均匀,提高拉形质量和材料利用率,并实现横向曲率较大或有一定波浪的曲面件拉形。该机主要由机架(1)、拉料机构、夹料机构(3)和万向机构(5)组成,机架(1)的两侧分别排列着一排多个拉料机构、夹料机构(3)和万向机构(5);所述拉料机构分别由三个液压缸(2)组成,其中一个液压缸(2)水平布置,另一个液压缸(2)竖直布置,第三个液压缸(2)倾斜布置;所述三个液压缸(2)一端分别与机架(1)铰接,另一端分别通过液压缸联接体(4)共同与万向机构(5)和夹料机构(3)联接。
说明书
技术领域技术领域:
高柔性多头拉形机是用于板类件三维曲面成形的塑性加工设备,属于机械工程领域。
技术背景背景技术:
传统的拉形机一般分为横向拉形机和纵向拉形机。拉形时在板材的内外层沿着拉伸方向产生拉应力和拉应变,从而减少工件塑性变形后的回弹量。传统拉形机的夹钳夹持板材后在拉形模的配合下使板材的各个部分沿纵向基本同步拉伸,在成形双曲率蒙皮件时零件的拉应力和拉应变分布明显不均匀,易产生不贴模、拉裂或起皱等成形缺陷。为了消除缺陷,拉形用坯料往往需要较大的工艺余量,使材料的利用率降低。另外,目前常用的拉形机采用了多轴液压伺服控制系统,导致其制造费用昂贵。高柔性多头拉形机是使板材产生更加均匀的拉伸变形的设备,主要应用于双曲率曲面零件的成形。
发明内容发明内容:
本发明的目的在于提供一种高柔性多头拉形机,拉形时使板材的拉应力和拉应变分布更加趋于均匀,提高拉形件的成形质量,提高材料利用率,降低拉形机的制造成本,并实现横向曲率较大或横向有一定波浪的曲面件拉形。
本发明的上述目的是这样实现的,结合附图说明如下:
一种高柔性多头拉形机,主要由机架1、拉料机构、夹料机构3和万向机构5组成,其特征在于,机架1的两侧分别排列着一排多个拉料机构、夹料机构3和万向机构5;所述的拉料机构分别由三个液压缸2组成,其中一个液压缸2水平布置,另一个液压缸2竖直布置,第三个液压缸2倾斜布置;所述的三个液压缸2一端分别与机架1铰接,另一端分别通过液压缸联接体4共同与万向机构5和夹料机构3联接。
所述的夹料机构3由小行程双动液压缸、夹料架8和夹料块7组成;所述的小行程双动液压缸与夹料架8做成一体式结构;所述的夹料块7一个固定联接在小行程双动液压缸的活塞上,另一个固定联接在夹料架8上;所述的夹料架8设有与万向机构5联接的联接孔。
所述的万向机构5由空心销轴9、拉料机构联接体10、球头联接杆11、夹料机构联接杆12和实心销轴13组成;拉料机构联接体10通过空心销轴9与3个液压缸联接体4联接;球头联接杆11的一端通过球头联接拉料机构联接体10,另一端通过螺纹联接夹料机构联接杆12;夹料机构联接杆12通过实心销轴13联接在夹料机构3的夹料架8上,夹料机构3通过万向机构5可以实现任意方向的摆动与转角。
所述的夹料机构联接杆12与球头联接杆11联接的螺纹旋合长度可调,还可以更换不同长度的夹料机构联接杆12,以适应不同宽度的模具。
还可以在球头联接杆11和夹料机构联接杆12之间再安装长度调整杆14,以适应不同宽度的模具。
所述的万向机构5通过钢丝绳15贯穿于一排万向机构5的空心销轴9中,以实现液压缸2的大致同步。钢丝绳15的外经小于空心销轴9的孔径,允许一排万向机构5排列为曲线状。
与拉形机配合使用的模具采用实体模具17或多点可调式数字化模具18。
在机架1两侧的一排多个拉料机构中,水平布置的一排液压缸2只用一个电磁换向阀控制,竖直布置的一排液压缸2和倾斜布置的一排液压缸2同样可以各用一个电磁换向阀控制,以简化液压控制系统。
本发明的高柔性多头拉形机,主要由机架1以及机架1左右两侧各一排多个拉料机构、夹料机构3和万向机构5组成。拉料机构由三个液压缸2组成,其中,一个水平布置,另一个竖直布置,第三个倾斜布置。夹料机构3由小行程双动液压缸、夹料架8和夹料块7组成,小行程双动液压缸和夹料架8做成一体式结构,一个夹料块7通过螺钉联接在小行程双动液压缸的活塞上,另一个夹料块7通过螺钉联接在夹料架8上。拉料机构三个液压缸2的一端分别与机架1铰接,另外一端分别通过液压缸联接体4共同与万向机构5和夹料机构3联接。万向机构5由空心销轴9、拉料机构联接体10、球头联接杆11、夹料机构联接杆12和实心销轴13组成。拉料机构联接体10通过空心销轴9与3个液压缸联接体4联接;球头联接杆11的一端通过球头联接拉料机构联接体10,另一端通过螺纹联接夹料机构联接杆12;夹料机构联接杆12通过实心销轴13联接在夹料机构3的夹料架8上。针对小型工件的拉伸成形,可以通过调整夹料机构联接杆12与球头联接杆11联接的螺纹旋合长度,或更换更长的夹料机构联接杆12,或在球头联接杆11和夹料机构联接杆12之间安装长度调整杆14的方法来尽量减少工件的工艺余量以及提高工件的成形质量。通过设置不同的液压力以及调整液压缸2的行程,还可以调整与万向机构5联接处的液压缸2之间的夹角,从而改变夹料机构3的位置及拉形方向。为了简化控制系统结构,液压缸2的液压力与动作可以分组控制;水平布置的一排液压缸2可以用一个电磁阀控制,竖直布置的一排液压缸2及倾斜布置的一排液压缸2同样可以各用一个电磁阀控制。拉形时,使用全部或若干个夹料机构3夹持住板材6,并通过相对应的拉料机构在拉形模具的配合下拉伸成形板材6。通过调整液压缸2的行程与液压力,可以获得最佳拉伸位置和角度。虽然在同一方向作用的液压缸2中的液压力相同,但由于模具的横向截面形状不同,利用最小阻力定律,各个夹料机构3沿拉伸方向产生不同的位移量与转角;由于拉料机构与夹料机构3通过万向机构5联接,在拉形时,夹料机构3会顺应模具曲面的变化趋势而摆动与转动。因此,拉形件的拉应力和拉应变的分布更加均匀。
技术效果:本发明的高柔性多头拉形机,与传统拉形机相比,通过水平、竖直和倾斜布置的多个液压缸2的相互作用以及万向机构5的运用,使施加在板材6上的载荷路径更加合理,使拉形件的拉应力和拉应变的分布更加均匀,减少拉形件的工艺余量,提高成形质量,提高材料利用率,并实现横向曲率较大或横向有一定波浪的曲面件拉形。该机摒弃了传统拉形机复杂的控制系统,采用简单、低廉的液压系统来柔性控制板材的变形,从而降低拉形机的制造成本。
附图说明附图说明:
图1是高柔性多头拉形机的示意图,其中:
图1(a)是正视图;
图1(b)是俯视图。
图2是夹料机构随板材变形趋势而摆动与转动的示意图。
图3是夹料机构的示意图。
图4是万向机构的示意图,其中:
图4(a)是正视图;
图4(b)是正视图A-A截面视图。
图5是使用加长的夹料机构联接杆的万向机构示意图。
图6是在球头联接杆和夹料机构联接杆之间安装长度调整杆的万向机构示意图。
图7是多个空心销轴中贯穿钢丝绳的示意图。
图8是与实体模具配合使用时拉形状态示意图。
图9是与多点可调式数字化模具配合使用时拉形状态示意图。
图10是加长夹料机构联接杆长度后与较窄的实体模具配合使用的拉形状态示意图。
图11是安装长度调整杆后与多点可调式数字化模具配合使用的拉形状态示意图。
其中:1.机架,2.液压缸,3.夹料机构,4.液压缸联接体,5.万向机构,6.板材,7.夹料块,8.夹料架,9.空心销轴,10.拉料机构联接体,11.球头联接杆,12.夹料机构联接杆,13.实心销轴,14.长度调整杆,15钢丝绳,16.卡头,17.实体模具,18.多点可调式数字化模具。
具体实施方式具体实施方式:
下面结合附图所示的实施例进一步说明本发明的具体内容和工作过程。
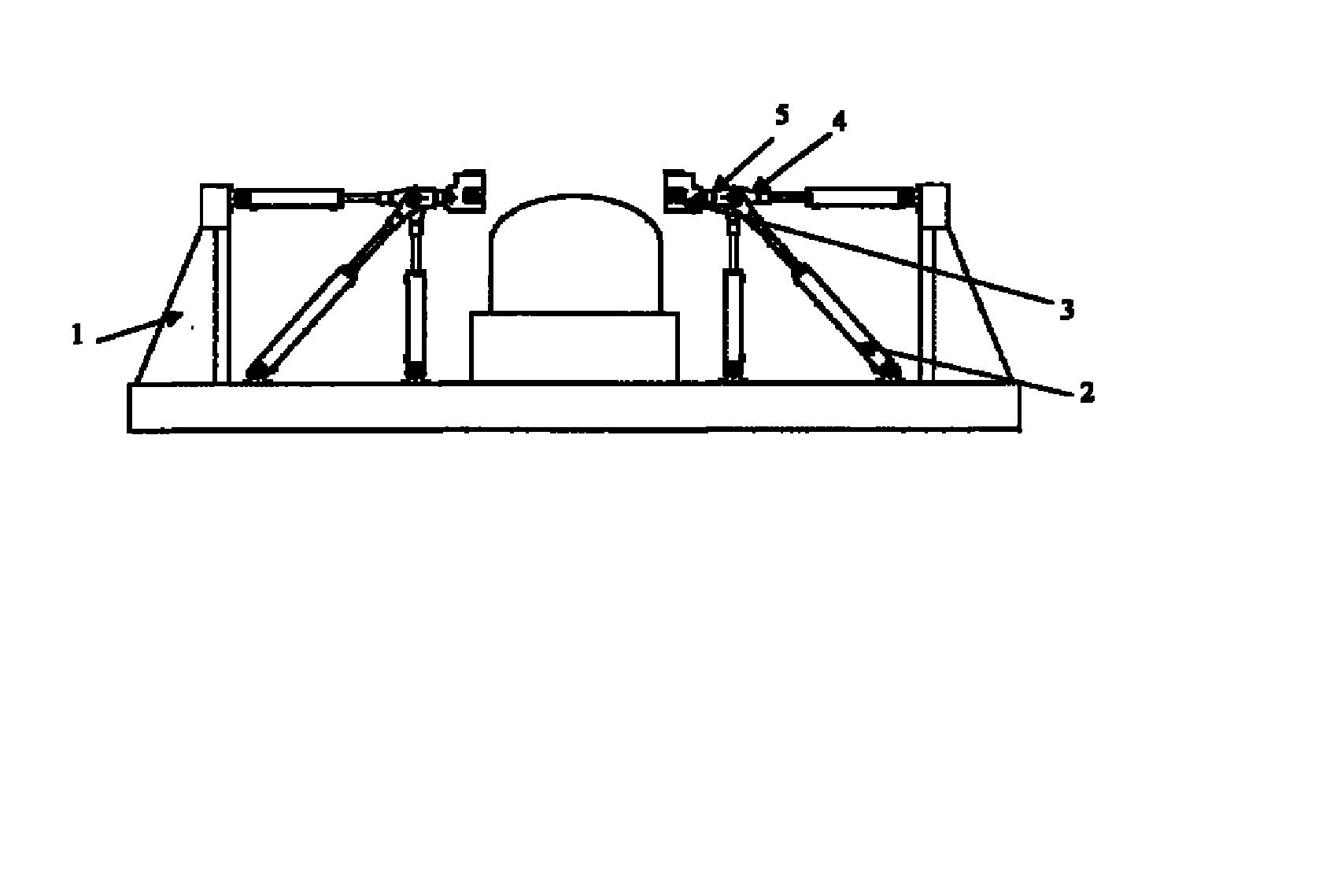
图1是高柔性多头拉形机的示意图,主要由机架1以及机架1左右两侧各一排十个拉料机构、夹料机构3和万向机构5组成。拉料机构分别由三个液压缸2组成,一个水平布置,另一个竖直布置,第三个倾斜布置。液压缸2的一端分别与机架1铰接,另一端分别通过液压缸联接体4共同与万向机构5和夹料机构3联接。通过改变液压缸2的液压力与行程,可以改变液压缸2相互之间的夹角,从而改变夹料机构3的位置及拉形方向。水平、竖直或倾斜的液压缸2的液压力可以按排为单位进行控制。在拉形时,通过控制液压缸2中液压力及行程的大小来控制各个夹料机构3的位置及拉形方向,从而使板材6获得最佳拉伸位置与角度。由于拉料机构和夹料机构3通过万向机构5联接,夹料机构3可以适应板材6的变形趋势而摆动与转动,从而实现该拉形机高柔性的特点。
图2是夹料机构随板材变形趋势而摆动与转动的示意图。拉形时,板材6会逐渐趋于模具的形状,最终贴模成形。在这个过程中,夹料机构3夹紧板材6的区域也具有适应模具形面变化的趋势。当使用传统拉形机加工板材时,其夹钳是一刚性的整体,夹钳夹紧板材6的区域不会适应模具形面的变化,而是始终保持平直状态。当采用高柔性多头拉形机时,由于其两侧有多个夹料机构3,每个夹料机构3都可以在任意方向摆动与转动,可以适应模具形面的变化趋势,从而提高拉形质量。
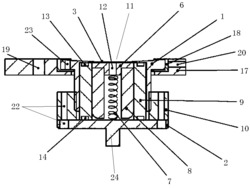
图3是夹料机构的示意图,主要由小行程双动液压缸、夹料架8和夹料块7组成。小行程双动液压缸与夹料架8做成一体。一个夹料块7通过螺钉联接在小行程双动液压缸的活塞上,另一个夹料块7通过螺钉联接在夹料架8上。当夹紧板材6时,夹料架8上面的油孔进液压油,下面的油孔出液压油,从而控制小行程双动液压缸带动和活塞相联的夹料块7向下运动,与和夹料架8相联的夹料块7共同夹紧板材6。需要松开板材6时,夹料架8下面的油孔进液压油,上面的油孔出液压油,从而控制小行程双动液压缸带动和活塞相联的夹料块7向上运动,离开和夹料架8相联的夹料块7,松开板材6。夹料架8上钻有联接孔,以便与万向机构5联接。
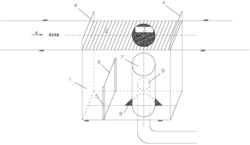
图4是万向机构的示意图,主要由空心销轴9、拉料机构联接体10、球头联接杆11、夹料机构联接杆12和实心销轴13组成。拉料机构联接体10通过空心销轴9与3个液压缸联接体4联接;球头联接杆11一端通过球头联接拉料机构联接体10,另一端通过螺纹联接夹料机构联接杆12,夹料机构联接杆12通过实心销轴13联接在夹料机构3的夹料架8上。这样,夹料机构3就可以绕实心销轴13的轴线摆动,也可以通过球头联接杆11绕球头联接杆11的轴线转动。当夹料机构3夹紧板材6并沿一定拉形方向和拉形角度拉伸板材6时,夹料机构3会随拉形模的曲面形状摆动与转动。
图5是使用加长的夹料机构联接杆的万向机构示意图。当加工尺寸较小的工件时,其模具的宽度也会比较小,在液压缸2伸长到最大行程时,板材6仍需要较大的工艺余量才能被夹料机构3夹持住。为了减少加工小工件时板材6的工艺余量以及提高成形效果,可以通过更换加长的夹料机构联接杆12来实现小型工件的拉伸成形,也可以将夹料机构联接杆12做成长度可以调整的结构来实现小型工件的拉形。
图6是在球头联接杆和夹料机构联接杆之间安装长度调整杆的万向机构示意图。当加工尺寸较小的工件时,为了减少板材6的工艺余量以及提高成形效果,可以在球头联接杆11和夹料机构联接杆12之间安装长度调整杆14来实现。
图7是多个空心销轴中贯穿钢丝绳的示意图。在空心销轴9中穿装钢丝绳15,并在钢丝绳15的两端通过紧定螺钉安装卡头16来限制钢丝绳15的串动。通过穿装钢丝绳15可以实现各个万向机构5和夹料机构3移动的大致同步。钢丝绳15的外经小于空心销轴9的孔径,允许一排万向机构5排列为曲线状。
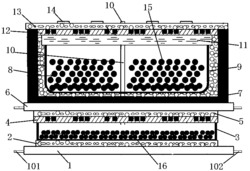
图8是与实体模具配合使用时拉形状态示意图。首先,通过水平布置的一排液压缸2对板材6施加拉力进行预拉伸;其次,通过水平布置和倾斜布置的液压缸2使板材6逐渐贴模并实现板材6的成形。针对各种不同曲率与不同宽度的实体模具17,可以适当控制液压缸行程来实现板材6的预拉伸以及逐渐成形。
图9是与多点可调式数字化模具配合使用时拉形状态示意图。成形工艺与采用实体模具17时基本相同,只是多点可调式数字化模具18可以变换形面,使用一套装置可以实现多种形状工件的拉形。
图10是加长夹料机构联接杆长度后与较窄的实体模具配合使用的拉形状态示意图。此图中,实体模具17的宽度比较小,在液压缸2行程一定的情况下,要实现板材6的拉伸成形并尽可能减少板材6的工艺余量,可以通过加长夹料机构联接杆12的长度来实现,也可以通过在球头联接杆11和夹料机构联接杆12之间安装长度调整杆14来实现。
图11是安装长度调整杆后与多点可调式数字化模具配合使用的拉形状态示意图。当多点可调式数字化模具18调节成宽度比较小的形面时,要在尽可能减少板材6工艺余量的情况下实现板材6的成形,可以通过在球头联接杆11和夹料机构联接杆12之间安装长度调整杆14来实现,也可以通过加长夹料机构联接杆12的长度来实现。
下面举例来说明拉形机的工作过程。首先,根据模具的大小和所要成形板材的大小通过液压缸的不同行程和液压力来控制各个夹料机构的初始位置以便夹持板材,并根据需要进行预拉伸;然后,按排为单位来控制水平布置的一排液压缸、竖直布置的一排液压缸或倾斜布置的一排液压缸中的液压力与行程,从而控制各个夹料机构的位置与拉伸方向。在拉形过程中,虽然每排液压缸中的液压力相同,但由于模具横向截面形状的不同以及万向机构的作用,夹料机构会顺应模具曲面的变化趋势而摆动与转动,使板材获得最佳拉伸方向和拉伸量,最终使板材的拉应力和拉应变分布更加均匀。
本发明的拉形机摒弃了传统拉形机复杂的控制系统,采用更加合理的结构设计,使拉形件的拉应力和拉应变分布更加均匀,提高拉形件质量与材料利用率,降低拉形机的制造成本,并实现横向曲率较大或横向有一定波浪的曲面件拉形。
高柔性多头拉形机专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。






动态评分
0.0