






专利摘要
本发明涉及金属材料塑性加工成形方法。一种超薄管材小半径弯曲成形的方法,其特征是包括如下步骤:1)采用钢丝将管材的待弯曲部位进行紧密缠绕包裹,钢丝的直径为管材壁厚的1-3倍,钢丝包裹的厚度根据需要可为管材壁厚的1-4倍;2)将包裹钢丝后的管材内部放入芯棒,然后采用常规的数控弯曲设备对包裹钢丝后的管材进行数控弯曲成形;3)弯曲成形结束后,将包裹的钢丝利用缠绕机取下,即可得到小弯曲半径的超薄管件。该方法通过对管材的包裹实现弯曲变形时对管材引入一个附加拉应力,使管材的中心层移向管材外侧,从而降低管材外侧的拉应力,以减少管材外侧壁厚的减薄量,同时也有效缓解弯曲时管材内层的失稳起皱缺陷。
权利要求
1.一种超薄管材小半径弯曲成形的方法,其特征是包括如下步骤:
1).采用钢丝(1)将管材(2)的待弯曲部位(C)进行紧密缠绕包裹,钢丝的直径为管材壁厚的1-3倍,钢丝包裹的厚度根据需要可为管材壁厚的1-4倍,包裹的钢丝和管材之间的间隙为0.1mm;
2).将包裹钢丝后的管材内部放入芯棒(3),然后采用常规的数控弯曲设备对包裹钢丝后的管材进行数控弯曲成形;
3).弯曲成形结束后,将包裹的钢丝利用缠绕机取下,即可得到小弯曲半径的超薄管件。
2.根据权利要求1所述的一种超薄管材小半径弯曲成形的方法,其特征是:所述的钢丝(1)为方钢丝或圆钢丝。
3.根据权利要求1所述的一种超薄管材小半径弯曲成形的方法,其特征是:所述的管材(2)为大径厚比的管材。
说明书
技术领域
本发明涉及金属材料塑性加工成形方法,具体涉及一种超薄管材小半径弯曲成形的新方法,属于材料塑性加工技术领域。
背景技术
随着航空航天及汽车交通领域轻量化,高性能,低成本的发展趋势,对弯管件的要求也越来越高,需要径厚比(直径D和壁厚t的比值)更大,弯曲半径(管件弯曲中性层的半径R0与管材直径D的比值)更小和成形精度更高。采用超薄小曲率半径管件,不仅可以减重,实现轻量化,还可使管道系统布置结构紧凑,节约成本。但随着管材径厚比的提高以及弯曲半径的减小,金属的变形增大,采用常规的弯管成形工艺,将使小半径弯管外侧的壁厚减薄率和横截面的椭圆度超差,内侧产生波浪折皱,严重影响弯管质量。目前,此类小半径弯曲管件传统的成形方法一般是采用冲压钣件焊接制备小弯曲半径的弯头,然后再和直管进行焊接装配。但大量焊缝的存在,不仅导致生产效率低,成本高,而且弯管件工作时要承受内部流动介质的压力和冲击作用,焊缝增加了安全隐患,可靠性差。
采用无缝管整体成形超薄小弯曲半径管件,既节约了空间,又保证了结构的可靠性和构件的减重。但为了保证管材的弯曲质量,常规的管材弯曲工艺必须将管材的径厚比和相对弯曲半径控制在一定范围内。例如,采用压弯、滚弯和填料弯曲方法时,管件的极限径厚比一般都小于30,而最小弯曲半径也大于2d,远远未达到成形超薄管材弯管的要求。推弯工艺适用于弯制直径为20mm~120mm,壁厚0.8mm~2mm,弯曲角度15°~120°,弯曲半径1~2d的陡弯短管。由于管件全部通过弯曲凹模,因此也不适用于两端直线段较长的单弯管件。同时外部轴向推力加剧了弯管内侧轴向压应力,对于径厚比较大的薄壁管件,管材弯曲过程中容易产生失稳,研究表明推弯工艺弯制不锈钢1.2d管件径厚比一般小于35。
目前,对于上述超薄小半径弯曲的管材,为了避免或者减少成形缺陷的产生,工程上采用固体填充物或柔性填充物作为内部支撑是常用的方法。常见固体填充物包括冰、砂子、松香或低熔点合金等,但这些填充物不仅装填耗时,并且支撑内压不可控,还容易造成管材内部损伤,弯曲质量较差,且低熔点合金的延伸率有限,弯曲半径不能过小。柔性填充物通常指气体和液体,一般用水或油等液体进行压力填充。由于采用液体作为内部充填介质,成形零件表面质量好,管壁内侧起皱倾向小,弯曲成形精度高,尤其适用于变曲率、径厚比大的管材弯曲。其中比较典型的应用就是哈尔滨工业大学液力成形工程中心提出的充液剪切弯曲方法,依靠剪切变形产生材料流动实现弯曲,能够成形相对弯曲半径小于0.5的铝合金和钛合金管接头。但是利用液体介质提供内压,需要专门的设备,实施困难,设备投资大,且成形模具复杂,液体密封困难。成形的圆角大小主要取决于内压力,难以实现精确的定量控制。此外,内压的提高增加了管壁的法向压应力,会造成管材和模具之间摩擦力的增大。当成形圆角很小时,所需成形内压很大,摩擦对成形精度的不利影响会更加突出。表1为不同弯曲半径时低碳钢和铝合金薄壁管充液压弯可达到的极限径厚比。从中可见,极限径厚比随弯曲半径减小而逐渐降低。当弯曲半径达到(2~3)d时,低碳钢和铝合金管件的极限径厚比不能超过40。
表1不同材料和弯曲半径下可达到的极限径厚比
数控弯曲是传统绕弯工艺结合机床工业和数控技术发展起来的一种先进管材塑性加工技术。对于三维空间轴线的管材可以一次连续成形,国外发达国家的飞机发动机外部30%-40%以上的导管是用数控弯管机弯制而成的。数控弯曲成形包含了多组模具约束协同控制管件变形行为,可以较好控制截面畸变和起皱等缺陷,增加管材弯曲成形极限,适合于薄壁管小弯曲半径成形。一般情况下采用多球芯模、防皱块等特殊的模具结构的数控弯曲其相对弯曲半径能达到1.5。但是,随着薄壁管径厚比的增加,数控弯管的最小相对弯曲半径也不断逐渐提高。国外航空企业掌握成熟的数控弯管技术,在最大径厚比和最小相对弯曲半径方面都有较大的突破,其数控弯曲技术可达到的极限径厚比如表2所示。从表中可以看到,不锈钢薄壁管径厚比最大可达到127,最小弯曲半径可达2d。铝合金管件的最大径厚比达到了77,最小弯曲半径可达1.7d。近年来,国内数控弯曲成形技术快速发展,弯制大径厚比薄壁管能力与国外差距逐渐缩小,在数控弯曲成形规律和薄壁管弯曲理论研究等方面取得了许多重要研究成果。对不锈钢薄壁管数控弯曲实验研究结果表明,相对弯曲半径达到1.5时,其最大径厚比可以达到50。对铝合金薄壁管数控弯曲实验研究结果表明,相对弯曲半径达到1.5~2时,其最大径厚比可以达到50;当相对弯曲半径达到1时,其最大径厚比降低至38。
以上研究数据表明,采用现有弯曲成形工艺,可成形的薄壁管的极限径厚比在100左右,相对弯曲半径在2左右。
表2国外数控弯曲可达到的极限径厚比
传统弯曲方法,管材在外力矩M作用下弯曲,如图3所示。弯曲变形区的外侧材料受到切向拉伸而伸长,内侧材料受切向压缩而缩短。由于切向应力σθ和应变εθ沿管材断面的分布连续,故当弯曲过程结束时,拉伸区过渡到压缩区,在其交界处存在一层纤维,它的长度等于管坯的原始长度,即该纤维层的应变εθ=0。此纤维层称为应变中性层,它在断面中的位置可用曲率半径ρ表示。当管材弯曲变形区的外侧材料受到切向拉伸伸长高于其材料延伸率时,管材就会发生破裂,如图3b所示;当管材内侧材料受切向压缩而发生失稳时,管材内侧就会发生起皱,如图3b所示。
发明内容
本发明的目的在于提供一种超薄管材小半径弯曲成形的方法,该方法通过对管材的包裹实现弯曲变形时对管材引入一个附加拉应力,使管材的中心层移向管材外侧,从而降低管材外侧的拉应力,以减少管材外侧壁厚的减薄量,同时也有效缓解弯曲时管材内层的失稳起皱缺陷。
为实现上述目的,本发明所采用的技术方案是:一种超薄管材小半径弯曲成形的方法,其特征是包括如下步骤:
1).采用钢丝1将管材2的待弯曲部位C进行紧密缠绕包裹,钢丝的直径(方钢丝为边长)为管材壁厚的1-3倍(即管材壁厚:钢丝的直径=1:1-3),钢丝包裹的厚度根据需要可为管材(原始管材)壁厚的1-4倍,包裹的钢丝和管材之间的间隙为0.1mm左右(包裹的钢丝与管材的外径尺寸差距在0.1mm左右);
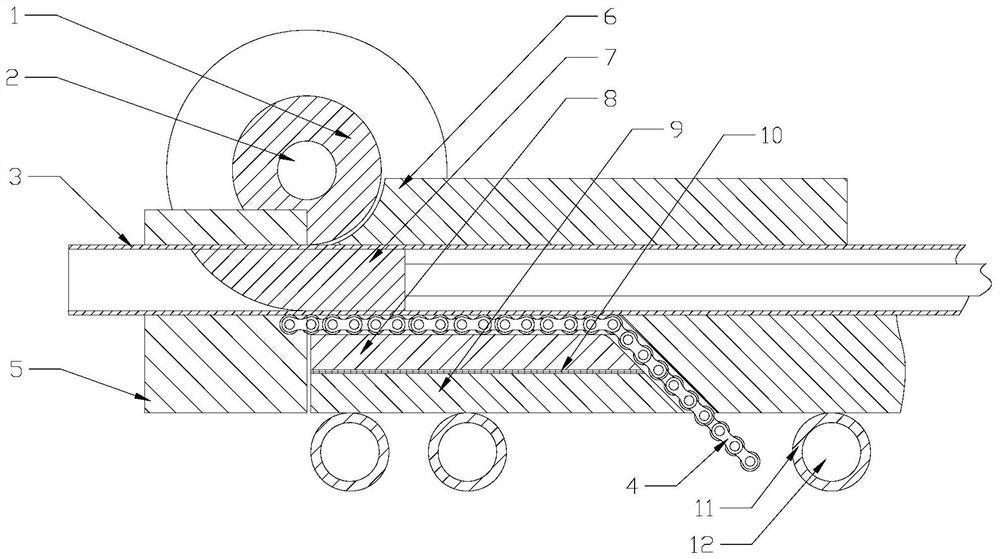
2).将包裹钢丝后的管材内部放入芯棒(多球芯模)3,然后采用常规的数控弯曲设备对包裹钢丝后的管材进行数控弯曲成形【采用静夹块4和防皱块5,以及动夹块6和弯曲模7对管材实施传统的数控弯曲成形】;
3).弯曲成形结束后,将包裹的钢丝利用缠绕机取下(去除弯曲成形后管材包裹的钢丝),即可得到小弯曲半径的超薄管件。
所述的钢丝1为方钢丝(带)或圆钢丝。
所述的管材2为大径厚比的管材。径厚比是指管材外径和壁厚之比。
超薄管(超薄管件)为径厚比大于50的管(管件)。小弯曲半径为弯曲半径小于1.5倍的管材外径。
采用该方法进行管材弯曲成形,可以降低整管弯曲时的径厚比。同时通过管材外层包裹的钢丝弯曲变形时引入了对管材的一个摩擦力,降低管材弯曲时外侧的拉伸应力和内侧的压缩应力,使得应力中性层外移,不仅抑制了管材外侧的壁厚减薄,还有效的改善了管材内侧的失稳起皱,提高管材的弯曲成形极限。
本发明解决了现有方法弯曲大径厚比超薄管材无法实现小半径弯曲的难题。
本发明的有益效果是:所采用的设备的结构简单,方便,实用,构思新颖,钢丝包裹管材简便易行。由于钢丝厚度为1-4倍的管材壁厚,可以降低整管弯曲时的径厚比。同时通过管材外层包裹的钢丝弯曲变形时引入了对管材的一个摩擦力,这个摩擦力会阻止管材弯曲时外层的伸长和内层的收缩,并对管材外侧产生切向的压缩应力,对管材内侧产生切向的伸长应力,从而降低了管材弯曲时外侧的拉深应力和内侧的压缩应力,使得应力中性层外移,不仅抑制了管材外侧的壁厚减薄,还有效的改善了管材内侧的失稳起皱。因此,相比于传统的弯曲工艺来,这种工艺可以有效的避免缺陷,提高管材的弯曲成形极限。
附图说明
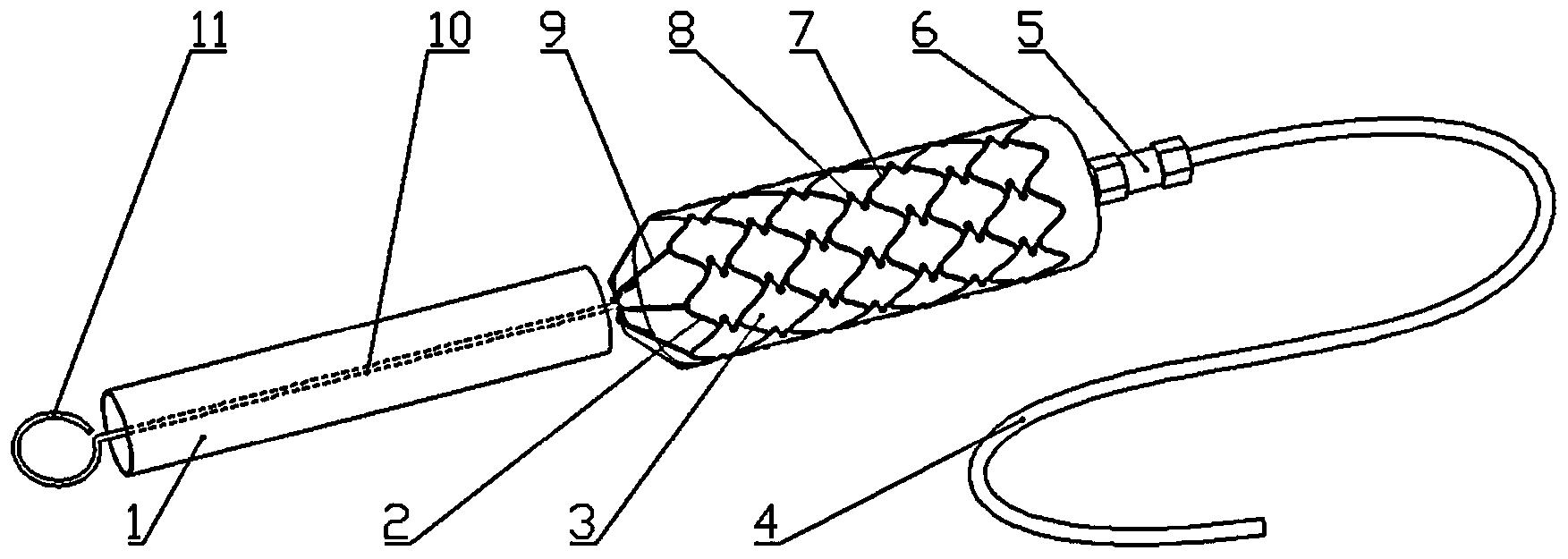
图1是本发明管材进行钢丝缠绕包裹后的示意图。
图2是本发明包裹钢丝的管材进行数控弯曲的示意图(包裹管材弯曲成形示意图)。
图3是传统管材弯曲过程中受力分析及缺陷图;a为管材弯曲受力图;b为管材弯曲缺陷图。
图4是本发明包裹钢丝的管材弯曲过程中受力分析图。
图中:1-钢丝,2-管材,3-芯棒,4-静夹块,5-防皱块,6-动夹块,7-弯曲模;图1中的C表示待弯曲部位(弯曲段);图2中W表示弯曲模旋转速度;图4中F表示管材受芯棒的支撑力,f表示摩擦力,M表示弯曲力矩,σθ表示切向应力,εθ表示切向应变。
具体实施方式
实施例1:
一种超薄管材小半径弯曲成形的方法,包括如下步骤:
1).管材2的直径为60mm,厚度为0.73mm(即径厚比为82),长度为400mm,管材2的材料为管材201;所述的钢丝1为圆钢丝,钢丝直径为1.5mm,具体包裹一层为1.5mm厚,弯曲半径为90mm,待弯曲部位C的长为200mm,芯棒(多球芯模)3的外径尺寸是57.8mm,包含的球的直径是57.4mm,球的布置形式是三球通过铰链串联在芯棒上;如图1所示;
采用钢丝1将管材2的待弯曲部位C进行紧密缠绕包裹,包裹的钢丝和管材之间的间隙为0.1mm左右(包裹的钢丝与管材的外径尺寸差距在0.1mm左右);
2).将包裹钢丝后的管材内部放入芯棒(多球芯模)3,然后采用常规的数控弯曲设备对包裹钢丝后的管材进行数控弯曲成形【采用静夹块4和防皱块5,以及动夹块6和弯曲模7对管材实施传统的数控弯曲成形】;
3).弯曲成形结束后,将包裹的钢丝利用缠绕机取下(去除弯曲成形后管材包裹的钢丝),即可得到小弯曲半径的超薄管件。
所述的钢丝1为圆钢丝。
芯棒3的结构见图2,芯棒通过铰链串联有三个芯球,一起构成多球芯模。但本发明最大的特点在于管材外侧包裹的钢丝,它可以改变管材弯曲变形受力特征,实现超薄管材的小半径弯曲成形,其基本结构见图1的三维CAD图,弯曲变形受力分析见图4。
最终得到的超薄弯管件内侧光滑未见起皱现象,外侧也未见破裂等缺陷。
实施例2:
一种超薄管材小半径弯曲成形的方法,包括如下步骤:
1).管材2的直径为60mm,厚度为0.73mm(即径厚比为82),长度为400mm,管材2的材料为201;所述的钢丝1为方钢丝,方钢丝为等边1.5×1.5mm,具体包裹一层为1.5mm厚,弯曲半径为90mm,待弯曲部位的长为200mm,芯棒(多球芯模)3的外径尺寸是57.8mm,包含的球的直径是57.4mm,球的布置形式是三球通过铰链串联在芯棒上;如图1所示;
采用钢丝1将管材2的待弯曲部位C进行紧密缠绕包裹,包裹的钢丝和管材之间的间隙为0.1mm左右(包裹的钢丝与管材的外径尺寸差距在0.1mm左右);
2).将包裹钢丝后的管材内部放入芯棒(多球芯模)3,然后采用常规的数控弯曲设备对包裹钢丝后的管材进行数控弯曲成形【采用静夹块4和防皱块5,以及动夹块6和弯曲模7对管材实施传统的数控弯曲成形】;
3).弯曲成形结束后,将包裹的钢丝利用缠绕机取下(去除弯曲成形后管材包裹的钢丝),即可得到小弯曲半径的超薄管件。
所述的钢丝1为方钢丝。
最终得到的超薄弯管件内侧光滑未见起皱现象,外侧也未见破裂等缺陷。
一种超薄管材小半径弯曲成形的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。



动态评分
0.0