

IPC分类号 : C22C9/00I,C22C1/02I,C22F1/08I,B22D11/00I







专利摘要
本发明涉及一种高强度、高导电和高导热铜银系合金线材及其制备方法,属于金属材料制备技术领域。本发明的高强度、高导电和高导热铜银系合金线材的制备方法,包括以下步骤:(1)配料与熔炼;(2)热型水平连铸:熔体采用热型水平连铸,得坯料;所述热型水平连铸的结晶器为热型结晶器,热型结晶器中熔体的温度保持在铜银系合金线材的熔点之上;所述热型水平连铸的冷却方式为两次冷却且为水冷;(3)组合形变热处理:将坯料依次进行固溶处理、拉拔塑性变形处理和时效热处理,即得。该方法有利于铸态组织的改善,提高铜银合金的导电性、导热性和抗拉强度,可实现连续化生产。
权利要求
1.一种高强度、高导电和高导热铜银系合金线材的制备方法,其特征在于:包括以下步骤:
(1)配料与熔炼:按照铜银系合金线材的组成选配原料,将原料加热熔炼得熔体,熔炼的温度为1100℃~1300℃;
(2)热型水平连铸:熔体采用热型水平连铸,得坯料;所述热型水平连铸的结晶器为热型结晶器,热型结晶器中熔体的温度保持在铜银系合金线材的熔点之上;所述热型水平连铸的冷却方式为两次冷却且为水冷;
(3)组合形变热处理:将坯料依次进行固溶处理、拉拔塑性变形处理和时效热处理,即得高强度、高导电和高导热铜银系合金线材;所述固溶处理是在890~980℃下保持0.5~2.0h,然后水冷;所述拉拔塑性变形处理为5~10个道次的冷拉拔塑性变形处理,单道次变形量大于30%,总变形量大于80%;所述时效处理是在400~600℃下保持0.5~12h,然后冷却,冷却方式为随炉冷却、空冷或风冷中的任意一种。
2.根据权利要求1所述的高强度、高导电和高导热铜银系合金线材的制备方法,其特征在于:步骤(1)中所述铜银系合金线材的组成为铜、银、铬、锆和铌,且铜、银、铬、锆和铌的质量比为(92.3~99.9):(0.1~4.0):(0~1.5):(0~1.2):(0~1.0)。
3.根据权利要求2所述的高强度、高导电和高导热铜银系合金线材的制备方法,其特征在于:步骤(1)中所述铜银系合金线材的组成为铜和银,且铜和银的质量比为(96.0~99.9):(0.1~4.0)。
4.根据权利要求2所述的高强度、高导电和高导热铜银系合金线材的制备方法,其特征在于:步骤(1)中所述铜银系合金线材的组成为铜、银和铬,且铜、银和铬的质量比为(94.5~99.88):(0.1~4.0):(0.02~1.5)。
5.根据权利要求2所述的高强度、高导电和高导热铜银系合金线材的制备方法,其特征在于:步骤(1)中所述铜银系合金线材的组成为铜、银、铬、锆和铌,且铜、银、铬、锆和铌的质量比为(92.3~99.86):(0.1~4.0):(0.02~1.5):(0.01~1.2):(0.01~1.0)。
6.根据权利要求1~5中任一项所述的高强度、高导电和高导热铜银系合金线材的制备方法,其特征在于:所述原料为金属单质或合金。
7.根据权利要求1~5中任一项所述的高强度、高导电和高导热铜银系合金线材的制备方法,其特征在于:步骤(2)中水冷的水压为50-150KPa,步骤(2)中热型水平连铸的拉出速度为10~100 mm/min。
8.根据权利要求1~5中任一项所述的高强度、高导电和高导热铜银系合金线材的制备方法,其特征在于:步骤(2)中坯料的直径为5~25 mm。
9.根据权利要求1~5中任一项所述的高强度、高导电和高导热铜银系合金线材的制备方法,其特征在于:步骤(3)中所述固溶处理是在900~960℃下保持0.5~1.5h,然后水冷;步骤(3)中所述拉拔塑性变形处理为5~10个道次的冷拉拔塑性变形处理,单道次变形量大于30%,总变形量大于85%;步骤(3)中所述时效处理是在400~600℃下保持0.5~8h,然后冷却,冷却方式为随炉冷却、空冷或风冷中的任意一种。
10.一种采用权利要求1~9中任一项所述的高强度、高导电和高导热铜银系合金线材的制备方法制备得到的高强度、高导电和高导热铜银系合金线材。
说明书
技术领域
本发明属于金属材料制备技术领域,具体涉及一种高强度、高导电和高导热铜银系合金线材及其制备方法。
背景技术
铜银系合金常作为电子通讯设备中信号传输的关键材料,随着铜合金型材领域向高传输速率、高保真、高保清等方向发展,对材料的强度、导电率、导热率、组织一致性和均匀性等提出了更高要求。传统的铜银合金棒材制备方法为:熔炼、半连续铸造、挤压或锻造、多道次拉拔、热处理等。其存在以下局限性:由于传统铜银合金棒材制备工艺需要先进行熔炼并铸造出铸锭,然后对铸锭进行扒皮、去冒口等机加工,然后进行二次加热塑性变形,最后通过多道次拉拔和热处理完成棒材组织性能改善。整个制备过程工序多、周期长,难以实现较长棒材的连续化生产;同时,熔炼铸造过程易产生缩孔、中心空洞、夹杂等缺陷,性能无法满足使用要求。
连续铸造技术是将熔融金属引进一种叫做结晶器的铸型当中,金属液在结晶器中凝固并从另一端拉出的连续化生产技术,理论上只要熔液连续不断的补充,就能铸造出任意长度的型材。目前,从结晶器与熔炼炉的相对方向,主要工艺是上引连铸;同时,主要通过在结晶器周围通冷却水实现熔液的冷却凝固。申请公布号为CN105414238A、CN106205870A的中国发明专利申请所涉及的制备方法采用的是冷型结晶器,在铸造过程中容易卷入夹杂物,金属熔体在铸型内壁形核,并垂直于内壁向中心生长。该方法虽能消除垂直应力轴的横向晶界,但温度梯度不够高,散热方向很难统一在一维方向。因此晶体有充分的时间长大,易形成比较大的树枝晶,且在凝固末期还会形成等轴晶。这就造成了晶粒粗大,枝晶偏析,得不到比较规则的柱状晶或单晶。
目前的产业化制备技术熔炼、半连续铸造、挤压或锻造、多道次拉拔、热处理等,工序多、周期长,难以实现较长棒材的连续化生产;同时,熔炼铸造过程易产生缩孔、中心空洞、夹杂等缺陷,性能无法满足使用要求。
申请公布号为CN104818443A的中国发明专利申请公开了一种铜银合金线材的短流程高效生产方法,该生产方法是采用温型连铸方法制备出具有沿长度方向取向度高的柱状晶组织、直径1~30mm的铜银合金线坯,温型连铸的拉坯速度为1~600mm/min;对于直径15~30mm的铜银合金线坯,在室温或低于线坯再结晶温度20~50℃的温度下进行轧制,轧制道次为1~12,获得直径8~15mm的铜银合金线材,然后采用拉拔的方法,在室温下经过7~12道次的粗拉,再精拉到直径为10~50μm的线材;对于直径1~15mm的线坯,直接采用拉拔的方法,在室温下经过7~12道次的粗拉,再精拉到直径为10~50μm的线材。
授权公告号为CN106591753B的中国发明专利公开了一种铜铬锆合金高铁接触线的短流程制备加工工艺,该工艺的流程包括:(1)棒坯连续铸造:采用热冷组合铸型水平连铸技术制备直径20~100mm,具有强轴向取向柱状晶组织的铜铬锆合金;(2)连续固溶处理:对步骤(1)中所制备的铜铬锆合金棒坯进行在线感应加热连续固溶淬火处理,固溶温度为850~1100℃,固溶时间为2~60min,采用循环冷却水进行喷淋淬火;(3)室温轧制/拉拔变形:对步骤(2)中所制备的铜铬锆合金线材进行室温轧制/拉拔变形,总面缩率为20~90%,道次面缩率为5~40%;(4)连续时效处理:对步骤(3)中冷变形的铜铬锆合金线材进行在线感应加热连续时效处理,时效温度为400~550℃,时效时间为5~120min;(5)拉拔变形:对步骤(4)中所制备的铜铬锆合金线材进行拉拔变形,总面缩率为5~50%,道次面缩率为5~20%;(6)连续时效处理:对步骤(5)中所制备的铜铬锆合金线材进行第二次在线感应加热连续时效处理,时效处理的温度为300~500℃,时效处理时间为5~60min。
现有技术中的铜银系合金采用温型连铸、冷型连铸、热冷组合连铸,并未见采用热型连铸的方式制备铜银系合金。不同于其他铜基材料,银自身的导电性能优异,加入铜中以后对导电率的降低较少,同时铜基材料还可以添加有Cr、Zr、Nb等其他微合金化元素,由于高温和室温条件下微合金化元素在铜中的固溶度相差较大,可以起到显著的时效析出强化效果,但正是因为高温和室温固溶度相差大,使得采用冷型连铸、温型连铸、热冷组合连铸的工艺时,液固界面前沿难以形成沿水平连铸方向稳定一致、几乎平行的结晶凝固趋向,从而无法实现晶界少的定向凝固组织,甚至单晶组织,这种组织对于提高合金的导电导热性能具有重要作用。此外,铜银系合金采用热冷组合连铸后,依次进行固溶处理、拉拔处理和时效处理,液固界面前沿由于过大过冷度的存在容易形成V型界面,无法实现凝固组织的定向生长,导致后续虽然采用固溶、拉拔、时效处理,但最终性能会由于先天铸态组织遗传导致的组织性能不均匀、晶粒取向杂乱等问题。现有技术中的铜银系合金并没有在采用热型连铸后,依次进行固溶处理、拉拔处理和时效处理的步骤。
发明内容
本发明提供一种高强度、高导电和高导热铜银系合金线材的制备方法,该方法有利于铸态组织的改善,提高铜银合金的导电率和强度,可实现连续化生产。
本发明还提供上述制备方法制得的高强度、高导电和高导热铜银系合金线材,该高强度、高导电和高导热铜银系合金线材导电率高、抗拉强度大,综合性能好。
为实现上述目的,本发明的技术方案是:
一种高强度、高导电和高导热铜银系合金线材的制备方法,包括以下步骤:
(1)配料与熔炼:按照铜银系合金线材的组成选配原料,将原料加热熔炼得熔体,熔炼的温度为1100℃~1300℃;
(2)热型水平连铸:熔体采用热型水平连铸,得坯料;所述热型水平连铸的结晶器为热型结晶器,热型结晶器中熔体的温度保持在铜银系合金线材的熔点之上;所述热型水平连铸的冷却方式为两次冷却且为水冷;
(3)组合形变热处理:将坯料依次进行固溶处理、拉拔塑性变形处理和时效热处理,即得高强度、高导电和高导热铜银系合金线材;所述固溶处理是在890~980℃下保持0.5~2.0h,然后水冷;所述拉拔塑性变形处理为5~10个道次的冷拉拔塑性变形处理,单道次变形量大于30%,总变形量大于80%;所述时效处理是在400~600℃下保持0.5~12h,然后冷却,冷却方式为随炉冷却、空冷或风冷中的任意一种。
首先,该制备方法采用热型结晶器进行加热结晶,热型结晶器中熔体的温度保持在铜银系合金线材的熔点之上,使其液固界面前沿形成沿水平连铸方向稳定一致的结晶凝固趋向,避免在铸型内壁形核,形成单向散热;形成的稳定液固界面前沿有利于形核后沿定向凝固方向择优生长,减少晶界缺陷,有利于沿水平连铸方面铸态组织的改善。
其次,通过两次水冷过程,进一步强化冷却效果,稳定铜银系合金线材内部的组织结构。
最后,将经过水平连铸的坯料在固溶和时效之间增加5~10个道次的大变形量的拉拔冷变形处理,为后续的时效热处理提供析出能量储备,提高强化相析出速率和析出率,产生时效析出强化、形变强化、细晶强化的多种强化效果,提高铜银系合金的强度、导电性能、导热性能等综合性能,可实现连续化生产。
为提高铜银系合金线材的性能,优选的,步骤(1)中所述铜银系合金线材的组成为铜、银、铬、锆和铌,且铜、银、铬、锆和铌的质量比为(92.3~99.9):(0.1~4.0):(0~1.5):(0~1.2):(0~1.0)。
为进一步提高铜银系合金线材的导电性能和导热性能,优选的,步骤(1)中所述铜银系合金线材的组成为铜和银,且铜和银的质量比为(96.0~99.9):(0.1~4.0)。
为在保持较高导电性能和导热性能的前提下进一步提高铜银系合金线材的力学性能,优选的,步骤(1)中所述铜银系合金线材的组成为铜、银和铬,且铜、银和铬的质量比为(94.5~99.88):(0.1~4.0):(0.02~1.5)。
为在保持较高导电性能和导热性能的前提下进一步提高铜银系合金线材的力学性能、抗应力松弛性能、抗高温软化性能铜银系合金线材,优选的,步骤(1)中所述铜银系合金线材的组成为铜、银、铬、锆和铌,且铜、银、铬、锆和铌的质量比为(92.3~99.86):(0.1~4.0):(0.02~1.5):(0.01~1.2):(0.01~1.0)。
为进一步提高熔炼过程中熔体的纯净度,降低杂质元素的含量,进而为后续导电导热性能和力学性能的改善提供成分组织保证,提高材料的传导性能和力学性能,改善材料的微观组织,优选的,所述原料为金属单质或合金。
为进一步保证良好液固界面前沿实现定向凝固、获得良好表面质量的同时,提高连续化生产效率,优选的,步骤(2)中水冷的水压为50-150KPa,步骤(2)中热型水平连铸的拉出速度为10~100mm/min。
为后续组合形变热处理过程中多道次大变形量的冷变形拉拔提供原始直径保证,同时不会因为直径过小导致连铸过程出现拉断现象,优选的,步骤(2)中坯料的直径为5~25mm。
为充分发挥时效析出强化和形变强化的综合协同强化效果,优选的,步骤(3)中所述固溶处理是在900~960℃下保持0.5~1.5h,然后水冷;步骤(3)中所述拉拔塑性变形处理为5~10个道次的冷拉拔塑性变形处理,单道次变形量大于30%,总变形量大于85%;步骤(3)中所述时效处理是在400~600℃下保持0.5~8h,然后冷却,冷却方式为随炉冷却、空冷或风冷中的任意一种。
一种采用上述制备方法得到的高强度、高导电和高导热铜银系合金线材。
采用上述高强度高导电铜银系合金线材的制备方法制备得到的高强度高导电铜银系合金线材。该高强度高导电铜银系合金线材导电性能更好,强度更高,晶体性状规则,综合性能优异,导电率达到92.1%~97.9%IACS,抗拉强度达到456~538MPa,延伸率达到24.5%~37.9%。
附图说明
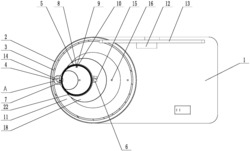
图1为实施例1~3中热型结晶器水平连续凝固装置的示意图;
图1中,1-炉体,2-垫块,3-熔体,4-石墨坩埚,5-压杆,6-第一热电偶,7-导流管,8-第二热电偶,9-一次冷却装置,10-牵引装置,11-杆坯,12-二次冷却装置,13-热型结晶器,14-加热棒。
具体实施方式
下面结合具体实施例对本发明作进一步说明。
下面实施例中的铜优选为电解铜,进一步优选为1号电解铜,1号电解铜的纯度≥99.95%,本发明配料中的铜可以为其他形式的铜,不局限于具体实施例中的电解铜;下面实施例中的银优选为高纯银颗粒,高纯银颗粒的纯度≥99.99%,本发明配料中的银可以为其他形式的银,不局限于具体实施例中的高纯银颗粒;下面实施例中的铬优选为高纯铬颗粒,高纯铬颗粒的纯度≥99.95%,本发明配料中的铬可以为其他形式的铬,不局限于具体实施例中的高纯铬颗粒;下面实施例中的锆优选为锆颗粒,锆颗粒的纯度≥99.5%,本发明配料中的锆可以为其他形式的锆,不局限于具体实施例中的锆颗粒;下面实施例中的铌优选为铌颗粒,铌颗粒的纯度≥99.95%,本发明配料中的铌可以为其他形式的铌,不局限于具体实施例中的铌颗粒。铜银系合金线材是指全部为铜银的合金线材,或者为铜银及其他微合金化元素的合金线材。拉出方式为水平拉出的热型连铸即为热型水平连铸。热型结晶器为含有加热棒的结晶器或含有加热棒的铸型。
下面实施例中高强度、高导电和高导热铜银系合金线材制备时采用的热型结晶器水平连续凝固装置包括熔炼装置以及与熔炼装置相连的凝固结晶装置,所述熔炼装置包括熔炼炉。熔炼炉包括炉体1,炉体1内腔底部设置有垫块2,垫块2上设置有石墨坩埚4,石墨坩埚4的内腔中设置有用来对熔体3进行挤压以流向结晶装置的压杆5。石墨坩埚4的坩埚壁上端设置有第一熔体出口,炉体的炉壁上端与第一熔体出口对应的位置设置有第二熔体出口。熔炼装置还包括导流管7,导流管7的一端从第一熔体出口穿过并伸入石墨坩埚4中,另一端从第二熔体出口中穿过并伸到炉体外。石墨坩埚4的炉壁上端的端面上设置有沿竖直方向在炉壁内延伸的测量孔,测量孔插装设置有第一热电偶6。第一热电偶6的下端穿过测量孔伸入导流管7中。
导流管7伸到炉体外的一端上连接有凝固结晶装置。凝固结晶装置的核心为热型结晶器13。热型结晶器13包括结晶器壁,结晶器壁围成供熔体通过的结晶通道,熔体通过不同直径的通道,最终凝固出相应直径的杆坯11。热型结晶器壁13内嵌设有加热棒14。加热棒14为硅碳棒。热型结晶器13还包括设置在热型结晶器13出口的第二热电偶8,第二热电偶8用来测量热型结晶器的温度,第二热电偶8的测量段深入到热型结晶器13内部靠近出口的位置,但未伸入到熔体中。
石墨坩埚内的熔体通过导流管进入热型结晶器13中,在热型结晶器13的出口处,熔体冷凝,逐渐形成固态的杆坯11。热型结晶器13的出口外在杆坯11的圆周方向设置有一次冷却装置9对杆坯11进行喷水冷却。沿杆坯11运行方向的下游,在杆坯11的上下两侧还设置有二次冷却装置12对杆坯11进行二次喷水冷却。沿杆坯11运行方向的下游,还设置有牵引装置10对杆坯11进行牵引。牵引装置10为牵引机。
高强度、高导电和高导热铜银系合金线材的制备方法的实施例1
本实施例的高强度、高导电和高导热铜银系合金线材的制备方法,包括以下步骤:
(1)配料与熔炼:选用1号电解铜和高纯银颗粒为原料,按照铜银系合金线材中铜与银的质量比为96:4进行配料;其中1号电解铜的纯度为99.95%,高纯银颗粒的纯度为99.99%;将配好的原料放入高纯石墨坩埚内进行加热熔炼,熔炼温度控制在1100℃;熔炼过程在热型结晶器水平连续凝固装置中进行;
(2)热型水平连铸:在热型结晶器水平连续凝固装置中进行热型水平连铸,熔体采用热型结晶器进行加热结晶,热型结晶器中熔体的温度保持在铜银系合金线材的熔点1084.5℃之上,然后水冷,水冷的水压为150KPa,以100mm/min的速度拉出,二次冷却,得直径为5mm的铜银系合金连铸坯料;
(3)组合形变热处理:将直径为5mm的铜银系合金连铸坯料依次进行固溶处理、拉拔塑性变形处理和时效热处理,即得高强度、高导电和高导热铜银系合金线材;固溶处理是在890℃下保持2.0h,然后水冷;拉拔塑性变形处理为5个道次的冷拉拔塑性变形处理,单道次变形量为40%,总变形量为99.84%;时效处理是在400℃下保持0.5h,然后随炉冷却。
高强度、高导电和高导热铜银系合金线材的制备方法的实施例2
本实施例的高强度、高导电和高导热铜银系合金线材的制备方法,包括以下步骤:
(1)配料与熔炼:选用1号电解铜、高纯银颗粒和高纯铬颗粒为原料,按照铜银系合金线材中铜、银与铬的质量比为96.5:2.0:1.5进行配料;其中1号电解铜的纯度为99.95%,高纯银颗粒的纯度为99.99%,高纯铬颗粒的纯度为99.95%;将配好的原料放入高纯石墨坩埚内进行加热熔炼,熔炼温度控制在1200℃;熔炼过程在热型结晶器水平连续凝固装置中进行;
(2)热型水平连铸:在热型结晶器水平连续凝固装置中进行热型水平连铸,熔体采用热型结晶器进行加热结晶,热型结晶器中熔体的温度保持在铜银系合金线材的熔点1084.5℃之上,然后水冷,水冷的水压为100KPa,以50mm/min的速度拉出,二次冷却,得直径为12mm的铜银系合金连铸坯料;
(3)组合形变热处理:将直径为12mm的铜银系合金连铸坯料依次进行固溶处理、拉拔塑性变形处理和时效热处理,即得高强度、高导电和高导热铜银系合金线材;固溶处理是在980℃下保持0.5h,然后水冷;拉拔塑性变形处理为7个道次的冷拉拔塑性变形处理,单道次变形量为37%,总变形量为97.14%;时效处理是在500℃下保持2h,然后随炉冷却。
高强度、高导电和高导热铜银系合金线材的制备方法的实施例3
本实施例的高强度、高导电和高导热铜银系合金线材的制备方法,包括以下步骤:
(1)配料与熔炼:选用1号电解铜、高纯银颗粒、高纯铬颗粒、锆颗粒和铌颗粒为原料,按照铜银系合金线材中铜与银的质量比为99.86:0.1:0.02:0.01:0.01进行配料;其中1号电解铜的纯度为99.95%,高纯银颗粒的纯度为99.99%,高纯铬颗粒的纯度为99.95%,锆颗粒的纯度为99.5%,铌颗粒的纯度为99.95%;将配好的原料放入高纯石墨坩埚内进行加热熔炼,熔炼温度控制在1300℃;熔炼过程在热型结晶器水平连续凝固装置中进行;
(2)热型水平连铸:在热型结晶器水平连续凝固装置中进行热型水平连铸,熔体采用热型结晶器进行加热结晶,热型结晶器中熔体的温度保持在铜银系合金线材的熔点1084.5℃之上,然后水冷,水冷的水压为50KPa,以10mm/min的速度拉出,二次冷却,得直径为25mm的铜银系合金连铸坯料;
(3)组合形变热处理:将直径为25mm的铜银系合金连铸坯料依次进行固溶处理、拉拔塑性变形处理和时效热处理,即得高强度、高导电和高导热铜银系合金线材;固溶处理是在900℃下保持1.0h,然后水冷;拉拔塑性变形处理为10个道次的冷拉拔塑性变形处理,单道次变形量为30%,总变形量为85%;时效处理是在600℃下保持0.5h,然后随炉冷却。
高强度、高导电和高导热铜银系合金线材的实施例1
本实施例的高强度、高导电和高导热铜银系合金线材,由高强度、高导电和高导热铜银系合金线材的制备方法的实施例1中的制备方法制备得到。
高强度、高导电和高导热铜银系合金线材的实施例2
本实施例的高强度、高导电和高导热铜银系合金线材,由高强度、高导电和高导热铜银系合金线材的制备方法的实施例2中的制备方法制备得到。
高强度、高导电和高导热铜银系合金线材的实施例3
本实施例的高强度、高导电和高导热铜银系合金线材,由高强度、高导电和高导热铜银系合金线材的制备方法的实施例3中的制备方法制备得到。
试验例
对本发明的高强度、高导电和高导热铜银系合金线材的制备方法实施例1~3中制备得到的高强度、高导电和高导热铜银系合金线材进行直径、导电率、导热率、抗拉强度和延伸率的测试。直径、导电率、导热率、抗拉强度和延伸率的测试均采用本领域常用的测试方法。
结果表明:
由本发明的高强度、高导电和高导热铜银系合金线材的制备方法实施例1中制备得到的高强度、高导电和高导热铜银系合金线材,直径为0.01mm,导电率为97.9%IACS,导热率为312.6W·(m·K)-1,抗拉强度为456MPa,延伸率为37.9%。
由本发明的高强度、高导电和高导热铜银系合金线材的制备方法实施例2中制备得到的高强度、高导电和高导热铜银系合金线材,直径为0.5mm,导电率为92.1%IACS,导热率为289.2W·(m·K)-1,抗拉强度为503MPa,延伸率为24.5%。
由本发明的高强度、高导电和高导热铜银系合金线材的制备方法实施例3中制备得到的高强度、高导电和高导热铜银系合金线材,直径为1.5mm,导电率为96.7%IACS,导热率为305.7W·(m·K)-1,抗拉强度为538MPa,延伸率为28.5%。
一种高强度、高导电和高导热铜银系合金线材及其制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。


















动态评分
0.0