









专利摘要
本发明公开了一种少齿差精密行星减速器内齿轮加工工艺,该内齿轮集成了具有支撑轴承外滚道,且具有圆弧包容槽为硬齿面的突出特征。步骤:A、选材并锻造毛坯;B、热处理;C、粗车外圆、端面,以外圆为基准加工内孔、轴承滚道;D、插齿加工圆弧包容槽;E、滚道、圆弧包容槽淬硬处理;F、粗磨内外圆与端面,以轴承滚道为基准粗磨圆弧包容槽;G、热处理;H、精磨外圆、端面;I、精磨轴承滚道、圆弧包容槽。本发明轴承滚道与圆弧包容槽以同一基准加工,保证了加工精度,降低安装误差,满足了减速器的高精度要求;轴承滚道、圆弧包容槽进行淬硬处理,提高了精密减速器的精度保持性与承载能力。
权利要求
1.少齿差精密行星减速器内齿轮加工工艺,其特征在于:包括以下步骤:
A、选材并锻造毛坯,根据零件结构特征及尺寸大小选择合适的材料;
B、热处理、消除锻件的残余应力;
C、粗车外圆及端面;以粗车后的外圆为基准,粗车内孔与轴承滚道内孔,留工艺余量,保证轴承滚道与外圆的同轴度;
D、以轴承滚道为基准,对圆弧包容槽插齿,留工艺余量;
E、对轴承滚道与圆弧包容槽的表面淬硬处理,保证淬硬层深度1.1-1.4mm,淬火表面硬度HRC58-62,芯部硬度HRC28-32;
F、粗磨轴承滚道、外圆与端面,留精磨加工余量,然后以粗磨后的轴承滚道为基准,粗磨圆弧包容槽;
G、热处理,消除表面应力,防止应力集中;
H、以轴承滚道为基准,磨削外圆、两端面到尺寸,保证尺寸、公差到图纸要求;
I、以外圆和端面为基准,精密磨削加工轴承滚道;以同一基准磨削加工圆弧包容槽,保证滚道圆度与尺寸,保证滚道与安装槽的位置度。
2.根据权利要求1所述的少齿差精密行星减速器内齿轮加工工艺,其特征在于:在步骤A中,选材为低碳优质合金钢材料,步骤E中,对轴承滚道与圆弧包容槽渗碳淬火处理,渗碳层深度为1.1-1.4mm。
3.根据权利要求1所述的少齿差精密行星减速器内齿轮加工工艺,其特征在于:在步骤A中,选材为高强度中碳钢材料,步骤E中,对滚道与圆弧包容槽局部高频淬火处理。
4.根据权利要求1所述的少齿差精密行星减速器内齿轮加工工艺,其特征在于:步骤G中,热处理为低温回火。
5.根据权利要求2或3所述的少齿差精密行星减速器内齿轮加工工艺,其特征在于:步骤B中的热处理为等温正火,等温正火硬度为HB160-190。
说明书
技术领域
本发明属于机械加工技术领域,涉及一种少齿差精密行星减速器内齿轮加工工艺。
背景技术
少齿差精密行星减速器具有传动精度高、传动比大、结构紧凑、承载能力大和传动效率高等突出的优点,广泛应用于机器人、矿山、冶金、化工、纺织、国防工业等工业领域。作为精密减速器,传动误差以及整机的精度保持性是衡量精密减速器的重要指标。内齿轮是该类减速器关键零部件之一,首先它与滚针、摆线齿轮共同构成精密减速器的关键啮合副,其次,它对输出机构起到支撑作用。要实现减速器的高传动精度,内齿轮的加工精度要求极高;同时,为实现减速器传动精度的保持性与使用寿命,需要内齿轮具备良好的耐磨性,此外,硬齿面圆弧包容槽有利于提高精密减速器的承载能力。申请号为200510057463.2的双圆盘摆线轮行星传动装置;申请号为201420140453.x的封闭型摆线精密减速器,两件申请专利中的精密减速器内齿轮均采用滚道集成方式,将减速器支撑轴承集成于内齿轮。
该种结构的内齿轮与普通摆线精密减速器、RV减速器的不同之处在于吃撑轴承外滚道集成于内齿轮上,结构更加紧凑;输入输出端盘与内齿轮采用交错滚子轴承支撑,提高了承载能力;轴承外滚道与内齿轮集成于一体,减少了误差分配环节,有利于提高了减速器传动精度,并降低关键零部件的经济加工精度;圆弧槽为硬齿面,在使用中提高了耐磨性,使减速器的精度保持性更加突出。目前通用摆线精密行星减速器内齿轮为软齿面,且输出机构轴承支撑部位硬度通用较低,但由于内齿轮的经济加工精度非常高,国内尚未解决少齿差精密行星减速器内齿轮的批量化高效高精度的制造技术难题,而对于具有硬齿面包容槽且集成了输出机构支撑轴承外滚道这种结构特点的内齿轮的批量化高效高精度制造工艺尚无研究成果报道。本专利提出了一种具有承载能力高、精度保持性好等突出特点的少齿差精密行星减速器内齿轮的加工工艺,该工艺可有效实现这种具有硬齿面包容槽和集成了支撑轴承外滚道的结构特征的内齿轮的高精度加工。
发明内容
有鉴于此,本发明的目的在于提供一种少齿差精密行星减速器内齿轮加工工艺,可以有效解决具有硬齿面圆弧包容槽和集成支撑轴承外滚道特征的内齿轮零件的加工问题,能满足少齿差精密行星减速器的承载能力高、精度保持性好等性能指标对内齿轮的经济加工精度的要求。
为达到上述目的,本发明提供如下技术方案:
少齿差精密行星减速器内齿轮加工工艺,其特征在于:包括以下步骤:
A、选材并锻造毛坯,根据零件结构特征及尺寸大小选择合适的材料;
B、热处理、消除锻件的残余应力;
C、粗车外圆及端面;以粗车后的外圆为基准,粗车内孔与轴承滚道内孔,留工艺余量,保证轴承滚道与外圆的同轴度;
D、以轴承滚道为基准,对圆弧包容槽插齿,留工艺余量;
E、对轴承滚道与圆弧包容槽的表面淬硬处理,保证淬硬层深度1.1-1.4mm,淬火表面硬度HRC58-62,芯部硬度HRC28-32;
F、粗磨轴承滚道、外圆与端面,留精磨加工余量,然后以粗磨后的轴承滚道为基准,粗磨圆弧包容槽;
G、热处理,消除表面应力,防止应力集中;
H、以轴承滚道为基准,磨削外圆、两端面到尺寸,保证尺寸、公差到图纸要求;
I、以外圆和端面为基准,精密磨削加工轴承滚道;以同一基准磨削加工圆弧包容槽,保证滚道圆度与尺寸,保证滚道与安装槽的位置度。
进一步,在步骤A中,选材为低碳优质合金钢材料,步骤E中,对轴承滚道与圆弧包容槽渗碳淬火处理,渗碳层深度为1.1-1.4mm。
进一步,在步骤A中,选材为高强度中碳钢材料,步骤E中,对滚道与圆弧包容槽局部高频淬火处理。
进一步,步骤G中,热处理为低温回火。
进一步,步骤B中的热处理为等温正火,等温正火硬度为H B160-190。
本发明的有益效果在于:
1、提出了滚道一体式内齿轮的加工工艺,解决了无成熟批量化加工工艺的空白;
2、提高了滚道与圆弧包容槽表面硬度,从而提精密减速器的承载能力,并提高了减速器的精度保持性;
3、圆弧包容槽与滚道以同一基准加工,保证了加工精度,保证了内齿轮与摆线轮、行星架的同轴度等配合精度;
4、减少了零部件个数,节约成本,且减少装配尺寸链的尺寸数量,从而降低了整机成本。
附图说明
为了使本发明的目的、技术方案和有益效果更加清楚,本发明提供如下附图进行说明:
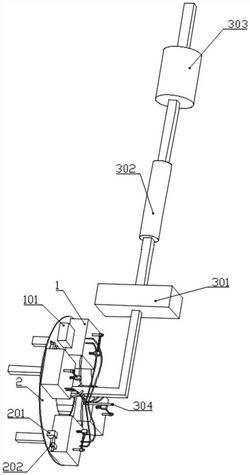
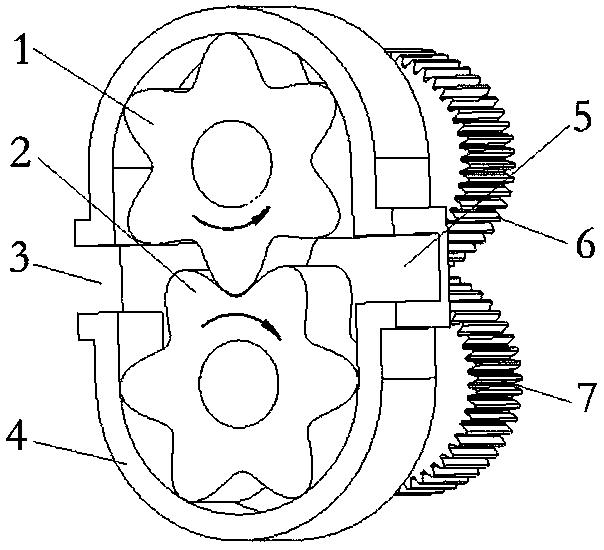
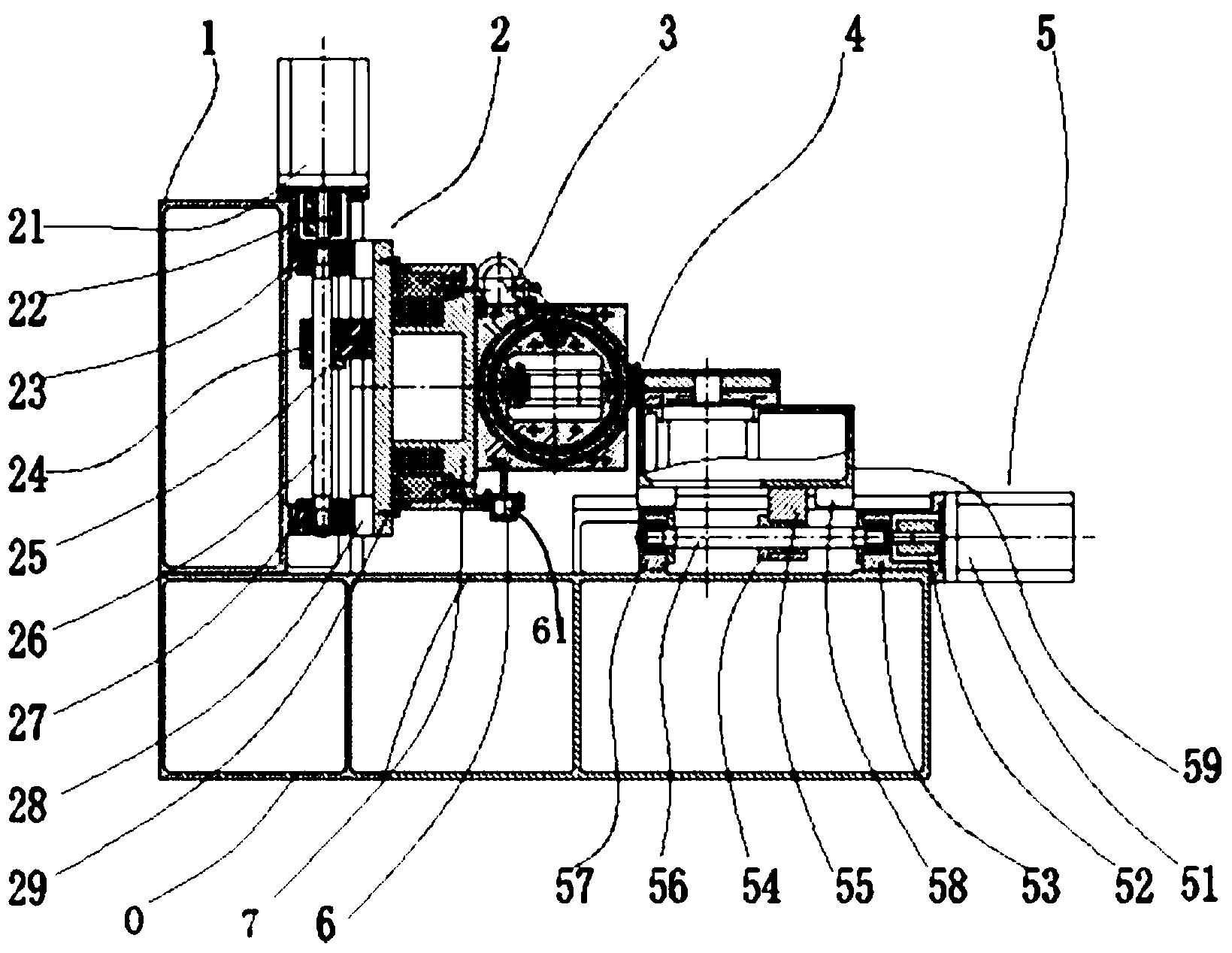
图1为本发明少齿差精密行星减速器内齿轮加工工艺的结构示意图;
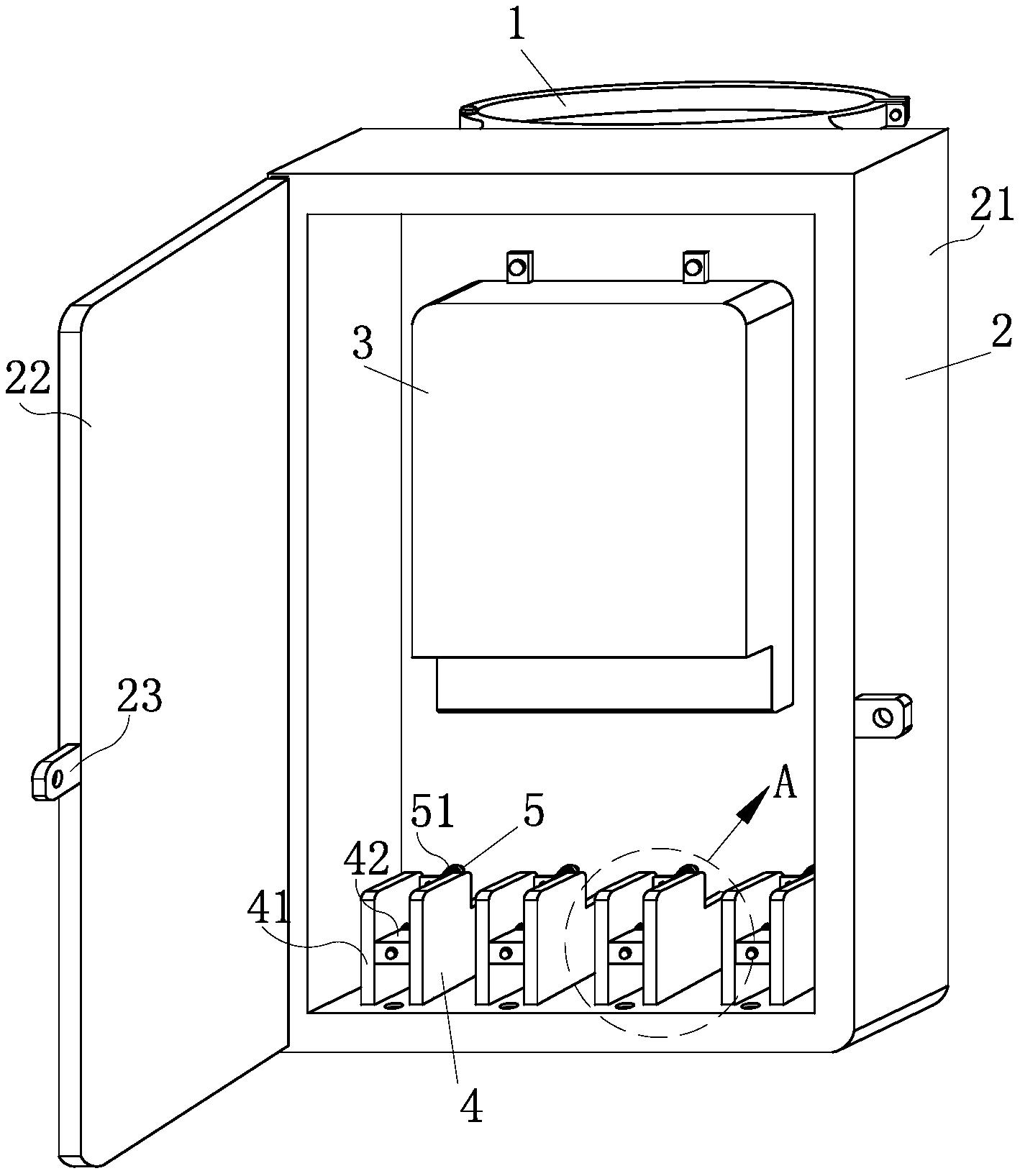
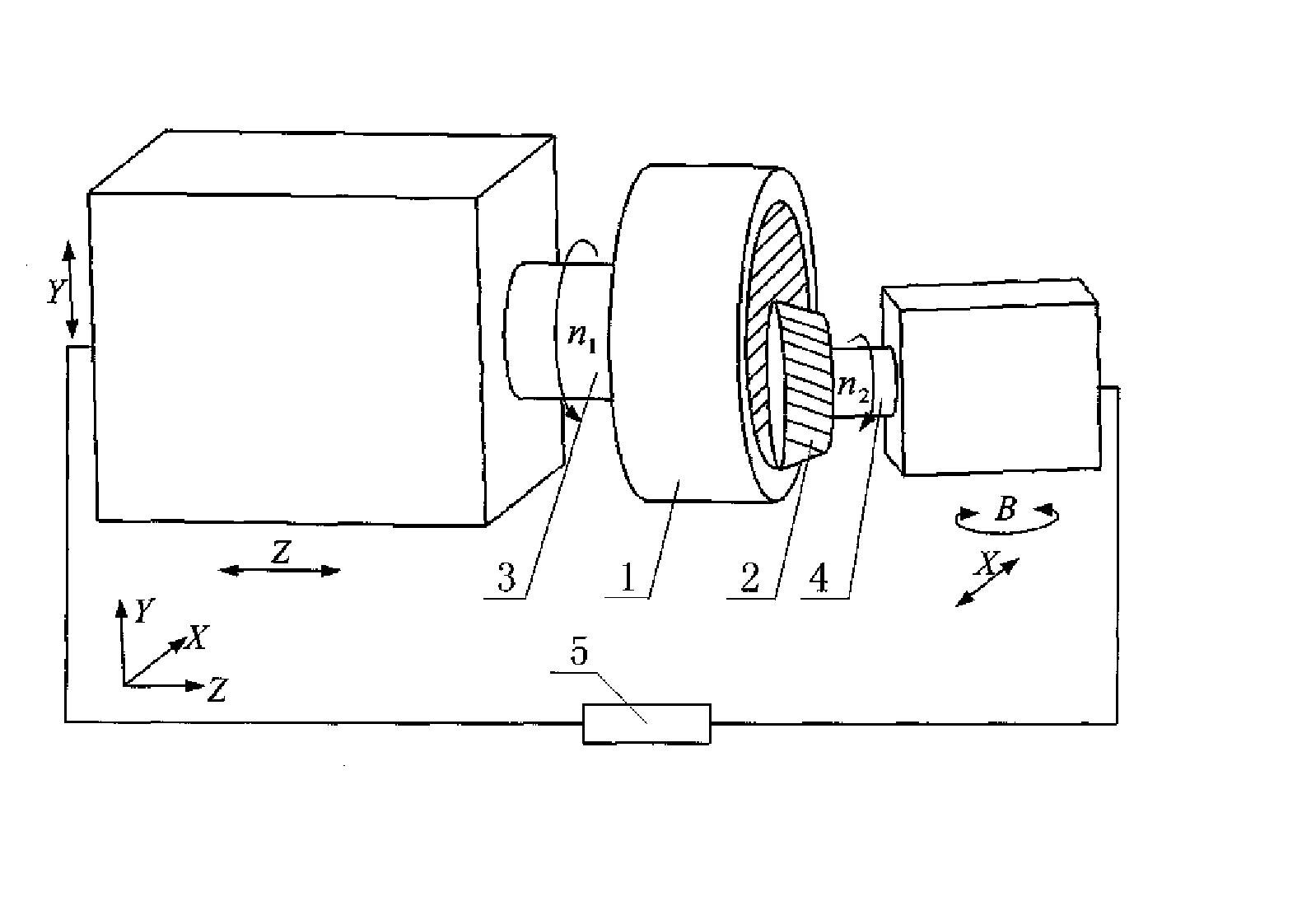
图2为图1的主视图;
图3为图2沿A-A的剖视图。
具体实施方式
下面将结合附图,对本发明的优选实施例进行详细的描述。
实施例1,
1)锻造:选用材料为低碳优质合金钢,采用模锻的方式锻造出毛坯;
2)等温正火,等温正火硬度为HB160-190;
3)粗车:粗车毛坯外圆,平左右端面,留工艺余量0.5mm,保证加工尺寸;以外圆为定位基准,粗车内孔与轴承滚道内孔,控制各个内孔之间的同轴度、与端面的垂直度;
4)插齿:以轴承滚道5为基准,采用专用插刀加工内齿轮圆弧包容槽7,留余量0.5mm;
5)热处理:对滚道1、5以及内齿轮圆弧包容槽7渗碳淬火,渗碳层深度1-1.2mm,表面硬度HRC58-62,做好其余部分的防渗处理;
6)粗磨:以A为基准,粗磨右端面6、外圆4以及轴承滚道5,保证外圆4与轴承滚道5的同轴度、端面6与轴承滚道5的垂直度;掉头,以外圆4为基准,磨削外圆3、端面2以及轴承滚道1,保证形位公差;
7)粗磨齿:以轴承滚道5为基准,粗磨圆弧包容槽6;
8)低温回火,消除表面应力;
9)精磨:以轴承滚道为基准,精磨右端面6与外圆3,形位要求达到要求并进行抽检;以同一基准,精磨基准面A、B与端面2,保证尺寸内齿轮宽度、外圆尺寸达到要求。
10)精磨滚道与圆弧包容槽:以A、B为基准,装夹磨削轴承滚道内孔及端面,保证轴承滚道同轴度与尺寸;以同一基准,磨削圆弧包容槽。
11)采用连续式超声波清洗机清洗,然后检验、包装、入库。
实施例2,
1)锻造:选用材料为高强度中碳钢材料,采用模锻的方式锻造出毛坯;
2)等温正火,等温正火硬度为HB160-190;
3)粗车:粗车毛坯外圆,平左右端面,留工艺余量0.5mm,保证加工尺寸;以外圆为定位基准,粗车内孔与轴承滚道内孔,控制各个内孔之间的同轴度、与端面的垂直度;
4)插齿:以滚道5为基准,采用专用插刀加工内齿轮圆弧包容槽7,留余量0.5mm;
5)热处理:对滚道1、5以及内齿轮圆弧包容槽7局部高频淬火处理;
6)粗磨:以A为基准,粗磨右端面6、外圆4以及轴承滚道5,保证外圆4与轴承滚道5的同轴度、端面6与轴承滚道5的垂直度;掉头,以外圆4为基准,磨削外圆3、端面2以及轴承滚道1,保证形位公差;
7)粗磨齿:以轴承滚道5为基准,粗磨圆弧包容槽6;
8)低温回火,消除表面应力;
9)精磨:以轴承滚道为基准,精磨右端面6与外圆3,形位要求达到要求并进行抽检;以同一基准,精磨基准面A、B与端面2,保证尺寸内齿轮宽度、外圆尺寸达到要求。
10)精磨滚道与圆弧包容槽:以A、B为基准,装夹磨削轴承滚道内孔及端面,保证轴承滚道同轴度与尺寸;以同一基准,磨削圆弧包容槽。
11)采用连续式超声波清洗机清洗,然后检验、包装、入库。
最后说明的是,以上优选实施例仅用以说明本发明的技术方案而非限制,尽管通过上述优选实施例已经对本发明进行了详细的描述,但本领域技术人员应当理解,可以在形式上和细节上对其作出各种各样的改变,而不偏离本发明权利要求书所限定的范围。
少齿差精密行星减速器内齿轮加工工艺专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0