







专利摘要
本实用新型属于微细电解加工技术领域,尤其涉及一种微细电解加工电极及其加工方法、微细电解加工装置,该微细电解加工电极包括多个电极片,电极片依次叠层设置并形成电极片组件,电极片组件内有多个电极片的一端上设有用于加工工件的二维微结构,各二维微结构一一对应设置并围设形成与工件上三维微结构的形状相适配的三维腔室;电极片组件内有一个或者多个电极片的表面上开设有流通槽,流通槽的第一端延伸出对应的电极片外,流通槽的第二端与三维腔室连通。该微细电解加工电极,促进了加工区域内电解液的及时更新和电解产物的快速排出,避免在加工复杂微结构表面出现“死水区”,可以满足大深度三维微结构的高效稳定加工使用要求。
权利要求
1.一种微细电解加工电极,其特征在于:包括多个电极片,所述电极片依次叠层设置并形成电极片组件,所述电极片组件内有多个所述电极片的一端上设有用于加工工件的二维微结构,各所述二维微结构一一对应设置并围设形成与工件上三维微结构的形状相适配的三维腔室;所述电极片组件内有一个或者多个所述电极片的表面上开设有流通槽,所述流通槽的第一端延伸出对应的所述电极片外,所述流通槽的第二端与所述三维腔室连通。
2.根据权利要求1所述的微细电解加工电极,其特征在于:所述流通槽呈直线状并背向所述三维腔室延伸。
3.根据权利要求1所述的微细电解加工电极,其特征在于:在多个所述电极片上均开设有所述流通槽时,各所述流通槽一一正对设置并共同围设形成用于供电解液流通的流道。
4.根据权利要求1~3任一项所述的微细电解加工电极,其特征在于:所述微细电解加工电极中与各所述电极片的叠层方向平行的相对两侧壁面均设有连接层,各所述电极片的相对两侧壁面分别与两个所述连接层连接。
5.根据权利要求4所述的微细电解加工电极,其特征在于:各所述电极片的相对两表面上均镀设有低熔点金属膜层,所述连接层为利用干式火花放电产生的瞬时高温熔化各所述电极片对应边缘处的所述低熔点金属膜层后停留在所述微细电解加工电极的侧壁面上而制成。
6.根据权利要求1所述的微细电解加工电极,其特征在于:所述电极片为镀设有低熔点金属的铜箔片或者镀设有低熔点金属的不锈钢箔片。
7.根据权利要求5所述的微细电解加工电极,其特征在于:所述低熔点金属膜层为锡膜层或者锡铋合金膜层。
8.根据权利要求5所述的微细电解加工电极,其特征在于:所述低熔点金属膜层的厚度范围3μm~10μm。
9.根据权利要求1~3任一项所述的微细电解加工电极,其特征在于:所述电极片的厚度范围为40μm~120μm。
10.一种微细电解加工装置,其特征在于:包括权利要求1~9任一项所述的微细电解加工电极。
说明书
技术领域
本实用新型属于微细电解加工技术领域,尤其涉及一种微细电解加工电极及微细电解加工装置。
背景技术
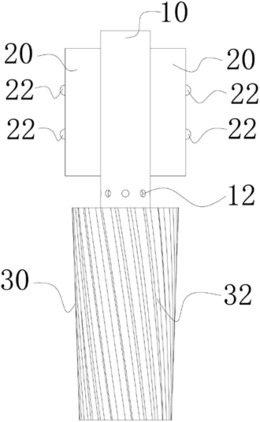
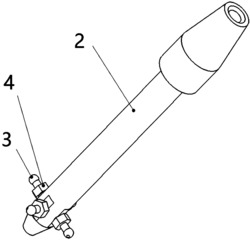
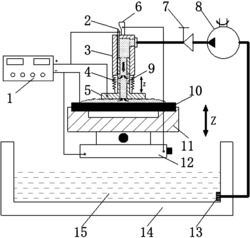
微细电解加工是基于电化学反应使阳极工件发生溶解以加工三维微结构的一种加工方式。具有工具电极无损耗,可以避免机械加工、电火花加工和激光加工后的熔凝层、热影响区和残余应力等缺陷,可加工任何强度和硬度的导电材料。参阅图1所示,对于微细电解加工工件30上的三维微结构而言,目前主要采用微柱状电极40进行逐层扫描电解加工。由于微柱状电极40的横截面尺寸微小,使得其抗干扰能力差,并且加工效率低,特别是加工深度较大时,加工区域内电解液更新困难且电解产物不易排出,难以实现大深度三维微结构的加工。因此,如何制备出合理的工具电极以实现大深度三维微结构的高效稳定微细电解加工仍然是急待解决的问题。
实用新型内容
本实用新型的目的在于提供一种微细电解加工电极及微细电解加工装置,旨在解决现有技术中的微细电解加工电极无法实现大深度三维微结构高效稳定加工的技术问题。
为实现上述目的,本实用新型采用的技术方案是:一种微细电解加工电极,包括多个电极片,所述电极片依次叠层设置并形成电极片组件,所述电极片组件内有多个所述电极片的一端上设有用于加工工件的二维微结构,各所述二维微结构一一对应设置并围设形成与工件上三维微结构的形状相适配的三维腔室;所述电极片组件内有一个或者多个所述电极片的表面上开设有流通槽,所述流通槽的第一端延伸出对应的所述电极片外,所述流通槽的第二端与所述三维腔室连通。
可选地,所述流通槽呈直线状并背向所述三维腔室延伸。
可选地,在多个所述电极片上均开设有所述流通槽时,各所述流通槽一一正对设置并共同围设形成用于供电解液流通的流道。
可选地,所述微细电解加工电极中与各所述电极片的叠层方向平行的相对两侧壁面均设有连接层,各所述电极片的相对两侧壁面分别与两个所述连接层连接。
可选地,各所述电极片的相对两表面上均镀设有低熔点金属膜层,所述连接层为利用干式火花放电产生的瞬时高温熔化各所述电极片对应边缘处的所述低熔点金属膜层后停留在所述微细电解加工电极的侧壁面上而制成。
可选地,所述电极片为镀设有低熔点金属的铜箔片或者镀设有低熔点金属的不锈钢箔片。
可选地,所述低熔点金属膜层为锡膜层或者锡铋合金膜层。可选地,所述低熔点金属膜层的厚度范围3μm~10μm。
可选地,所述电极片的厚度范围为40μm~120μm。
本实用新型提供的微细电解加工电极中的上述一个或多个技术方案至少具有如下技术效果之一:工作时,首先,将电极片组件背向三维腔室的端部夹紧在微细电解加工装置内的夹具上,且电极片组件上设有三维腔室的端部外露出夹具外并正对工件上的加工区域,然后,再将电极片组件接脉冲电源负极,工件接脉冲电源正极,同时,电解液通过叠层电极片上的流通槽供给到加工腔内,从而使得电解液直接快速供给到工件加工区域,最后,再将电极片组件以合适的速度向工件持续进给,从而实现工件上的三维微结构的微细电解加工。在此过程中,新鲜的电解液持续不断地从电极片上的流通槽进入到工件上的加工区域,使得加工区域内的电解液不断地溢出,同时溢出的电解液带走电解产物,从而促进了工件加工区域内电解液的及时更新和电解产物的快速排出,保证了良好的加工环境,避免在加工复杂微结构表面出现“死水区”,进而提高加工过程的稳定性、加工效率和质量,从而可以满足大深度三维微结构的高效稳定加工使用要求。
在本实用新型的另一个技术方案:一种微细电解加工装置,包括上述的微细电解加工电极。
具体地,本实用新型实施例的微细电解加工装置,由于采用上述的微细电解加工电极,那么在该微细电解加工装置加工工件的过程中,新鲜的电解液持续不断地从电极片上的流通槽进入到工件上的加工区域,促进了工件加工区域内电解液的及时更新和电解产物的快速排出,保证了良好的加工环境,避免在加工复杂微结构表面出现“死水区”,进而提高加工过程的稳定性、加工效率和质量,从而可以满足大深度三维微结构的高效稳定加工使用要求。
附图说明
为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
图1为背景技术描述的采用微柱状电极逐层扫描电解加工工件上的三维微结构的示意图。
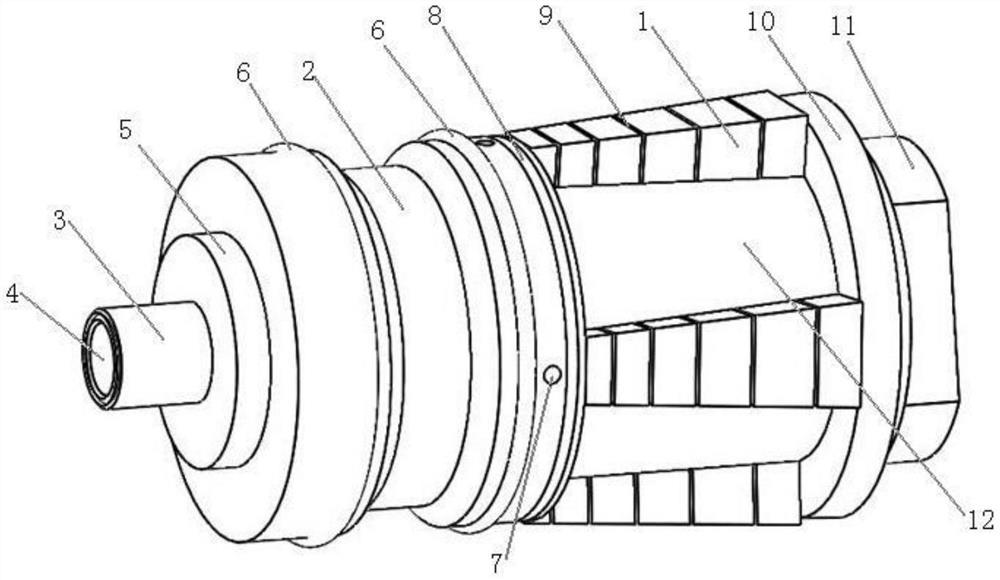
图2为本实用新型实施例提供的微细电解加工电极的结构示意图。
图3为图1所示的微细电解加工电极的爆炸图。
图4为本实用新型另一实施例提供的微细电解加工电极的结构示意图。
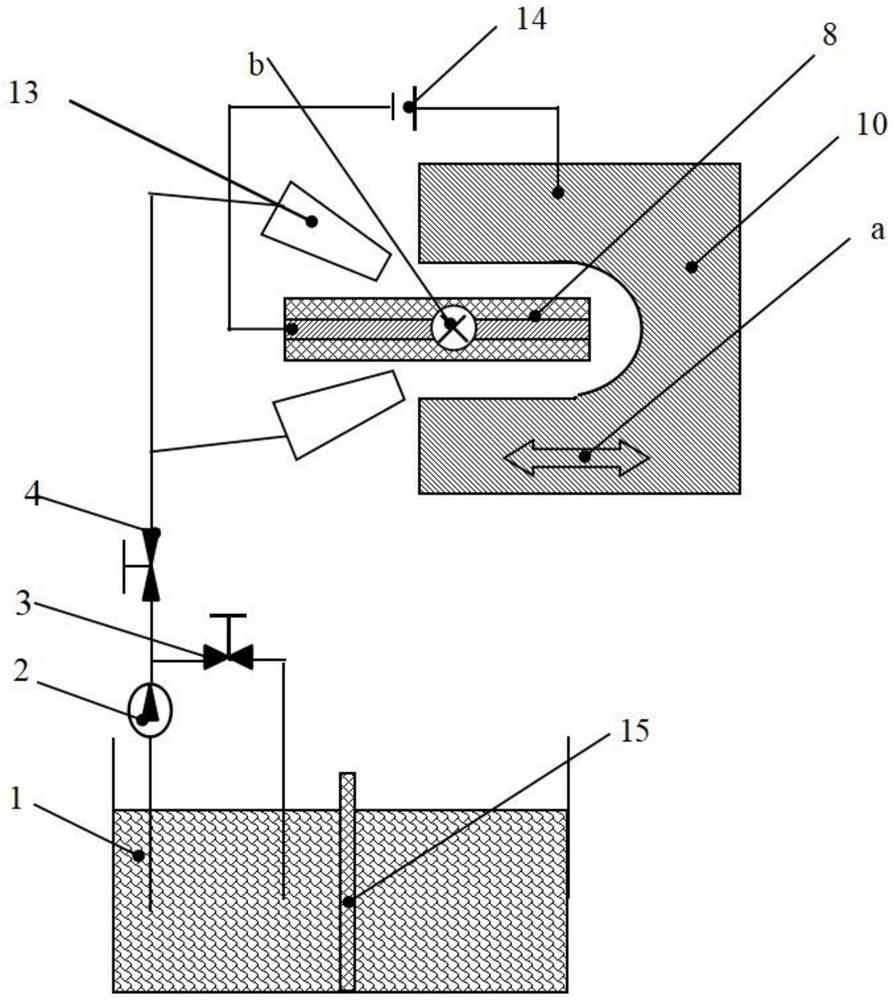
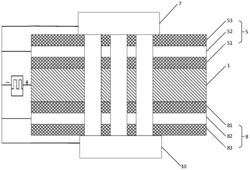
图5为图4所示的微细电解加工电极加工工件的电解液流向示意图。
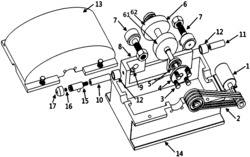
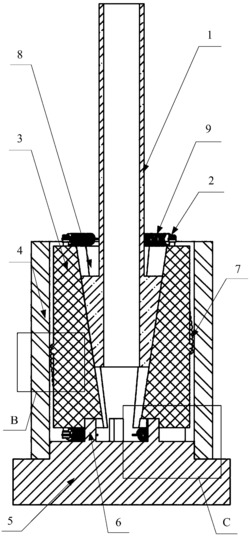
图6为本实用新型另一实施例提供的微细电解加工电极的加工制作方法中采用的数控机床的结构示意图。
其中,图中各附图标记:
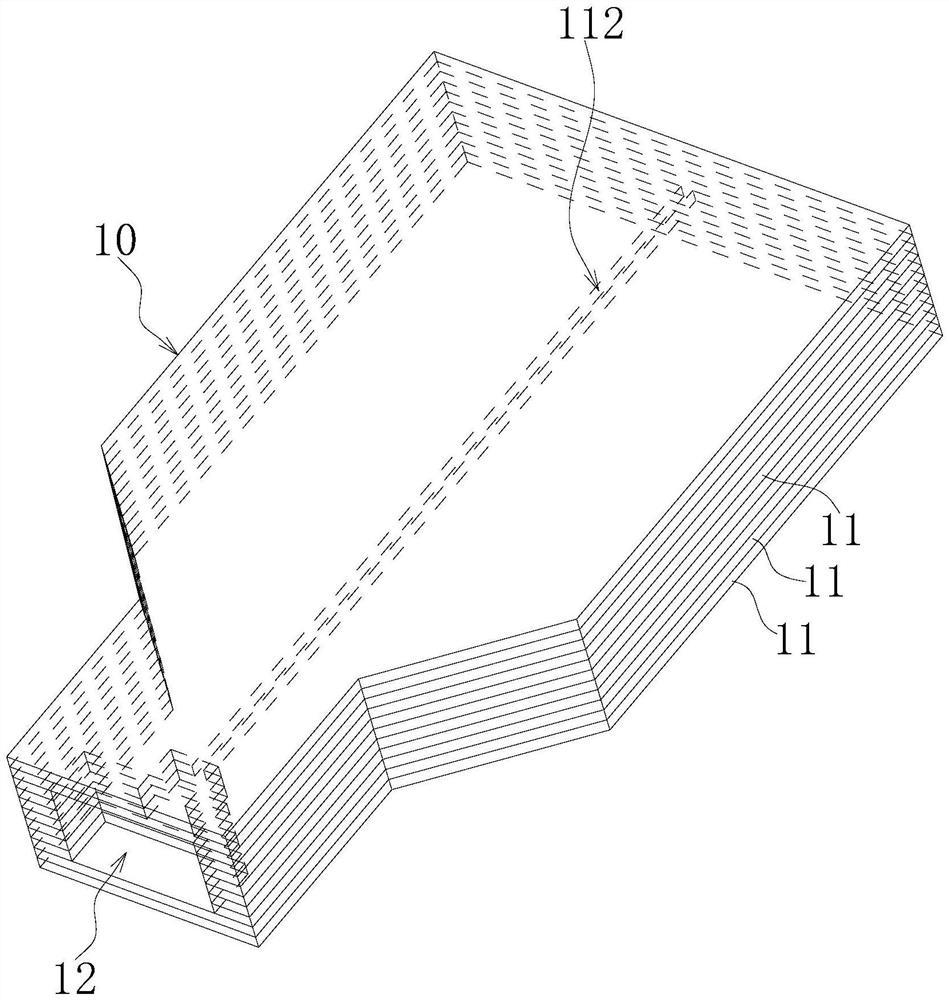
10—电极片组件 11—电极片 12—三维腔室
13—连接层 20—数控机床 21—夹具
22—第一挡杆 23—第二档杆 24—加工机构
25—加工位 30—工件 31—三维微结构
40—微柱状电极 111—二维微结构112—流通槽。
具体实施方式
下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图2~6描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。
在本实用新型的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
如图2~6所示,在本实用新型的一个实施例中,提供一种微细电解加工电极,适用于逐层扫描电解加工工件30上的三维微结构。
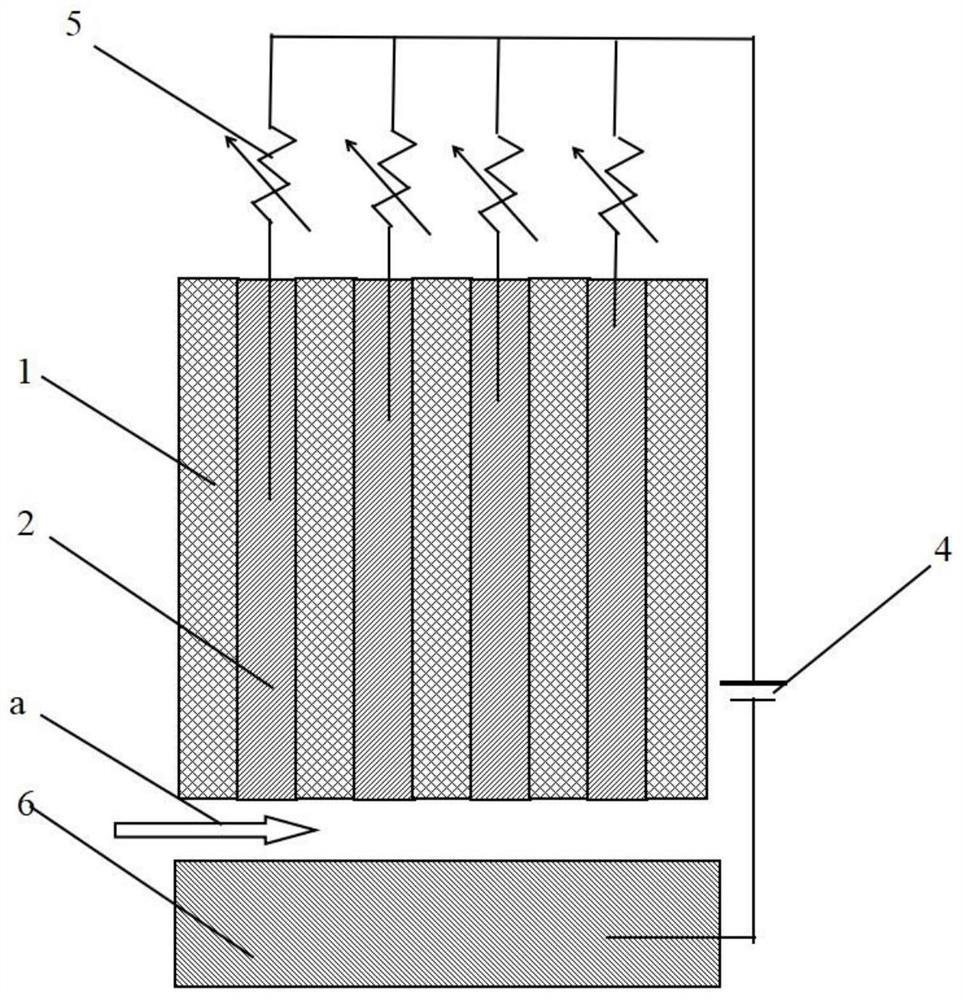
参阅图2和图3所示,该微细电解加工电极包括多个电极片11,电极片11依次叠层设置并形成电极片组件10,电极片组件10内有多个电极片11的一端上设有二维微结构111,各二维微结构111一一对应设置并围设形成与工件30上三维微结构的形状相适配的三维腔室12;电极片组件10内有一个或者多个电极片11的表面上开设有流通槽112,流通槽112的第一端延伸出对应的电极片11外,流通槽112的第二端与三维腔室12连通。其中,参阅图2和图3所示,二维微结构111可以呈缺口状,多个叠层对应设置呈缺口状的二维微结构111共同围设形成三维腔室12。
具体地,本实用新型实施例的微细电解加工电极,工作时,首先,将电极片组件10背向三维腔室12的端部夹紧在微细电解加工装置内的夹具上,且电极片组件10上设有三维腔室12的端部外露出夹具外并正对工件30上的加工区域,然后,再将电极片组件10接脉冲电源负极,工件30接脉冲电源正极,同时,电解液通过叠层电极片11上的流通槽112供给到加工腔内,从而使得电解液直接快速供给到工件30加工区域,最后,再将电极片组件10以合适的速度向工件30持续进给,从而实现工件30上的三维微结构的微细电解加工。在此过程中,参阅图5所示,新鲜的电解液持续不断地从电极片11上的流通槽112进入到工件30上的加工区域,使得加工区域内的电解液不断地溢出,同时溢出的电解液带走电解产物,从而促进了工件30加工区域内电解液的及时更新和电解产物的快速排出,保证了良好的加工环境,避免在加工复杂微结构表面出现“死水区”,进而提高加工过程的稳定性、加工效率和质量,从而可以满足大深度三维微结构的加工使用要求。
本实施例中,该微细电解加工电极与现有的微柱状电极40逐层扫描电解加工三维微结构相比,该微细电解加工电极加工的横截面积较大并且只需进行单向进给加工便可获得大深度三维微结构,加工方式简单、抗干扰能力强。
本实施例中,流通槽112可以沿电极片11的厚度方向贯穿电极片11,从而将电极片11分为两个部分。
本实施例中,三维腔室12的形状可以根据工件30的加工部位的形状设计,加工完成后的工件30加工部分的形状与三维腔室12的形状保持一致。
在本实用新型的另一个实施例中,参阅图2和图5所示,提供的该微细电解加工电极的流通槽112呈直线状并背向三维腔室12延伸。具体地,流通槽112呈直线状,电解液在流通槽112内的流动更为顺畅,电解液快速地流动,进一步地促进了工件30加工区域内电解液的及时更新和电解产物的快速排出,保证大深度三维微结构具有良好的加工效果,加工质量好;同时,微细电解加工电极呈竖向设置加工,且微细电解加工电极的三维腔室12位于下方,并正对位于微细电解加工电极下方的加工区域时;更具体地,流通槽112背向三维腔室12竖向延伸,这样电解液在流通槽112内流动时,在自身重力作用下,电解液的流动速度快,从而大大促进了工件30加工区域内电解液的及时更新和电解产物的快速排出,使得保证大深度三维微结构具有更好的加工效果,加工质量更好。
在本实用新型的另一个实施例中,提供的该微细电解加工电极的在多个电极片11上均开设有流通槽112时,各流通槽112一一正对设置并连通且共同围设形成用于供电解液流通的流道。具体地,多个的电极片11上均开设有流通槽112,并且多个流通槽112围设形成流道,该流道截面尺寸大,电解液在流道内的流速快,这样工件30加工区域的电解液更换速度快,电解产物排出的速度更快,加工效果更好,加工质量也越好,且电解液灌入流道内的操作也更为简单。
在本实用新型的另一个实施例中,参阅图4所示,提供的该微细电解加工电极中与各电极片11的叠层方向平行的相对两侧壁面均设有连接层13,各电极片11的相对两侧壁面分别与两个连接层13连接。具体地,各电极片11通过连接层13连接为一个整体,这样可以避免装夹电极片组件10时露出的电极片11因受力而造成电极片11张开分离,从而影响加工质量;同时,电极片11之间也不会因外力而出现相对错位移动,保证三维腔室12的形状保持不变,保证加工完成后的工件30满足设计要求。
在本实用新型的另一个实施例中,提供的该微细电解加工电极的各电极片11的相对两表面上均镀设有低熔点金属膜层,连接层13为利用火花放电产生的瞬时高温熔化各电极片11对应边缘处的低熔点金属膜层后停留在微细电解加工电极的侧壁面上而制成。具体地,干式电火花线对电极片组件10的相对两侧壁面处进行加工的过程中,火花放电产生的瞬间高温将各电极片11上边缘处的低熔点金属膜层熔化,最后各电极片11上熔化后的低熔点金属膜层与相邻的电极片11上熔化后的低熔点金属膜层连接在一起,从而将各电极片11位于同一侧壁连接在一起,使得叠层设置的各电极片11连接为一个整体,该制作方式操作简单,方便快捷。
在本实用新型的另一个实施例中,提供的该微细电解加工电极的电极片11为镀设有低熔点金属膜层的铜箔片;具体地,电极片11以铜箔片为基材,铜具有良好的导电性能好,可以保证良好的加工效果;同时,铜箔片的表面都设有低熔点金属膜层,这样便于利用干式电火花线切割中的高温熔化电极片11两侧壁面上的低熔点金属,从而形成连接层13,进而将各电极片11连接为一个整体。
在本实用新型的另一个实施例中,提供的该微细电解加工电极的电极片11为镀设有低熔点金属膜层的不锈钢箔片。具体地,电极片11以不锈钢箔片为基材,不锈钢在具有良好的导电性能的基础上,还具有良好强度,使得电极片11不易发生变形,避免因长时间使用而造成三维腔室12变形导致加工得到的工件30无法满足要求,提高该微细电解加工电极的使用寿命;同时,不锈钢箔片的表面都设有低熔点金属膜层,这样便于利用干式电火花线切割中的高温熔化电极片11两侧壁面上的低熔点金属,从而形成连接层13,进而将各电极片11连接为一个整体。
在本实用新型的另一个实施例中,提供的该微细电解加工电极的低熔点金属膜层为锡膜层;具体地,低熔点金属膜层由锡制作而成,由于锡的熔点低,易于融化,同时,锡的延展性好,融化后的锡会粘附在相邻的两个电极片11的侧壁面,从而将各电极片11稳定连接在一起,连接可靠性好。
在本实用新型的另一个实施例中,提供的该微细电解加工电极的低熔点金属膜层为锡铋合金膜层。具体地,低熔点金属膜层由锡铋合金制作而成,由于锡铋合金的熔点低,易于融化,同时,锡铋合金的延展性好,融化后的锡铋合金会粘附在相邻的两个电极片11的侧壁面,从而将各电极片11稳定连接在一起,连接可靠性好。
在本实用新型的另一个实施例中,提供的该微细电解加工电极的电极片11的厚度范围为40μm~120μm。具体地,电极片11的厚度可以为40μm、50μm、60μm、70μm、80μm、90μm、100μm、110μm或者120μm,位于该厚度范围内的电极片11可以满足大部分工件30的加工需要。
在本实用新型的另一个实施例中,提供的该微细电解加工电极的低熔点金属膜层的厚度范围3μm~10μm。具体地,低熔点金属膜层的厚度可以为3μm、5μm、7μm、9μm或者10μm,位于该厚度范围内的低熔点金属膜层在融化后可以稳定地将电极片11连接在一起,不仅可以避免因厚度过小而导致连接稳定性差,还可以避免因厚度过大而导致电极片11侧壁上材料堆积过多,而导致电极片11变形,造成三维腔室12的形状发生变化,最终导致加工失败。
在本实用新型的另一个实施例中,提供了一种微细电解加工装置,包括上述的微细电解加工电极。
具体地,本实用新型实施例的微细电解加工装置,由于采用上述的微细电解加工电极,那么在该微细电解加工装置加工工件30的过程中,新鲜的电解液持续不断地从电极片11上的流通槽112进入到工件30上的加工区域,促进了工件30加工区域内电解液的及时更新和电解产物的快速排出,保证了良好的加工环境,避免在加工复杂微结构表面出现“死水区”,进而提高加工过程的稳定性、加工效率和质量,从而可以满足大深度三维微结构的加工使用要求。
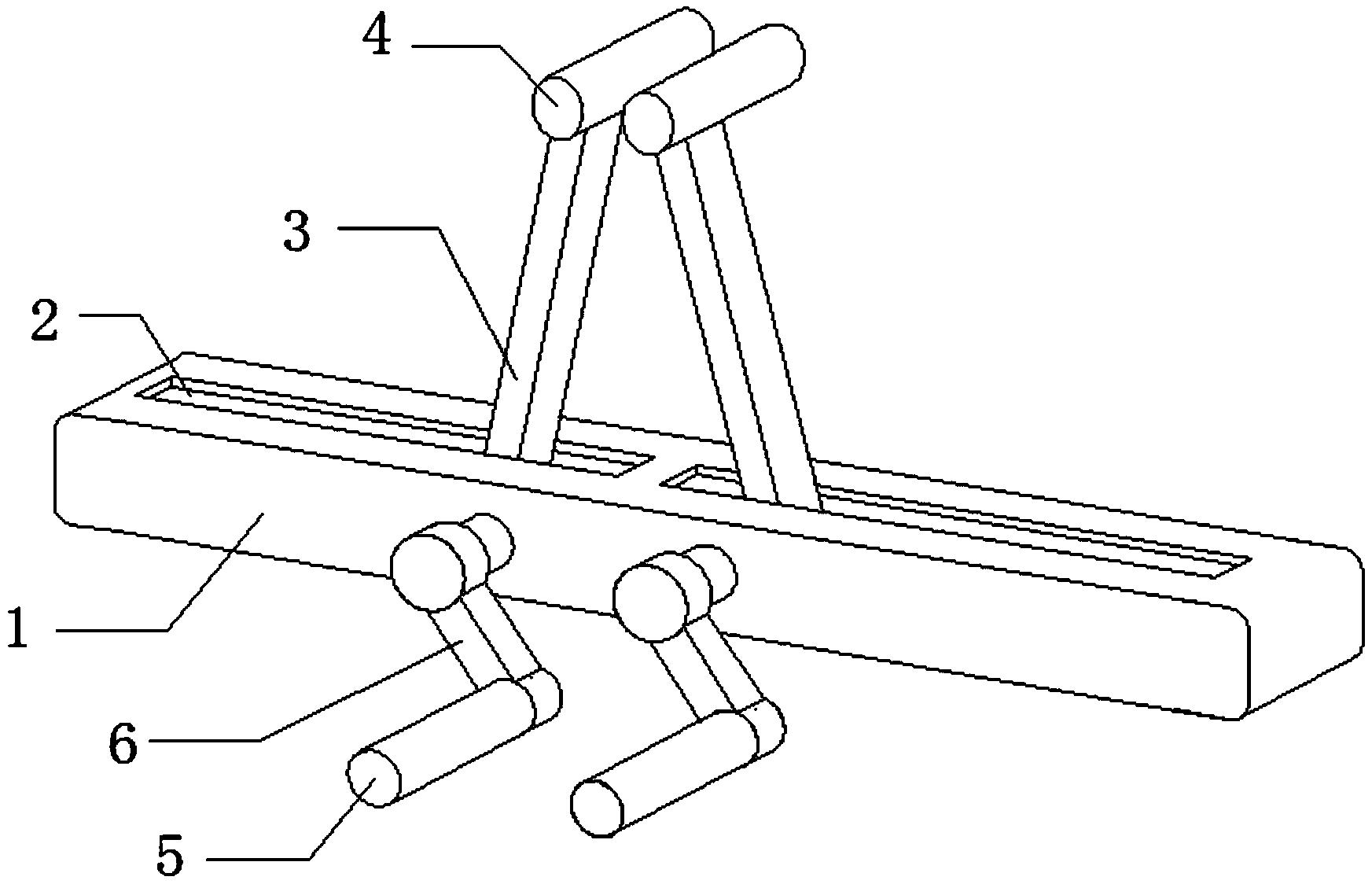
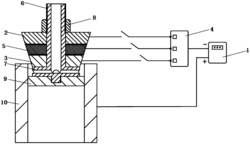
在本实用新型的另一个实施例中,参阅图6所示,提供了一种用于加工上述微细电解加工电极的加工制作方法,加工制作方法包括:
S1:提供数控机床20,将预设的具有流通槽112的电极几何模型数据导入数控机床20内;
S2:提供预设数量待加工的电极片11,将各待加工的电极片11叠层设置以形成待加工的电极片组件10,将待加工的电极片组件10的一端夹紧于数控机床20的夹具21上且各待加工的电极片11水平设置,数控机床20与待加工的电极片组件10的另一端的上方和下方分别设有第一挡杆22和第二档杆23,待加工的电极片组件10的另一端向上拨动并抵顶在第一挡杆22的上方,数控机床20的加工位25位于第一挡杆22和第二档杆23之间;优选地,待加工的电极片可以为箔片。
S3:将直接接触在第一挡杆22上的待加工的电极片11向下拨动,使得待加工的电极片11越过第一挡杆22并平铺在加工位25内;
S4:根据预设电极几何模型数据,数控机床20的加工机构24对位于加工位25内的待加工的电极片11进行切割加工出对应的电极片11、对应的电极片11上具有的二维微结构111以及对应的电极片11上具有的流通槽112;
S5:将加工完成的电极片11通过外力向下拨动,使得加工完成的电极片11越过加工位25和第二档杆23后并抵顶在第二档杆23的下方;
S6:重复步骤S3至步骤S5,直到预设数量的待加工的电极片11完全加工完成,得到微细电解加工电极。
具体地,本实用新型实施例的加工制作方法,首先,将预设的具有流通槽112的电极几何模型数据导入数据机床内,再将预设数量且叠层设置的待加工的电极片11的一端夹紧在数控机床20上的夹具21上,然后,将各待加工的电极片11的另一端向上掰起,使得各待加工的电极片11越过第一档杆后并其位于最下方的电极片11抵顶在第一挡杆22上,然后,将直接抵接一个待加工片向下掰出,使得该待加工的电极片11越过第一档杆后位于加工位25内,再启动数控机床20的加工机构24,加工机构24根据电极几何模型数据对该待加工的电极片11进行切割加工出对应的二维微结构111,最终一个电极片11,依次重复上述的步骤,直至加工完所有的待加工的电极片11,其中,当加工机构24在加工到位于需要设置流通槽112的待加工的电极片11时,其加工机构24在加工出该电极片11对应的二维微结构111的基础上还需要同时加工出对应的流通槽112,最终得到该微细电解加工电极;该加工制作方法,利用第一挡块和第二挡块依次对各电极片11进行加工,其加工方式更为简单,加工效率更高。
本实施例中,采用该加工制作方法加工得到的微细电解加工电极内部具有流通槽112,当该微细电解加工装置加工工件30的过程中,新鲜的电解液持续不断地从电极片11上的流通槽112进入到工件30上的加工区域,使得加工区域内的电解液不断地溢出,同时溢出的电解液带走电解产物,从而促进了工件30加工区域内电解液的及时更新和电解产物的快速排出,保证了良好的加工环境,避免在加工复杂微结构表面出现“死水区”,进而提高加工过程的稳定性、加工效率和质量,从而可以满足大深度三维微结构的高效稳定加工使用要求。
本实施例中,需要说明的是,根据预设的微细电解加工电极的几何模型,并根据预设的层数将该几何模型进行离散切片操作,从而获得各层电极片11所对应的轮廓数据,各层电极片11的轮廓数据以及排列数据作为电极几何模型数据使用,这样可以保证所有的待加工的电极片11完全加工完成后得到的微细电解加工电极内的所有电极片11的形状以及排列顺序跟预设的形状以及排列顺序完全一致。
本实施例中,需要说明的是,拨动可以是手动拨动,也可以是机械装置拨动。
进一步地,数控机床20内的加工机构24可以为激光切割加工机构24或者电火花加工机构24等机构,采用激光切割加工或者电火花加工得到的电极片11其边部形状规整,不会产生毛刺等问题,使得该微细电解加工电极的加工质量更好,同时,其加工操作简单,效率高。
在本实用新型的另一个实施例中,提供的加工制作方法,在步骤S6之后,还包括:
S7:各电极片11的相对两表面上均镀设有有低熔点金属膜层,采用干式电火花线切割对微细电解加工电极中与各电极片11的叠层方向平行的相对两侧壁面进行微量修整,并利用火花放电产生的瞬时高温将各低熔点金属膜层熔化后并停留在微细电解加工电极的侧壁形成连接层,从而将各电极片11连接为一个整体。
具体地,采用干式电火花线切割对微细电解加工电极的相对两侧壁面进行微量修整的同时,利用火花放电产生的瞬时高温将各低熔点金属膜层熔化,熔化后的低熔点金属膜层将各电极片11连接起来,最后等融化后低熔点金属膜层冷却固化后,从而将各电极片11连接为一个整体;该连接加工方式,与现有的采用热扩散焊烧结的连接加工方式相比,其操作更为简单,方便快捷,大大提高了微细电解加工电极的制备效率。
参阅图2、图3和图6所示,下面以具有11个电极片11和一个流通槽112的微细电解加工电极的加工制作方法进行说明:
待加工的电极片11的原材料是厚度为106μm的镀锡铜箔,镀锡铜箔两表面锡膜厚度均为3μm。
具体包括以下步骤:
一、根据待加工的微细电解加工电极几何模型,并将三维微电极几何模型进行离散切片,获得多层电极片11的轮廓数据;
二、将11片106μm厚的镀锡铜箔叠层在一起并将一端夹紧固定在数控机床20的夹具21上;将所有的待加工的电极片11在外力作用下向上弹性弯曲,并用第一档杆固定,然后,将第一层待加工的电极片11在外力作用下向下弹性弯曲,越过第一档杆从而进入加工为内,再根据获得电极几何加工数据,对第一层待加工的电极片11采用电火花线切割或激光切割进行切割加工,加工完成后,再将第一层的电极片11在外力作用下向下弹性弯曲,越过第二档杆23并抵第二档杆23上,利用第一档杆和第二档杆23将待加工的电极片11和加工完成的电极片11分开,以便于下层待加工的电极片11的加工,采用相同的方法依次完成剩下的10层待加工的电极片11的加工,最终得到叠层设置多个电极片11。其中,在第6层的待加工的电极片11上还需要上加工出流通槽112以作为电解液的供给通道。
三、通过夹具21将叠层设置的电极片11夹紧,并露出电极片11上二维微结构111的部分,采用干式电火花线切割对叠层设置的电极片11相对两侧壁面进行微量修整,并利用火花放电产生的瞬时高温融化电极片11侧壁上的锡膜,通过融化的锡膜将各层电极片11连接为一个整体,从而获得带有1条流通槽112道的微细电解加工电极。
四、将微细电解加工电极接脉冲电源负极,工件30接脉冲电源正极,电解液通过叠层电极片11内的流通槽112供给到工件30的加工区域,同时,电极片11以合适的速度向工件30持续进给进行微细电解加工。新鲜的电解液持续不断地从电极片11上的微流道进入到工件30上的加工区域,使得加工区域内的电解液不断地溢出,同时溢出的电解液带走电解产物,从而促进了工件30加工区域内电解液的及时更新和电解产物的快速排出,保证了良好的加工环境,从而实现大深度三维微结构的加工。
以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
微细电解加工电极及微细电解加工装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0