










专利摘要
本发明公开了一种超声振动辅助高效铣齿加工的系统,包括刀具工作台、第一连接件、振动变幅杆和刀盘;所述第一连接件与刀具工作台连接;振动变幅杆嵌装在第一连接件内,所述刀具工作台通过第一连接件与振动变幅杆连接以驱动振动变幅杆运动,所述振动变幅杆一端嵌入第一连接件内,另一端安装有刀盘,刀盘朝外安装有铣齿刀具,所述振动变幅杆安装有一对位置相对的压电致动器,振动变幅杆能将压电致动器产生的振动位移和速度进行放大,并能产生轴向与扭转耦合振动,所述压电致动器与超声波发生器连接。本系统及本系统的使用方法可以提高材料的切除效率、刀具的寿命和工件的表面质量,能够同步实现齿轮的粗、精加工,可用于加工各类锥齿轮。
权利要求
1.一种超声振动辅助高效铣齿加工的系统,其特征在于:包括刀具工作台、第一连接件(1)、振动变幅杆(2)和刀盘(3);
所述第一连接件(1)与刀具工作台连接;
所述振动变幅杆(2)嵌装在第一连接件(1)内,所述刀具工作台通过第一连接件(1)与振动变幅杆(2)连接以驱动振动变幅杆(2)运动,所述振动变幅杆(2)一端嵌入第一连接件(1)内,另一端安装有刀盘(3),刀盘(3)朝外安装有铣齿刀具,所述振动变幅杆(2)安装有一对位置相对的压电致动器(6),两个所述压电致动器(6)沿垂直于轴线的方向间隔设置,所述振动变幅杆(2)能将压电致动器(6)产生的振动位移和速度进行放大,并能产生轴向与扭转耦合振动,所述压电致动器(6)与超声波发生器连接。
2.根据权利要求1所述的超声振动辅助高效铣齿加工的系统,其特征在于:所述第一连接件(1)设置有截面为多边形的内腔(11);所述振动变幅杆(2)插装在内腔(11)中;所述振动变幅杆(2)包括按顺序依次设置的配合定位段(21)、第二连接件安装段(23)、致动器安装段(24)、第三连接件安装段(25)以及刀盘安装段(26);
所述配合定位段(21)和刀盘安装段(26)位于振动变幅杆(2)两端,所述配合定位段(21)与内腔(11)底部配合相连,所述刀盘安装段(26)用于安装刀盘(3);
所述第二连接件安装段(23)与内腔(11)内壁之间安装有第二连接件(5)以传递扭矩;
所述压电致动器(6)设置有两个且位置相对地安装在致动器安装段(24);
所述第三连接件安装段(25)设置有第一凹槽(251),所述第一凹槽(251)与内腔(11)外壁之间安装有第三连接件(7),所述第三连接件(7)与第一连接件(1)固定连接,所述第三连接件(7)截面的外圈为与内腔(11)匹配的多边形,所述第三连接件(7)截面内圈为圆形,所述第三连接件安装段(25)设置有绕轴线均匀分布且斜向设置的凹槽孔(252)。
3.根据权利要求2所述的超声振动辅助高效铣齿加工的系统,其特征在于:所述第二连接件(5)截面的外圈为与内腔(11)匹配的多边形,所述第二连接件(5)截面内圈和第二连接件安装段(23)截面为相互匹配的多边形,所述第二连接件(5)与第一连接件(1)固定连接。
4.根据权利要求3所述的超声振动辅助高效铣齿加工的系统,其特征在于:所述内腔(11)截面为正六边形,所述第二连接件(5)截面内圈和第二连接件安装段(23)截面为正八边形,所述第二连接件(5)与第一连接件(1)设置有相应的螺栓孔以通过螺栓连接固定并预紧,所述第二连接件(5)与第二连接件安装段(23)之间安装有适配的第一垫圈(8),所述第二连接件(5)设置有断开处,所述断开处安装有第二垫片(9),所述第二垫片(9)一端与第一垫圈(8)接触,另一端与第一连接件(1)接触。
5.根据权利要求2所述的超声振动辅助高效铣齿加工的系统,其特征在于:所述凹槽孔(252)设置有两组,每组凹槽孔(252)设置有四个且绕轴线均匀分布,所述第一凹槽(251)和第三连接件(7)对应设置有两个且沿轴线间隔设置。
6.根据权利要求2所述的超声振动辅助高效铣齿加工的系统,其特征在于:所述内腔(11)底部设置有圆形凹槽,圆形凹槽处安装有第三垫片(12),所述第三垫片(12)外端设置有圆锥形凹槽,所述配合定位段(21)与圆锥形凹槽匹配并插入安装在圆锥形凹槽内。
7.根据权利要求2所述的超声振动辅助高效铣齿加工的系统,其特征在于:所述第二连接件安装段(23)和致动器安装段(24)组成一个阶梯轴,第一连接段(22)到致动器安装段(24)直径依次减小,所述压电致动器(6)外圈设置有卡簧(4),所述卡簧(4)靠近第二连接件安装段(23)的外周设置有台阶,所述台阶与第二连接件安装段(23)组成能匹配安装第二连接件(5)的第二凹槽。
8.根据权利要求5所述的超声振动辅助高效铣齿加工的系统,其特征在于:所述振动变幅杆(2)的振型节点与第二连接件(5)和两个第三连接件(7)的位置重合。
9.基于权利要求1至8任一项所述的超声振动辅助高效铣齿加工的系统的使用方法,其特征在于,包括如下步骤:
步骤一、将所述超声振动辅助高效铣齿加工的系统装配于加工机床,使得刀具工作台能在机床动力系统的驱动下完成进给加工;
步骤二、控制刀具工作台运动带动铣齿刀具对工件进行加工,同时启动超声波发生器,在超声波发声器提供的超声频电能激励下,实现轴向与扭转耦合振动,使得铣齿刀具在切削深度方向及旋转方向上,实现与工件接触加工和非加工的周期循环。
10.根据权利要求9所述的使用方法,其特征在于:所述步骤二中,铣齿刀具加工时,首先先以较低的切削深度及转速进行加工,当加工中完全保证了铣齿刀具与工件加工与非加工的周期循环后,先提高转速,再提高切削深度,并将电能的超声频率提高,提高单位时间内的材料切除量,提高切除效率,当铣齿刀具的切削加工余量较小时,降低切削深度,进行精加工。
说明书
技术领域
本发明涉及齿轮加工领域,特别是涉及一种超声振动辅助高效铣 齿加工的系统及使用方法。
背景技术
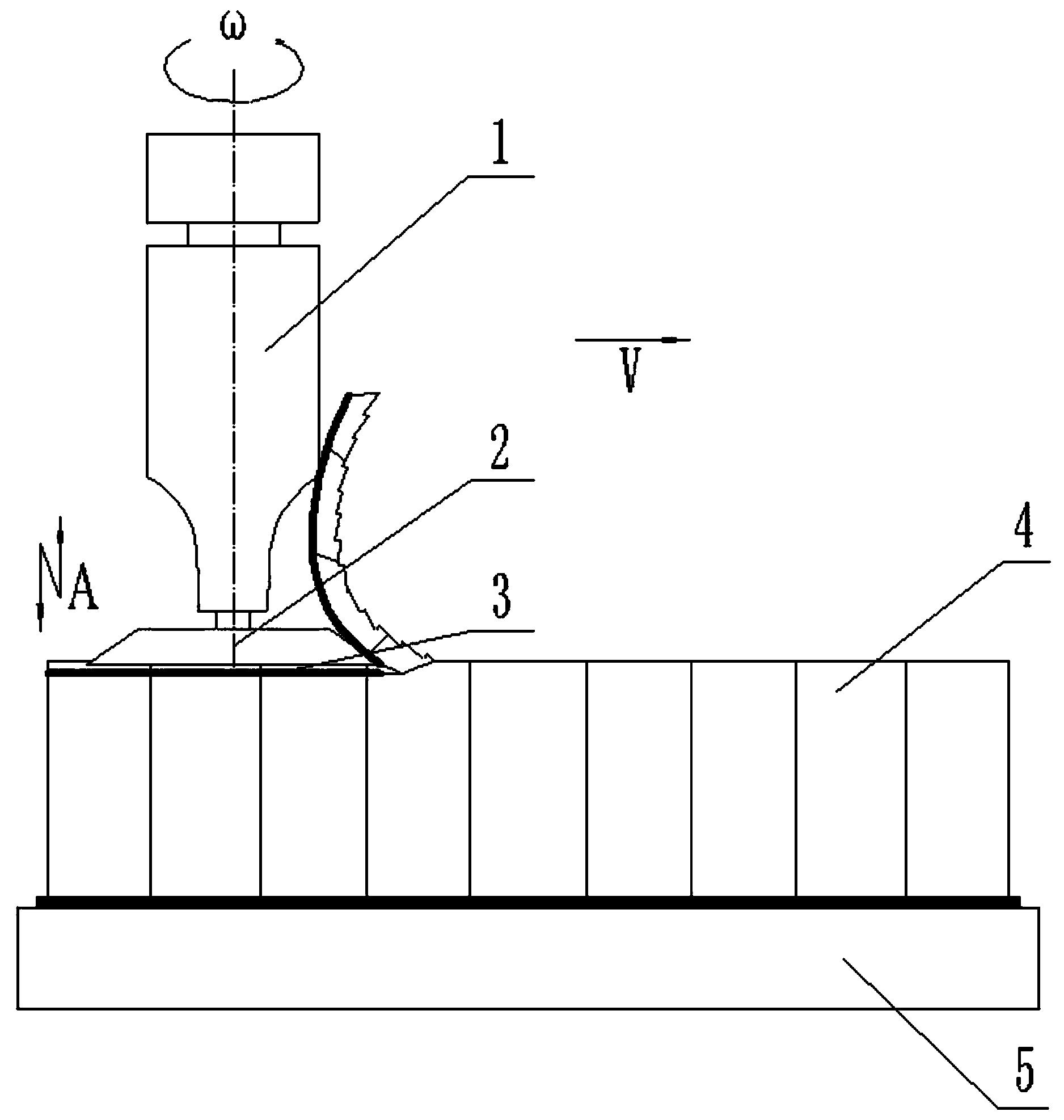
铣齿作为加工齿轮的一种有效的方法,如图1所示,铣齿刀具 31旋转加工工件齿轮32,使工件齿轮32形成锥齿,铣齿广泛应用于 各类锥齿轮加工。但是传统的铣齿加工,工件表面质量较低,铣齿加 工后的齿轮需要再经过研齿、磨齿等精加工工艺,导致齿轮加工效率 较低,且刀具磨损较快,增加生产成本。
发明内容
本发明旨在至少在一定程度上解决上述技术问题。为此,本发明 提出一种刀具磨损小、工件表面质量高且高效率的超声振动辅助高效 铣齿加工的系统。
本发明解决其技术问题所采用的技术方案是:一种超声振动辅助 高效铣齿加工的系统,包括刀具工作台、第一连接件、振动变幅杆和 刀盘;所述第一连接件与刀具工作台连接;所述振动变幅杆嵌装在第 一连接件内,所述刀具工作台通过第一连接件与振动变幅杆连接以驱 动振动变幅杆运动,所述振动变幅杆一端嵌入第一连接件内,另一端 安装有刀盘,刀盘朝外安装有铣齿刀具,所述振动变幅杆安装有一对 位置相对的压电致动器,两个所述压电致动器沿垂直于轴线的方向间 隔设置,所述振动变幅杆能将压电致动器产生的振动位移和速度进行 放大,并能产生轴向与扭转耦合振动,所述压电致动器与超声波发生 器连接。
进一步,所述第一连接件设置有截面为多边形的内腔;所述振 动变幅杆插装在内腔中;所述振动变幅杆包括按顺序依次设置的配合 定位段、第二连接件安装段、致动器安装段、第三连接件安装段以及 刀盘安装段;所述配合定位段和刀盘安装段位于振动变幅杆两端,所 述配合定位段与内腔底部配合相连,所述刀盘安装段用于安装刀盘; 所述第二连接件安装段与内腔内壁之间安装有第二连接件以传递扭 矩;所述压电致动器设置有两个且位置相对地安装在致动器安装段; 所述第三连接件安装段设置有第一凹槽,所述第一凹槽与内腔外壁之 间安装有第三连接件,所述第三连接件与第一连接件固定连接,所述 第三连接件截面的外圈为与内腔匹配的多边形,所述第三连接件截面 内圈为圆形,所述第三连接件安装段设置有绕轴线均匀分布且斜向设 置的凹槽孔。
进一步,所述第二连接件截面的外圈为与内腔匹配的多边形, 所述第二连接件截面内圈和第二连接件安装段截面为相互匹配的多 边形,所述第二连接件与第一连接件固定连接。
进一步,所述内腔截面为正六边形,所述第二连接件截面内圈 和第二连接件安装段截面为正八边形,所述第二连接件与第一连接件 设置有相应的螺栓孔以通过螺栓连接固定并预紧,所述第二连接件与 第二连接件安装段之间安装有适配的第一垫圈,所述第二连接件设置 有断开处,所述断开处安装有第二垫片,所述第二垫片一端与第一垫 圈接触,另一端与第一连接件接触。
进一步,所述凹槽孔设置有两组,每组凹槽孔设置有四个且绕 轴线均匀分布,所述第一凹槽和第三连接件对应设置有两个且沿轴线 间隔设置。
进一步,所述内腔底部设置有圆形凹槽,圆形凹槽处安装有第 三垫片,所述第三垫片外端设置有圆锥形凹槽,所述配合定位段与圆 锥形凹槽匹配并插入安装在圆锥形凹槽内。
进一步,所述第二连接件安装段和致动器安装段组成一个阶梯 轴,第一连接段到致动器安装段直径依次减小,所述压电致动器外圈 设置有卡簧,所述卡簧靠近第二连接件安装段的外周设置有台阶,所 述台阶与第二连接件安装段组成能匹配安装第二连接件的第二凹槽。
进一步,所述振动变幅杆的振型节点与第二连接件和两个第三连 接件的位置重合。
本发明还提供一种基于上述超声振动辅助高效铣齿加工的系统 的使用方法,步骤如下:
步骤一、将所述超声振动辅助高效铣齿加工的系统装配于加工机 床,使得刀具工作台能在机床动力系统的驱动下完成进给加工;
步骤二、控制刀具工作台运动带动铣齿刀具对工件进行加工,同 时启动超声波发生器,在超声波发声器提供的超声频电能激励下,实 现轴向与扭转耦合振动,使得铣齿刀具在切削深度方向及旋转方向 上,实现与工件接触加工和非加工的周期循环。
进一步,所述步骤二中,铣齿刀具加工时,首先先以较低的切削 深度及转速进行加工,当加工中完全保证了刀具与工件加工与非加工 的周期循环后,先提高转速,再提高切削深度,并将电能的超声频率 提高,提高单位时间内的材料切除量,提高切除效率,当铣齿刀具的 切削加工余量较小时,降低切削深度,进行精加工。
本发明的有益效果是:通过压电致动器产生的轴向与扭转振动提 高了材料的切除效率、刀具的寿命和工件的表面质量,能够同步实现 齿轮的粗、精加工,可用于加工各类锥齿轮,保证了铣齿加工后的齿 轮不要再经过研齿、磨齿等精加工工艺,并且经过超声振动辅助加工 的工件表面粗糙度、残余应力和形状精度均能达到齿轮的技术要求。
附图说明
下面结合附图和实施例对本发明进一步说明。
图1是铣齿加工锥齿轮示意图;
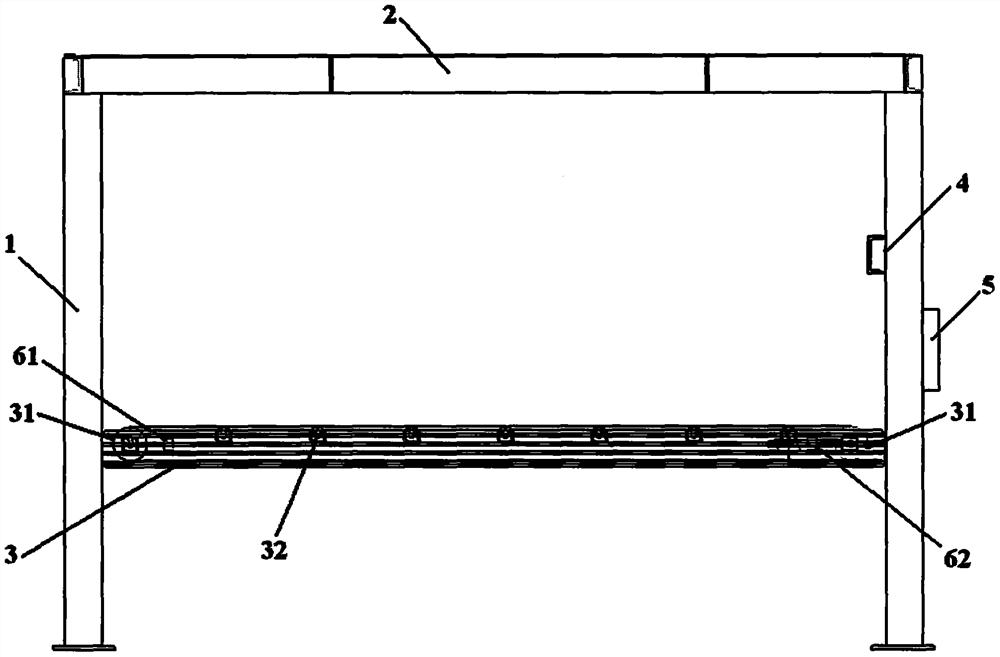
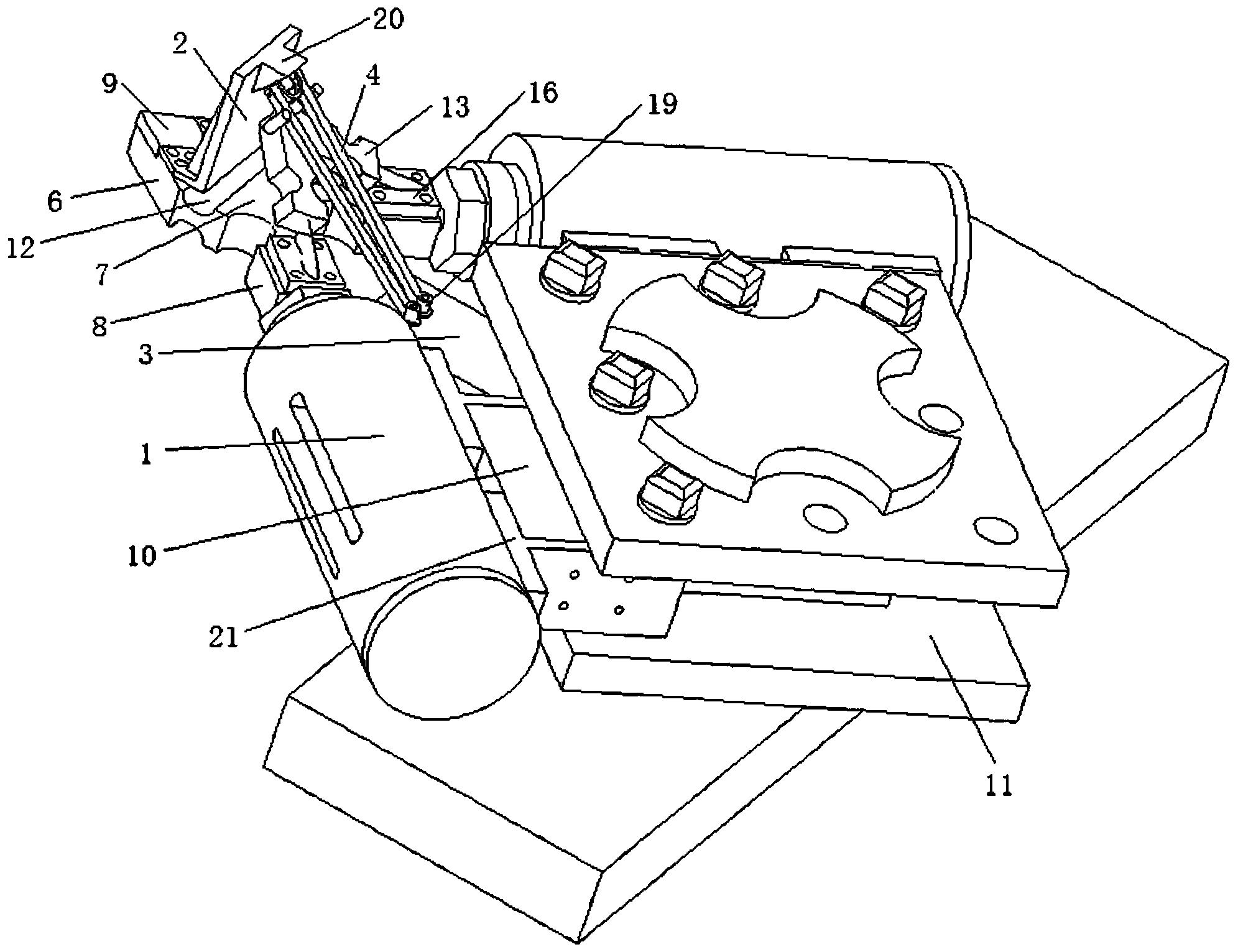
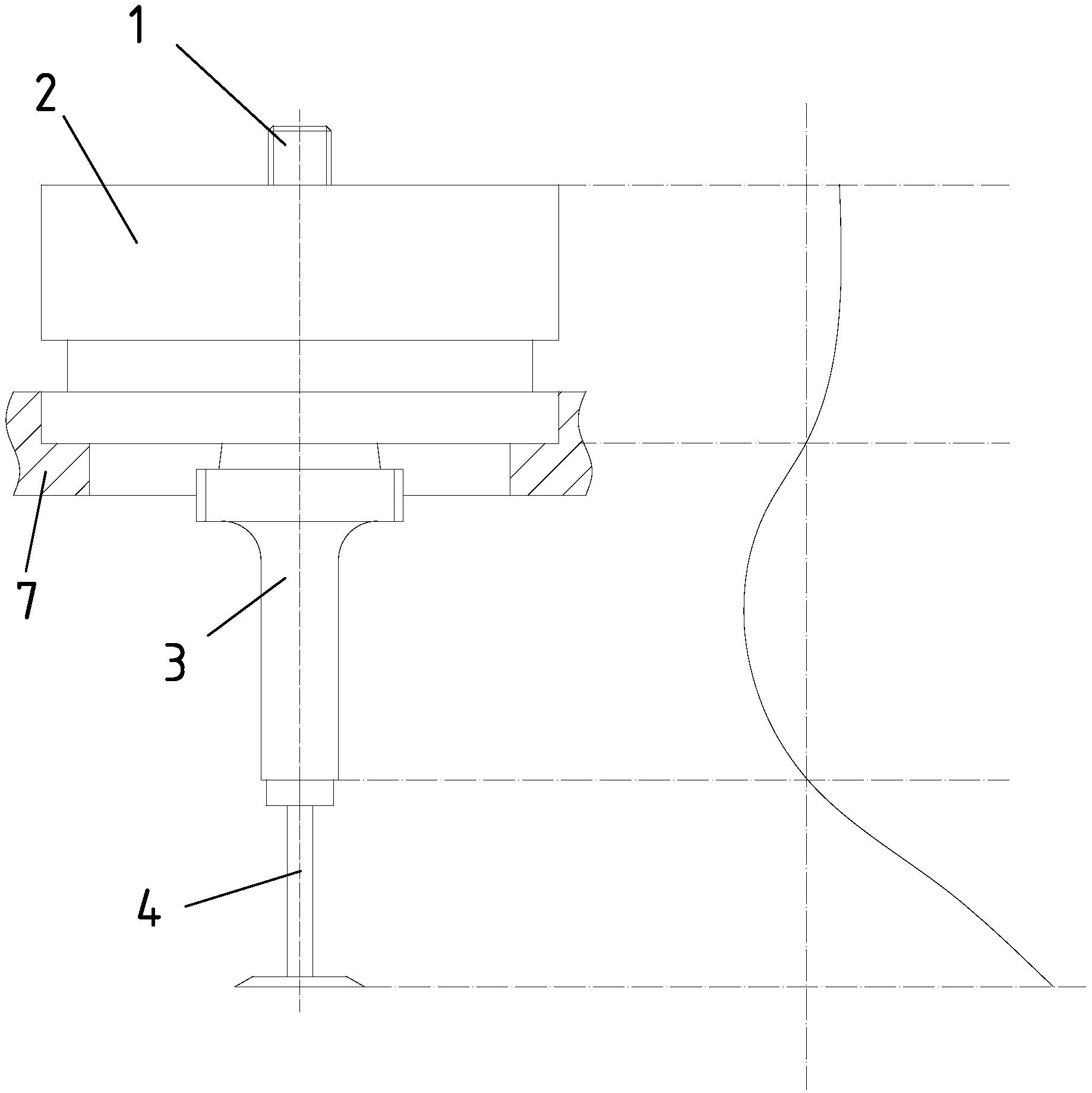
图2是第一连接件、振动变幅杆的连接结构示意图;
图3是振动变幅杆的结构示意图;
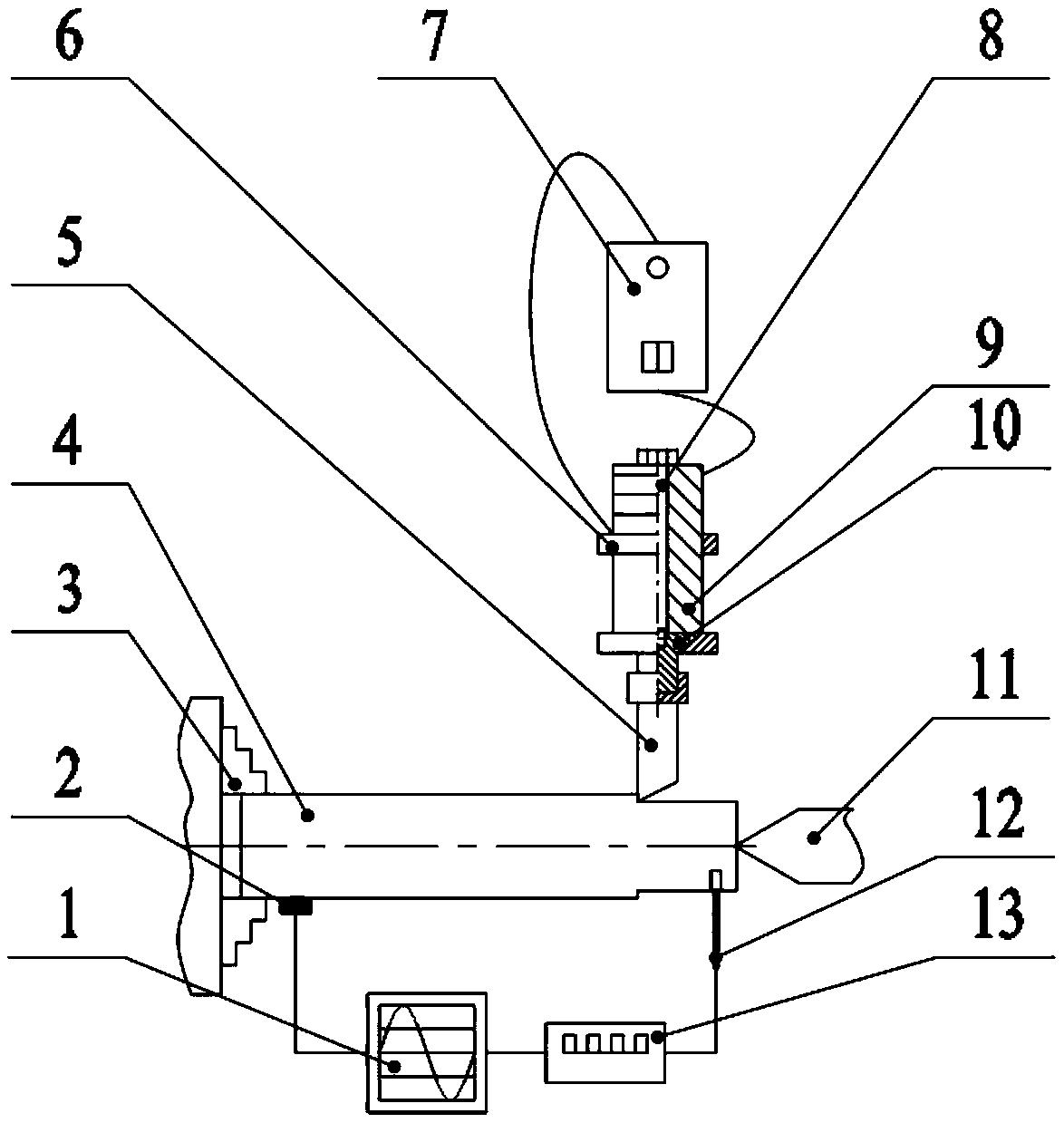
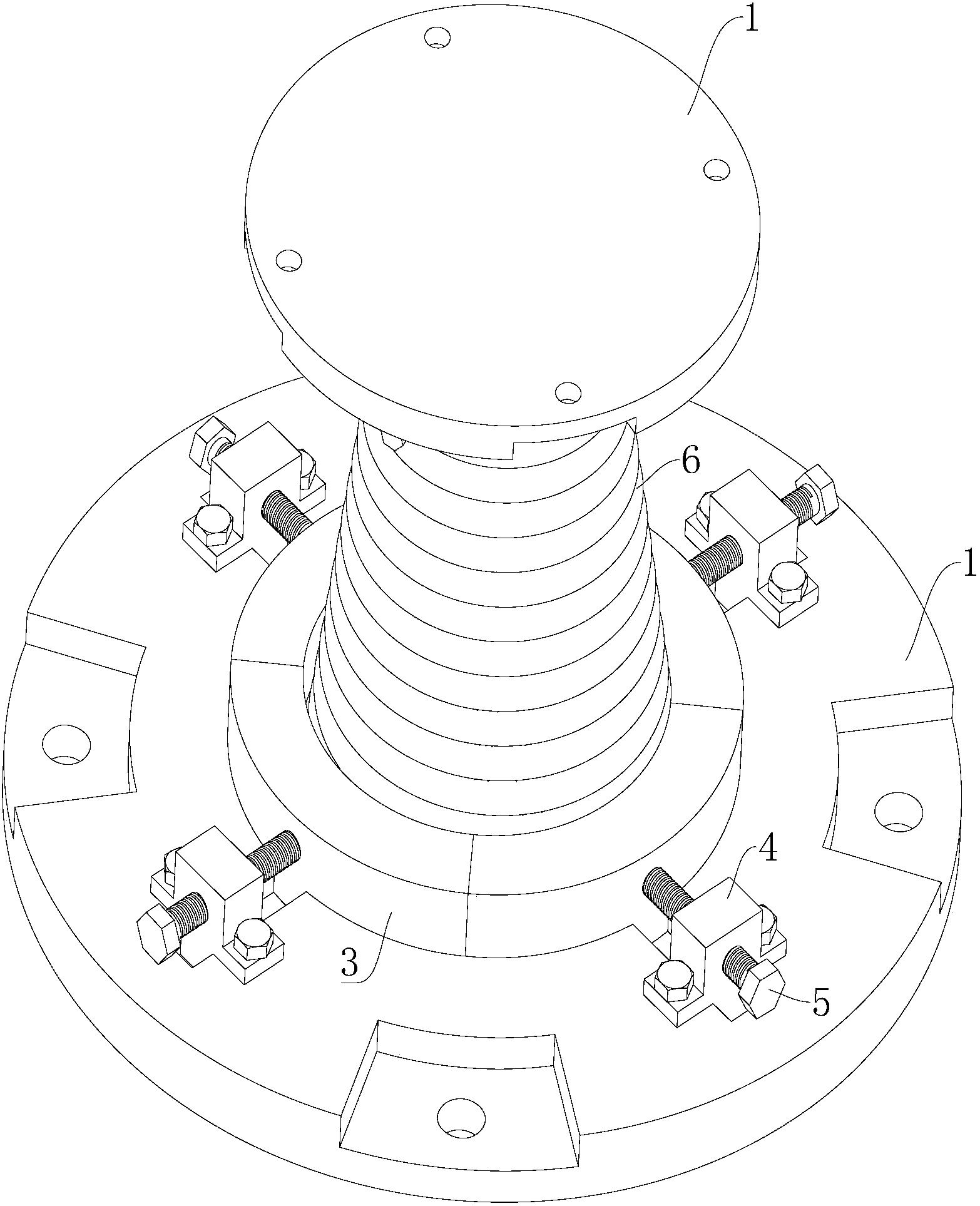
图4是第一连接件、第二连接件、振动变幅杆的连接剖视图;
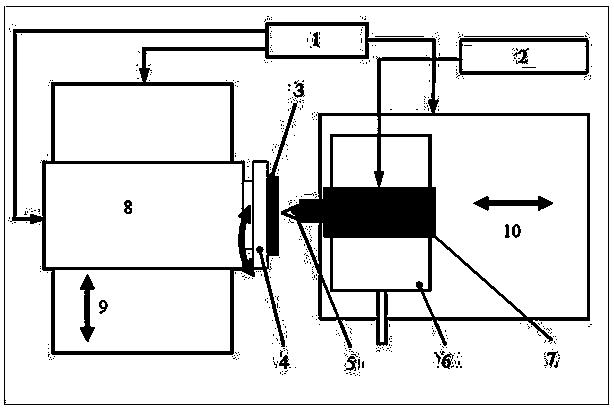
图5是振动变幅杆扭转非谐振振动产生原理。
具体实施方式
下面结合附图和实施例对本发明进行详细说明。
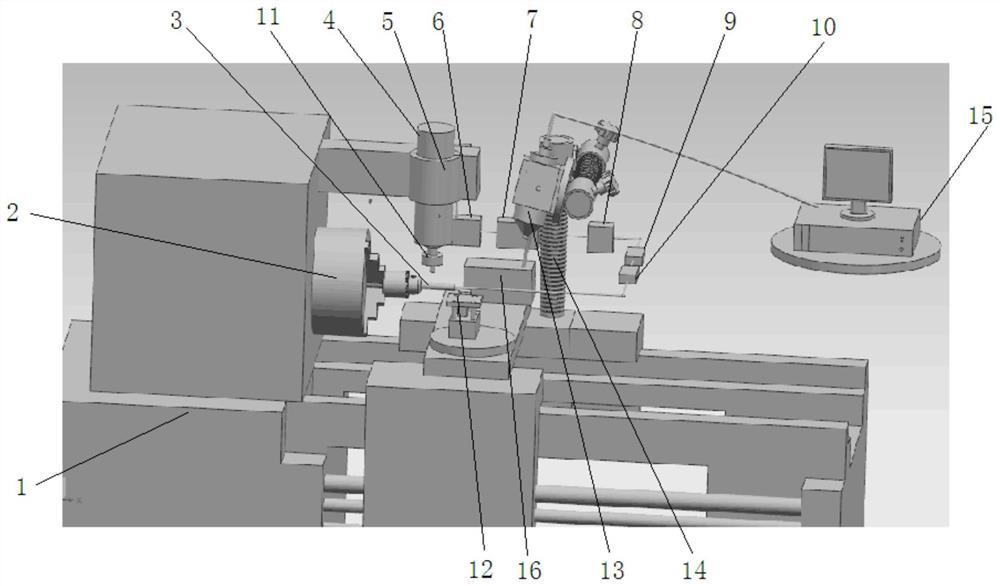
参照图2至图5,本发明提供一种超声振动辅助高效铣齿加工的 系统,包括刀具工作台、第一连接件1、振动变幅杆2和刀盘3;所 述第一连接件1与刀具工作台连接;所述振动变幅杆2嵌装在第一连 接件1内,所述刀具工作台通过第一连接件1与振动变幅杆2连接以驱动振动变幅杆2运动,所述振动变幅杆2一端嵌入第一连接件1内, 另一端安装有刀盘3,刀盘3朝外安装有铣齿刀具,所述振动变幅杆 2安装有一对位置相对的压电致动器6,两个所述压电致动器6沿垂 直于轴线的方向间隔设置,所述振动变幅杆2能将压电致动器6产生的振动位移和速度进行放大,并能产生轴向与扭转耦合振动,所述压 电致动器6与超声波发生器连接。
下面结合图2、图3和图4来具体介绍振动变幅杆2和第一连接 件1的结构。
第一连接件1材质为高锰钢,第一连接件1与机床刀具工作台固 定连接,刀具工作台上设置有刀具主轴,刀具主轴与振动变幅杆2连 接。机床刀具工作台的进给、移动以及刀具主轴的旋转带动振动变幅 杆2上的刀盘3和铣齿刀具对工件进行加工。具体地,刀具主轴旋转, 驱动振动变幅杆2旋转、刀盘3旋转以及铣齿刀具旋转;加工锥齿轮 的其它方向运动,由刀具工作台的移动决定,刀具工作台与工件工作 台的相对运动,满足加工锥齿轮的加工路径要求。
所述第一连接件1设置有内腔11,内腔11沿其外圈轴线延伸。 振动变幅杆2插装在内腔11内,其轴线与第一连接件1外圈或内腔 11的轴线重合。内腔11的截面为多边形,用于传递和承受扭转力矩, 优选地,内腔11截面为正六边形,当外界条件一定时可以保持其刚性最大。
所述振动变幅杆2的材料采用钛合金,工作频率内材料损耗少, 抗疲劳强度高,声阻抗率小,可以承受较大的振动速度和位移振幅。 阶梯形状的振动变幅杆2在截面突变处有很大的应力集中,接近突变 处容易发生因疲劳而断裂的问题,故在突变处采用高斯曲线及圆弧、 锥线过渡,能够降低应力集中值,同时使得振动变幅杆2的实际谐振 频率接近理论值。
振动变幅杆2包括按顺序依次设置的配合定位段21、第一连接 段22、第二连接件安装段23、致动器安装段24、第三连接件安装段 25以及刀盘安装段26。第一连接段22、致动器安装段24、第三连接 件安装段25以及刀盘安装段26均呈圆柱状。所述配合定位段21和刀盘安装段26位于振动变幅杆2两端,刀盘安装段26用于安装刀盘 3,刀盘3安装在刀盘安装段26的外端处,且刀盘3安装处为振动变 幅杆的振幅最大处。所述配合定位段21与内腔11底部配合相连,优 选地,所述内腔11底部设置有圆形凹槽,圆形凹槽处安装有第三垫 片12,所述第三垫片12外端设置有圆锥形凹槽,所述配合定位段21 为圆锥体且与圆锥形凹槽匹配,圆锥的锥度为1:12,配合定位段21 插入安装在圆锥形凹槽内,配合定位段21和第三垫片12用于传递和 承受轴向载荷,第三垫片材料为玻璃纤维与PET按照夹心层结构复合而成,中间为PET,内外为玻璃纤维。
所述第二连接件安装段23与内腔11内壁之间安装有第二连接件 5以传递扭矩,传递扭矩的方式有很多,可以使用花键连接传递,本 实施优选地,采用多面体连接来传递扭矩,所述第二连接件5截面的 外圈为与内腔11匹配的多边形,所述第二连接件5截面内圈和第二 连接件安装段23截面为相互匹配的多边形,截面为非圆形,可传递 扭矩。所述第二连接件5与第一连接件1固定连接,优选地,所述第 二连接件5截面内圈和第二连接件安装段23截面为正八边形,第二 连接件5的截面外圈为正六边形。进一步,第二连接件5和第一连接 件1的连接方式优选为,所述第二连接件5与第一连接件1设置有相 应的螺栓孔以通过螺栓连接固定并预紧,螺栓具体设置有三个,第二 连接件5的螺栓孔为盲孔,所述第二连接件5与第二连接件安装段 23之间安装有适配的第一垫圈8。第一垫圈8截面为正八边形,其由 玻璃纤维与PET按照夹心层结构复合而成,中间为PET,内外为玻璃 纤维,具有高弹性模量且具有一定的润滑作用,在振动变幅杆反复扭 转的过程中,不易产生疲劳破坏。
所述第二连接件5设置有断开处,所述断开处安装有第二垫片9, 所述第二垫片9一端与第一垫圈8接触,另一端与第一连接件1接触, 具体地,如图4所示,所述第二垫片9截面形状由两个直角折形块朝 向相反拼接而成,且拼接处具有一定的圆弧和角度。这样当螺栓提供 向中心压紧力的时候,保持各个部件间的紧密连接。且第二垫片9具 有阻尼性质,能够隔振,即将振动变幅杆的振动与机床工作台隔离, 同样的,防止机床刀具移动台的振动干扰振动变幅杆的振动。
致动器安装段24轴径约为第一连接段22的1/3,所述致动器安 装段24安装有一对压电致动器6,压电致动器6在Z向上间隔设置, 压电致动器6用于实现振动变幅杆的轴向谐振的振动。优选地,所述 第二连接件安装段23和致动器安装段24组成一个阶梯轴,第一连接 段22到致动器安装段24直径依次减小,致动器安装段24在Z向上 间隔设置有一对用于安装压电致动器6并与之匹配的安装凹槽。压电 致动器6安装入安装凹槽后,其外圈设置有卡簧4夹紧固定,所述卡 簧4靠近第二连接件安装段23的外周设置有台阶,所述台阶面呈正六面体并与第二连接件安装段23组成能匹配安装第二连接件5的第 二凹槽,这样第二连接件5有一部分安装在卡簧4的台阶上,相当于 对卡簧4有夹紧固定的作用,使得压电致动器6固定更加稳固,而卡 簧4的台阶又对第二连接件5具有限位作用。
所述第三连接件安装段25设置有第一凹槽251,所述第一凹槽 251与内腔11外壁之间安装有第三连接件7,所述第三连接件7与第 一连接件1固定连接,所述第三连接件7截面的外圈为与内腔11匹 配的多边形,即正六边形,第三连接件7与第一凹槽251之间设置有圆形垫圈。上述第二连接件5、第三连接件7、第一垫圈8、第二垫 片9、圆形垫圈以及卡簧4均由高弹性模量的材料制成,通过变形卡 装进振动变幅杆2上。
所述第三连接件7截面内圈为圆形,优选地,所述第一凹槽251 和第三连接件7对应设置有两个且沿轴线间隔设置。所述第三连接件 安装段25设置有绕轴线均匀分布且斜向设置的凹槽孔252,所述凹 槽孔252设置有两组,每组凹槽孔252设置有四个且绕轴线均匀分布。 凹槽孔252长度与第三连接件安装段25的长度一致,凹槽孔252与 轴线的夹角为30度。
其中,所述振动变幅杆2的振型节点与第二连接件5和两个第三 连接件7的位置重合,刀盘3安装在振动变幅杆末端的振动幅值最大 处。安装时,第二连接件5与其中一个第三连接件7旋转180°,两 个第三连接件7之间角度差为180°,主要是尽可能的减少由于安装连接件造成的动不平衡质量。
本实施例中,不同段的连接处均采用最佳的圆弧过渡,圆弧过渡 的半径R2由连接处相邻两段横截面的等效直径D,长度L,D2,长度 L2及振动放大系数N,参照及最佳过渡圆弧半径与放大系数N件的 关系决定。确定步骤:圆角半径为R2,其大小确定步骤为:
第一步:依据 求出N值;
第二步:依据 求出A值;
第三步,查看阶梯型变幅杆最佳过渡圆弧半径与N之间的关系 表,获得β值;
第四步,依据R3=β·D1,求出R3值;
其中D1为六棱柱段横截面的等效直径,L1为六棱柱段长 度,D2为过渡段中间位置的横截面的等效直径,L2为过渡段长 度,N为放大系数。
为了刀盘处的振动能达到良好的效果以及尽可能保证轴向振动 的传递,所述致动器安装段24到第三连接件安装段25之间依次设置 有延伸段27和中间轴段28,所述中间轴段28在整个振动变幅杆中 直径最大,延伸段27和中间轴段28的长度具体根据实际需求进行调 整。在承受交变力时,部分力将驱动振动变幅杆2做扭转运动,由于 凹槽孔252结构,第三连接件安装段25的扭转刚度缩小到了延伸段 27的扭转刚度的1/8以下,有助于产生扭转振动,同时轴向刚度也变 小用于产生轴向振动。
所述第三连接件安装段25和刀盘安装段26之间设置有第二连接 段29,所述第二连接段29外圈延伸曲线为高斯曲线且从第三连接件 安装段25到刀盘安装段26直径逐渐变小。主要用于在将轴向振动达 到很高的振动速度,满足在高效的粗加工、精加工各类圆柱齿轮时的 高振动速度要求,使其在一定振动周期内具有更快的振动速度,提高 了工件表面质量,包括表面粗糙度及残余应力等。
压电致动器6与超声波发生器通过电线连接,振动频率信号的传 递通过无线发射器与无线接收器传递,并由编码机构编码和解码。压 电致动器具体为超声换能器,将超声波发生器产生的超声频电能转换 成超声振动的机械能,并使得振动变幅杆实现轴向与扭转耦合振动。 振动变幅杆2用于将压电致动器产生的振动位移和速度进行放大,并 将超声能量聚集在较小的面积上,加工工具。振动变幅杆2在一对压 电致动器6的激励作用下,实现了轴向与扭转耦合振动;振动变幅杆 的末端过渡处采用高斯曲线过渡,振动变幅杆中横截面积较小的一段 的直径约为直径较大的一段的1/4,横截面积较小段长度约为横截面积大段长度1/2,这是为了提高铣齿加工过程中振动变幅杆的弯曲刚 度,减少了横向振动引起的刀具偏离预定的路径,避免了当刀具从未 切落的材料上退回时刀具撞到工件的可能性;采用高斯曲线过渡的原 则首先是高斯曲线过渡的变幅杆能够产生更高位移,能够振动质量相 对较大的刀盘,满足较大面积横截面向较小面积的横截面过渡的要 求。
本文中X向为图2视角的上下方向,Y向为振动变幅杆2的轴线 方向,Z向为与图2视角平面垂直的方向,X、Y、Z互相垂直,图2 中的压电致动器6其实是在Z向上,只是为了在图2中显示出来而这 样摆放。
振动变幅杆在z向布置的一对压电致动器6的作用下,产生轴向 振动,在刀尖上以y方向体现出来,即切削加工的切削厚度方向。振 动变幅杆在受到切削力时,由于切削过程的振动造成了切削厚度变 化,导致了切削力的交替变化,第三连接件安装段25受到切削力后, 如图5所示,由于凹槽孔252的作用改变了切削力的传递路径,切削 力会造成振动变幅杆的扭转运动,交替改变的切削力造成了振动变幅 杆的反复扭转运动,实现了非谐振的扭转振动。轴向及扭转振动均经 过第三连接件安装段25和第二连接段29的放大,在刀尖形成更快的 y向振动速度与振幅。
超声振动会产生超声空化作用,即切削过程中刀具与材料接触处 气压的改变,使的切削液能够更加深入的渗透到其接触处,进一步降 低工件与刀具接触区域的温度,提高工件表面质量及刀具使用寿命。 在z方向上,在一定的拉削加工速度下,以相对较低的z向振动速度 进行加工有助于进一步提升在周期内加工与不加工周期的循坏。
本发明还提供一种基于上述超声振动辅助高效铣齿加工的系统 的使用方法,步骤如下:
步骤一、将所述超声振动辅助高效铣齿加工的系统装配于加工机 床,使得刀具工作台能在机床动力系统的驱动下完成进给加工;
步骤二、控制刀具工作台运动带动铣齿刀具对工件进行加工,同 时启动超声波发生器,在超声波发声器提供的超声频电能激励下,实 现轴向与扭转耦合振动,使得铣齿刀具在切削深度方向及旋转方向 上,实现与工件接触加工和非加工的周期循环。
所述步骤二中,铣齿刀具加工时,首先先以较低的切削深度及转 速进行加工,当加工中完全保证了铣齿刀具与工件加工与非加工的周 期循环后,先提高转速,再提高切削深度,并将电能的超声频率提高, 提高单位时间内的材料切除量,提高切除效率,当铣齿刀具的切削加 工余量较小时,降低切削深度,进行精加工。
本发明通过压电致动器产生的轴向与扭转振动提高了材料的切 除效率、刀具的寿命和工件的表面质量,能够同步实现齿轮的粗、精 加工,可用于加工各类锥齿轮,保证了铣齿加工后的齿轮不要再经过 研齿、磨齿等精加工工艺,并且经过超声振动辅助加工的工件表面粗 糙度、残余应力和形状精度均能达到齿轮的技术要求。
以上实施例仅用以说明本发明的技术方案而并非对其进行限制, 凡未脱离本发明精神和范围的任何修改或者等同替换,其均应涵盖在 本发明技术方案的范围内。
一种超声振动辅助高效铣齿加工的系统及使用方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0