

IPC分类号 : C23C22/56,C23C22/78,B24C1/06,B24C11/00









专利摘要
本发明属于新材料领域,涉及表面改性技术领域,具体涉及一种具有耐磨性和耐热性的超疏水铝合金表面及其制备方法。针对现有技术中超疏水表面机械耐久性较差的问题,本发明的技术方案是,包括如下步骤:[1]铝合金表面预处理:通过喷沙工艺对铝合金表面进行预处理,预处理后的铝合金样品进行清洗和烘干;[2]浸泡:将经过步骤[1]处理的铝合金样品浸泡在全氟辛酸溶液中进行表面改性,表面改性完成后进行烘干,最终得到超疏水铝合金表面。本发明适用于航天,航海,桥梁,建筑等各个领域中超疏水铝合金材料的制备。
权利要求
1.一种具有耐磨性和耐热性的超疏水铝合金表面的制备方法,其特征在于,包括如下步骤:
[1]铝合金表面预处理:通过喷砂工艺对铝合金表面进行预处理,预处理后的铝合金样品进行清洗和烘干;
[2]浸泡:将经过步骤[1]处理的铝合金样品浸泡在全氟辛酸溶液中进行表面改性,表面改性完成后进行烘干,最终得到超疏水铝合金表面。
2.按照权利要求1所述的一种具有耐磨性和耐热性的超疏水铝合金表面的制备方法,其特征在于:所述喷砂工艺中,喷砂的沙砾大小为24目-160目。
3.按照权利要求1所述的一种具有耐磨性和耐热性的超疏水铝合金表面的制备方法,其特征在于,步骤[1]中所述预处理后的铝合金样品进行清洗和烘干的具体条件为:将喷砂后的铝合金样品依次放入丙酮和乙醇溶液中进行超声清洗,时间各为5min-15min;将清洗后的铝合金样品放入80℃-100℃的烘箱中加热烘干,烘干时间为1h-2h。
4.按照权利要求1所述的一种具有耐磨性和耐热性的超疏水铝合金表面的制备方法,其特征在于:步骤[2]中所述全氟辛酸溶液的浓度为0.01mo l-0.05mo l,铝合金样品在全氟辛酸溶液中浸泡时的环境温度为60℃-100℃,铝合金样品在全氟辛酸溶液中浸泡的时间为4h-12h。
5.按照权利要求1所述的一种具有耐磨性和耐热性的超疏水铝合金表面的制备方法,其特征在于,步骤[2]中所述表面改性完成后的铝合金样品进行烘干的具体条件为:将铝合金样品放入80℃-100℃的烘箱中加热干燥1h-2h。
6.按照权利要求1至5任一项所述的方法制备的一种具有耐磨性和耐热性的超疏水铝合金表面。
说明书
技术领域
本发明属于新材料领域,涉及表面改性技术领域,具体涉及一种具有耐磨性和耐热性的超疏水铝合金表面及其制备方法。
背景技术
合金材料具有优良的导电性,导热性和抗蚀性,在航天,航海,桥梁,建筑等各个领域广泛使用,例如飞机的机身常以铝合金材料制造。但是,铝合金制品在使用过程中也会被氧化,并且其表面的氧化膜极易吸附油污色素等污染物,这些均会影响铝合金制品在实际生活中的应用。所以,对提高铝合金制品表面的抗污染能力的研究极为重要。
超疏水表面是指与水的静态接触角大于150°,并且其滚动角小于10°的表面。它的构造需要两个必要的条件,一是需要具有微米或纳米级粗糙结构;二是具有较低的表面能。中国专利CN1072993088公开了一种超疏水表面的制备方法,首先对表面进行预处理再同通过超音速火焰喷涂方法在预处理表面上制备碳化钨体系涂层,然后再涂层表面修饰一层低表面能物质,即可获得超疏水表面。
虽然超疏水表面有许多优秀的性能,例如,自清洁性、抗冰性、防腐蚀性等。但是较差的机械耐久性是仍然需要解决的主要问题,它不仅使得超疏水表面的寿命降低,而且极大的减小了超疏水表面的实际应用范围。
发明内容
针对现有技术中超疏水表面机械耐久性较差的问题,本发明提供一种具有耐磨性和耐热性的超疏水铝合金表面及其制备方法,能够提高超疏水表面的工作环境适应性(如机械耐久性和热稳定性等性能),拓宽超疏水表面的应用市场。且本方法通过喷砂和化学修饰的方法具有经济、简单、安全等特点。
本发明采用的技术方案如下:
一种具有耐磨性和耐热性的超疏水铝合金表面的制备方法,包括如下步骤:
[1]铝合金表面预处理:通过喷砂工艺对铝合金表面进行预处理,预处理后的铝合金样品进行清洗和烘干;
[2]浸泡:将经过步骤[1]处理的铝合金样品浸泡在全氟辛酸溶液中进行表面改性,表面改性完成后进行烘干,最终得到超疏水铝合金表面。
采用该技术方案后,通过喷砂工艺和表面改性两个步骤,能够制成具有优异的耐磨性和热稳定性且抗污染能力强的超疏水铝合金表面。喷砂工艺本是一种用于清洗或粗化材料表面的工艺,尚未有文献报道其在化学改性制备超疏水表面的过程中能够增强材料表面的耐磨性和热稳定性。而本方法结合了两种工艺,使得相对于现有技术中的其它方法制成的超疏水铝合金表面,本方法制成的超疏水铝合金表面的耐磨性和热稳定性尤为突出。并且该方法不仅节约了成本,降低了环境污染,还能够实现大批量生产。
优选的,所述喷砂工艺中,喷砂的沙砾大小为24目-160目。该大小范围内的沙砾能够通过喷砂工艺在铝合金表面形成符合要求的微米或纳米级粗糙结构。
优选的,步骤[1]中所述预处理后的铝合金样品进行清洗和烘干的具体条件为:将喷砂后的铝合金样品依次放入丙酮和乙醇溶液中进行超声清洗,时间各为5min-15min;将清洗后的铝合金样品放入80℃-100℃的烘箱中加热烘干,烘干时间为1h-2h。
优选的,步骤[2]中所述全氟辛酸溶液的浓度为0.01mol-0.05mol,铝合金样品在全氟辛酸溶液中浸泡时的环境温度为60℃-100℃,铝合金样品在全氟辛酸溶液中浸泡的时间为4h-12h。
优选的,步骤[2]中所述表面改性完成后的铝合金样品进行烘干的具体条件为:将铝合金样品放入80℃-100℃的烘箱中加热干燥1h-2h。
上述优选方案中的工艺参数均为优选的参数,能够满足制成具有优异耐磨性和热稳定性且抗污染能力强的超疏水铝合金表面。
本发明还提供按照上述方法制备的一种具有耐磨性和耐热性的超疏水铝合金表面。所述超疏水铝合金表面的静态接触角可达156°±2°并且滚动角为3°。
综上所述,由于采用了上述技术方案,本发明的有益效果是:
1、本发明提出的一种具有耐磨性和耐热性的超疏水铝合金表面的制备方法,该方法采用的喷砂和化学修饰,不仅节约了成本,降低了环境污染,并且能够实现大批量生产。
2、本发明提出的一种具有耐磨性和耐热性的超疏水铝合金表面的制备方法,该方法制备的超疏水铝合金表面接触角为150.6°-156°,并且滚动角为3°,具有良好的疏水性能。
3、本发明方法制成的超疏水铝合金表面,在5kPa的压力下用1000目的砂纸打磨800cm、刀刻8次、锤击50次后仍能保持超疏水性。而其他方法制成的超疏水铝合金表面不能达到这样的性能。因此,本发明方法制成的铝合金表面在耐磨性上相对于现有技术有显著的提升。
4、本发明方法制成的超疏水铝合金表面,在高温240℃下,仍能保持优异的超疏水性。而其他方法制成的超疏水铝合金表面不能达到这样的性能。因此,本发明方法制成的超疏水铝合金表面相对于现有技术在耐热性上有显著的提升。
附图说明
本发明将通过例子并参照附图的方式说明,其中:
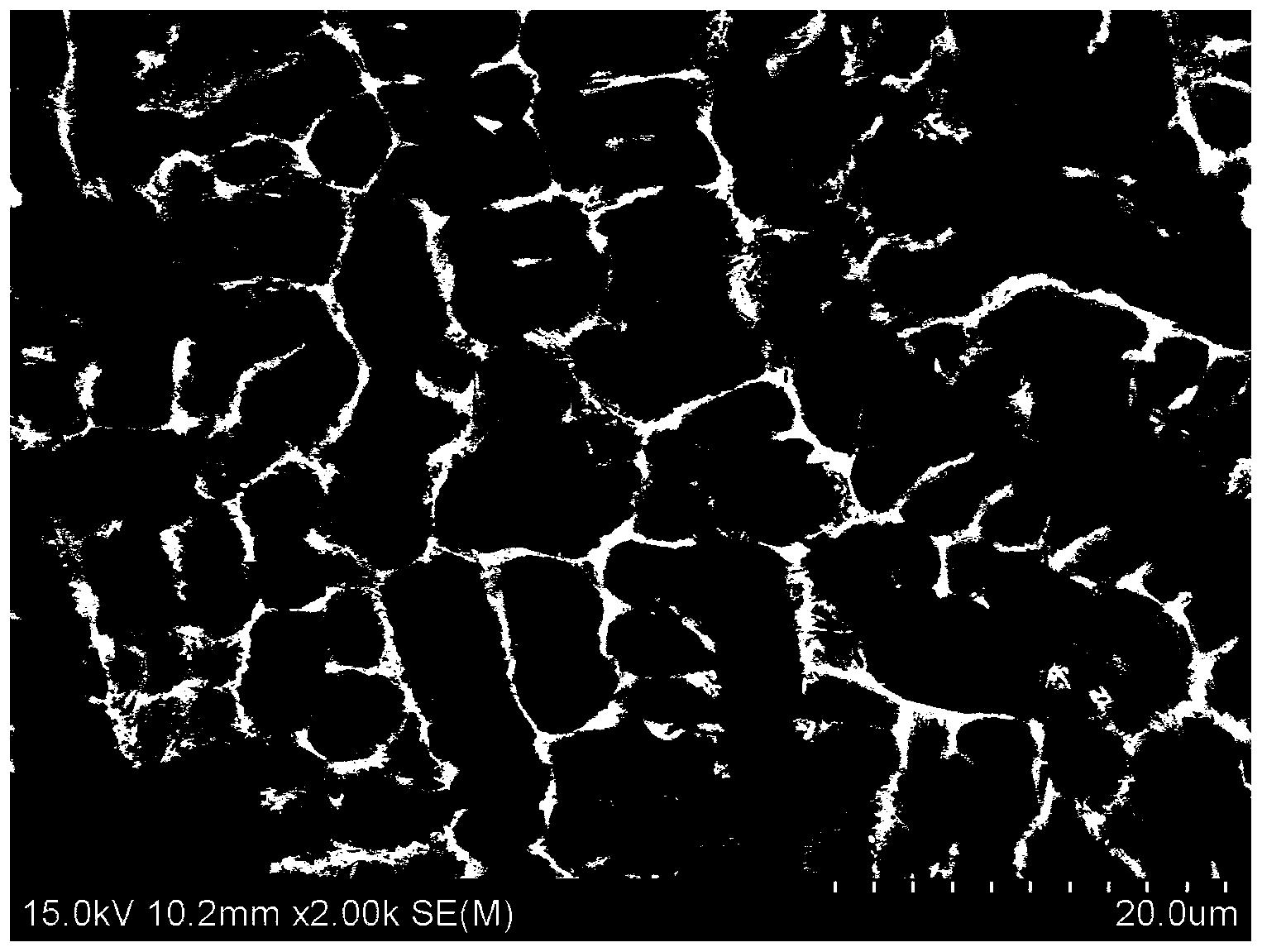
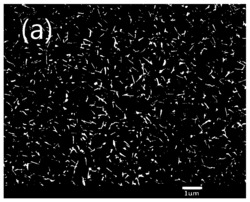
图1为采用本发明方法制成的超疏水铝合金表面在较小放大倍数下的扫描电镜(SEM)图片。
图2为采用本发明方法制成的超疏水铝合金表面在较大放大倍数下的扫描电镜(SEM)图片。
图3为采用本发明方法制成的超疏水铝合金表面的对水的接触角示意图。
图4为采用本发明方法制成的超疏水铝合金表面打磨后的扫描电镜(SEM)图片。
图5为采用本发明方法制成的超疏水铝合金表面打磨后的接触角示意图。
图6为采用本发明方法制成的超疏水铝合金表面刀刻后的照片。
图7为采用本发明方法制成的超疏水铝合金表面刀刻后的水滴照片。
图8为采用本发明方法制成的超疏水铝合金表面在180℃-260℃温度下接触角的变化曲线。
具体实施方式
本说明书中公开的所有特征,或公开的所有方法或过程中的步骤,除了互相排斥的特征和/或步骤以外,均可以以任何方式组合。
下面结合图1至图8本发明作详细说明。
实施例1
本实施例提供一种超疏水金属铝合金表面的制备方法,其制备方法步骤以下:
(1)铝合金表面预处理:将尺寸为20×20×1cm的铝合金进行喷砂处理,砂砾的大小为24目,将喷砂后的样品依次放入丙酮和乙醇溶液中进行超声清洗,时间均为10min。
(2)浸泡:将清洗后的铝合金块浸入0.01mol的全氟辛酸溶液中,环境温度为95℃,浸泡时间为4h。
(3)将浸泡完成后的样品取出,至于烘箱中干燥1h,得到超疏水铝合金表面。
利用SL200B接触角测量仪测量上述超疏水铝合金表面的接触角,在其表面均匀选取5个点,测得接触角的平均值见表1。
实施例2
本实施例提供一种超疏水金属铝合金表面的制备方法,其制备方法步骤以下:
(1)铝合金表面预处理:将尺寸为20×20×1cm的铝合金进行喷砂处理,砂砾的大小为24目,将喷砂后的样品依次放入丙酮和乙醇溶液中进行超声清洗,时间均为10min。
(2)浸泡:将刻蚀后的铝合金块泡入0.01mol的全氟辛酸溶液中,环境温度为95℃,浸泡时间为6h。
(3)将浸泡完成后的样品取出,至于烘箱中干燥1h,得到超疏水铝合金表面。
利用SL200B接触角测量仪测量上述超疏水铝合金表面的接触角,在其表面均匀选取5个点,测得接触角的平均值见表1。
实施例3
本实施例提供一种超疏水金属铝合金表面的制备方法,其制备方法步骤以下:
(1)铝合金表面预处理:将尺寸为20×20×1cm的铝合金进行喷砂处理,砂砾的大小为24目,将喷砂后的样品依次放入丙酮和乙醇溶液中进行超声清洗,时间均为10min。
(2)浸泡:将刻蚀后的铝合金块泡入0.01mol的全氟辛酸溶液中,环境温度为95℃,浸泡时间为8h。
(3)将浸泡完成后的样品取出,至于烘箱中干燥1h,得到超疏水铝合金表面。
利用SL200B接触角测量仪测量上述超疏水铝合金表面的接触角,在其表面均匀选取5个点,测得接触角的平均值见表1。
实施例4
本实施例提供一种超疏水金属铝合金表面的制备方法,其制备方法步骤以下:
铝合金表面预处理:将尺寸为20×20×1cm的铝合金进行喷砂处理,砂砾的大小为24目,将喷砂后的样品依次放入丙酮和乙醇溶液中进行超声清洗,时间均为10min。
(2)浸泡:将刻蚀后的铝合金块泡入0.01mol的全氟辛酸溶液中,环境温度为95℃,浸泡时间为12h。
(3)将浸泡完成后的样品取出,至于烘箱中干燥1h,得到超疏水铝合金表面。
利用SL200B接触角测量仪测量上述超疏水铝合金表面的接触角,在其表面均匀选取5个点,测得接触角的平均值见表1。
实施例5
本实施例提供一种超疏水金属铝合金表面的制备方法,其制备方法步骤以下:
铝合金表面预处理:将尺寸为20×20×1cm的铝合金进行喷砂处理,砂砾的大小为24目,将喷砂后的样品依次放入丙酮和乙醇溶液中进行超声清洗,时间均为10min。
(2)浸泡:将刻蚀后的铝合金块泡入0.01mol的全氟辛酸溶液中,环境温度为95℃,浸泡时间为24h。
(3)将浸泡完成后的样品取出,至于烘箱中干燥1h,得到超疏水铝合金表面。
利用SL200B接触角测量仪测量上述超疏水铝合金表面的接触角,在其表面均匀选取5个点,测得接触角的平均值见表1。
表1
由表1可知,本发明所制备的超疏水铝合金表面具有很好的疏水性。
取实施例4制成的超疏水铝合金表面,在5kPa的压力下用1000目的砂纸打磨800cm、刀刻8次、锤击50次后,经测试其接触角为148°,表明其仍能保持超疏水性。作为对比,文献Colloids and Surfaces A 553(2018)645-651提出了一种超疏水表面的制备方法,采用热喷涂F323/PFOA/Al2O3溶液的方法制备超疏水表面,该方法制成的超疏水表面在0.47kPa的压力下用1000目的砂纸打磨500cm后失去超疏水性。此外,文献Appl.Surf.Sci.356(2015)639-644采用热喷涂沉积和PTFE修饰的方法制备的超疏水表面在2.5kPa的压力下用800目的砂纸打磨100cm后失去超疏水性。可见,本发明方法制成的超疏水铝合金表面在耐磨性上有显著的提升。
取实施例4制成的超疏水铝合金表面,测试其在高温下的超疏水性能,结果如图8所示,从图中可看出在240℃的高温下,超疏水铝合金表面仍能保持优异的超疏水性。作为对比,文献Colloids and Surfaces A 567(2019)205–212提出了一种超疏水表面的制备方法,采用HCl刻蚀和PFOA修饰的方法制备超疏水表面,该方法制成的超疏水表面在200℃的环境下放置两小时后失去了超疏水性。此外,文献Appl.Surf.Sci.420(2017)336-345提出了一种超疏水涂层的制备方法,采用电化学沉积和化学修饰的方法制备超疏水涂层,该方法制成的超疏水涂层只能在不超过200℃的温度下维持其超疏水性。由此可见,本发明方法制成的超疏水铝合金表面在耐热性上有显著的提升。
以上所述实施例仅表达了本申请的具体实施方式,其描述较为具体和详细,但并不能因此而理解为对本申请保护范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本申请技术方案构思的前提下,还可以做出若干变形和改进,这些都属于本申请的保护范围。
一种具有耐磨性和耐热性的超疏水铝合金表面及其制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0