









专利摘要
本发明公开了一种基于霍尔效应制备功能梯度材料的轧制装置及方法,其装置是在传统轧机基础上,增设线圈以产生磁场,并在轴承座上增设电极板以导入脉冲电流,以及增设接线柱以测量金属板材两端的电势差,来控制梯度分布的电流情况,上电极板接电源正极,下电极板接电源负极,脉冲电流从上电极板导入,经过上轧辊、金属板材、下轧辊,在从下电极板回到电源负极,当脉冲电流经过金属板材的塑性变形区时,通过磁场的影响,使脉冲电流在金属板材的塑性变形区内沿宽展方向呈梯度分布,进而使金属板材的性能也呈梯度分布,从而制备功能梯度材料,且梯度分布的电流可控,进而材料的性能也可控。
权利要求
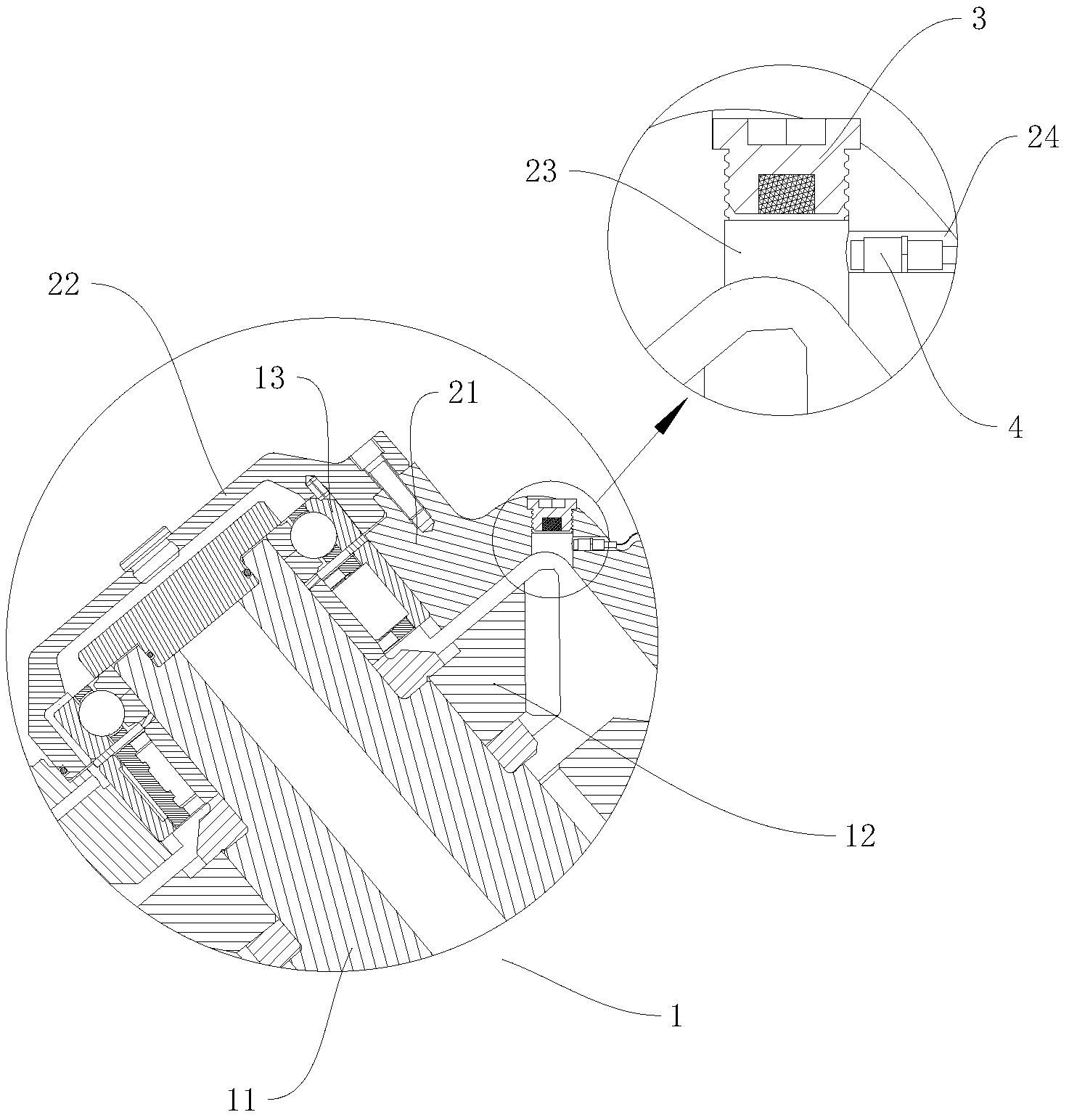
1.一种基于霍尔效应制备功能梯度材料的轧制装置,其特征在于,包括:机架、上轧辊、下轧辊、线圈架、线圈、轴承座、端盖A、端盖B、上电极板、下电极板、接线柱、支撑板、螺母、绝缘套,其中,所述上电极板以及所述下电极板通过螺栓连接安装在所述轴承座上,所述轴承座通过螺栓连接安装在所述机架上,所述端盖A通过螺栓连接安装在所述轴承座上,所述端盖B直接安装在轴承座上,所述上轧辊以及所述下轧辊分别安装在所述轴承座上,所述线圈架通过螺栓连接安装在所述上轧辊上侧和所述下轧辊下侧,所述线圈套设在所述线圈架上,所述支撑板安装在所述机架前后两侧的上轧辊、下轧辊之间的夹缝处,所述绝缘套安装在所述机架的圆形槽孔上,所述接线柱安装在所述绝缘套中,所述接线柱通过两个分别位于机架内侧和外侧的所述螺母旋合固定,所述机架分别与所述轴承座、所述螺母的接触面均喷涂绝缘涂层,所述螺母的表面也涂绝缘涂层,所述支撑板表面也喷涂绝缘涂层。
2.一种基于霍尔效应制备功能梯度材料的轧制方法,根据权利要求1所述的轧制装置实现的,其特征在于,包括如下步骤:
步骤S1:设定脉冲电流参数和控制电流参数,先将内侧和外侧的螺母拧开,将金属板材放在支撑板上,使两个接线柱的表面与金属板材表面相接触,调整两个接线柱之间的距离为金属板材的宽度,然后拧紧内、外侧螺母固定接线柱的位置,接线柱的接线端接在电压表上;
步骤S2:将两个上电极板接到脉冲电源的正极,将两个下电极板接到脉冲电源的负极,将脉冲电流从轴承座上的上电极板上导入,经金属板材后,再经过下轧辊和轴承座从下电极板流到脉冲电源负极;
步骤S3:在两个线圈中通入可控电流,从而产生可控磁场,使得两个线圈产生的磁场方向在上轧辊和下轧辊之间的间隙内方向相同,脉冲电流在磁场的作用下,使脉冲电流在金属板材的塑性变形区内沿着金属板材的宽度方向呈梯度分布;
步骤S4:两个接线柱的接线端接在电压表上,记录下每段脉冲电流对应的电压表读数,得知梯度分布的电流情况,进而控制电流的梯度分布,控制轧件性能呈梯度分布。
说明书
技术领域
本发明涉及霍尔效应在金属加工的应用领域,具体涉及到一种基于霍尔效应制备功能梯度材料的轧制装置及方法。
背景技术
功能梯度材料是指一类组成结构和性能在材料厚度或长度方向连续或准连续变化的非均质复合材料,或为材料的性能和功能呈梯度变化的一种新型的功能性材料。它具有如下的优点:相比于多层复合材料,功能梯度材料不存在明显分界面,而宏观性能却在空间呈现梯度变化。相对于传统材料,功能梯度材料展现出材料的独特性能可以应对不对称物理参数所引发的问题,材料性能的连续或梯度变化为人们解决特殊需求和特定设计提供了新方法。因此,功能梯度材料的研究能够带来新材料技术的革命,进行功能梯度材料的研究是十分必要的。
如何制备功能梯度材料一直是各国研究的重点课题,也是研究功能梯度材料的核心。目前主要制备方法有气相沉积法、自蔓延高温合成法、粉末冶金法、等离子喷涂法、激光熔覆法等。但是由于技术还不够成熟,能用于商业化生产的功能梯度材料很少,只是在航空航天和光学领域达到实用化程度,所以需要一种能够用于商业生产的方法及装置。
由电塑性效应可以知道金属在加载电流后其各向性能都会发生变化,也有研究结果表明,金属材料变形在电流的同步加载或异步加载条件下,所得材料不仅在断裂强度、延伸率、变形抗力、硬度、回弹能力和电阻值都有所改变,所以提供了一种可以在金属的塑性变形的过程中通入梯度分布的电流,进而制备功能梯度材料的新思路。
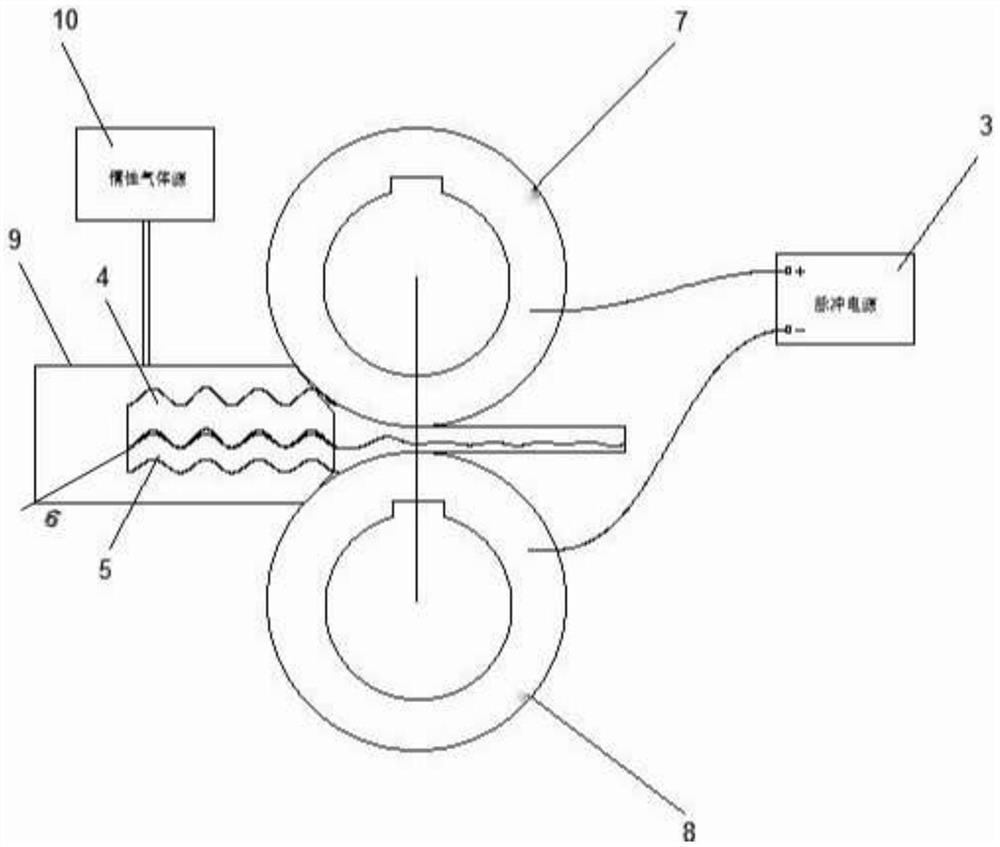
对于金属的塑性变形,本发明拟从金属板材的轧制工艺入手,对于梯度分布的电流,由霍尔效应知道,当通有电流的导体或半导体置于与电流方向垂直的磁场中时,在垂直于电流和磁场的方向,该导体或半导体的两侧会产生一个电势差,由于电流在磁场中会产生电势差,所以导体中的电流在磁场中时是呈梯度分布的,且导体中电流密度越大的部分,其性能变化越显著,并且可以通过测量电势差的大小来进而可以控制金属中梯度分布的电流的大小。
因此通过以上的理论支持和研究发现,为制备功能梯度材料提供一个全新的方法,通过霍尔效应的原理,可在轧制过程中对轧件施加一个可控的脉冲电流以及一个可控磁感应强度和方向的磁场,同时在轧制时可测量金属板材两端的电势差,控制金属板材内的梯度电流的分布,即金属板材中电流密的分布,以此来完成功能梯度材料的制备。
发明内容
针对上述技术问题,本发明的目的在于提供一种基于霍尔效应制备功能梯度材料的轧制装置及方法。本发明受到金属的电塑性效应以及霍尔效应的启示,在金属板材的轧制工艺过程中施加一个沿金属板材长度方向可控的恒定磁场,并且沿金属板材厚度方向通入脉冲电流,由于磁场的影响,使得脉冲电流沿金属板材的宽度方向呈梯度分布,又因为霍尔效应的原理,本发明可以测量金属板材宽度方向的电势差,通过控制磁场大小和方向以及脉冲电流的大小,可以精确控制金属板材中梯度分布的电流情况,进而控制了脉冲电流在金属板材中宽展方向的密度,脉冲电流的电流密度不同,其加工后的材料性能也会不同,使得被轧的金属板材沿其宽展方向的性能呈现梯度分布,从而制备具有功能梯度的金属板材。
为实现上述目的,本发明是根据以下技术方案实现的:
一种基于霍尔效应制备功能梯度材料的轧制装置,其特征在于,包括:机架、上轧辊、下轧辊、线圈架、线圈、轴承座、端盖A、端盖B、上电极板、下电极板、接线柱、支撑板、螺母、绝缘套,其中,所述上电极板以及所述下电极板通过螺栓连接安装在所述轴承座上,所述轴承座通过螺栓连接安装在所述机架上,所述端盖A通过螺栓连接安装在所述轴承座上,所述端盖B直接安装在轴承座上,所述上轧辊以及所述下轧辊分别安装在所述轴承座上,所述线圈架通过螺栓连接安装在所述上轧辊上侧和所述下轧辊下侧,所述线圈套设在所述线圈架上,所述支撑板安装在所述机架前后两侧的上轧辊、下轧辊之间的夹缝处,所述绝缘套安装在所述机架的圆形槽孔上,所述接线柱安装在所述绝缘套中,所述接线柱通过两个分别位于机架内侧和外侧的所述螺母旋合固定。
上述技术方案中,所述机架分别与所述轴承座、所述螺母的接触面均喷涂绝缘涂层,所述螺母的表面也涂绝缘涂层,所述支撑板表面也喷涂绝缘涂层。
本发明的一种基于霍尔效应制备功能梯度材料的轧制方法,是根据上述的轧制装置实现的,其特征在于,包括如下步骤:
步骤S1:设定脉冲电流参数和控制电流参数,先将内侧和外侧的螺母拧开,将金属板材放在支撑板上,使两个接线柱的表面与金属板材表面相接触,调整两个接线柱之间的距离为金属板材的宽度,然后拧紧内、外侧螺母固定接线柱的位置,接线柱的接线端接在电压表上;
步骤S2:将两个上电极板接到脉冲电源的正极,将两个下电极板接到脉冲电源的负极,将脉冲电流从轴承座上的上电极板上导入,经金属板材后,再经过下轧辊和轴承座从下电极板流到脉冲电源负极;
步骤S3:在两个线圈中通入可控电流,从而产生可控磁场,使得两个线圈产生的磁场方向在上轧辊和下轧辊之间的间隙内方向相同,脉冲电流在磁场的作用下,使脉冲电流在金属板材的塑性变形区内沿着金属板材的宽度方向呈梯度分布;
步骤S4:两个接线柱的接线端接在电压表上,记录下每段脉冲电流对应的电压表读数,得知梯度分布的电流情况,进而控制电流的梯度分布,控制轧件性能呈梯度分布。
本发明与现有技术相比,具有如下优点:
本发明基于霍尔效应原理,设计了连接电压表的两个接线柱,可时刻反映金属板材内的脉冲电流的分布,从而准确的控制脉冲电流的分布,进而精确控制板材的性能呈梯度分布;本发明可用于大批量生产功能梯度材料;本发明在传统轧机上进行改造,所以生产本装置的成本较低。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它附图。
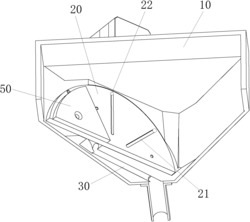
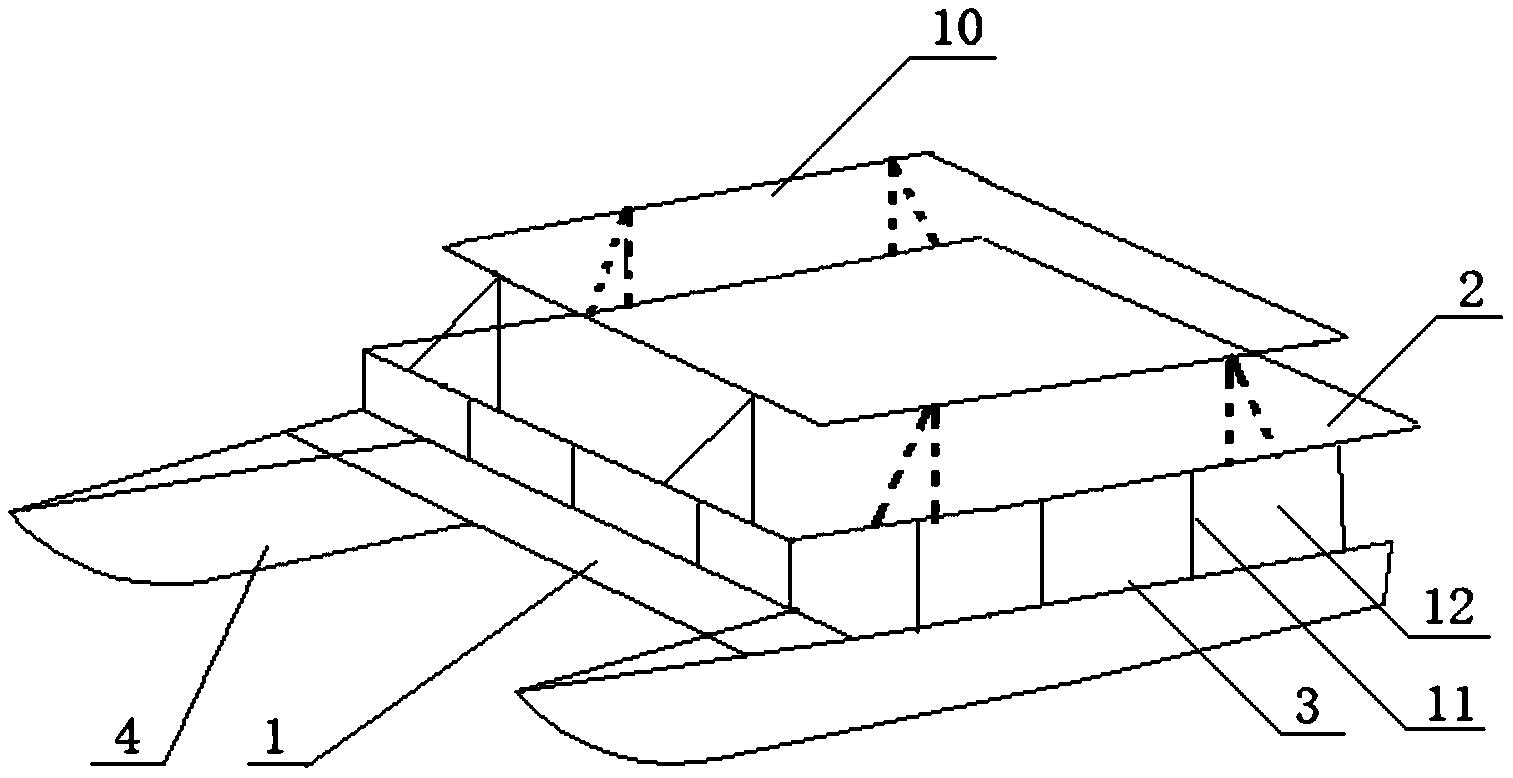
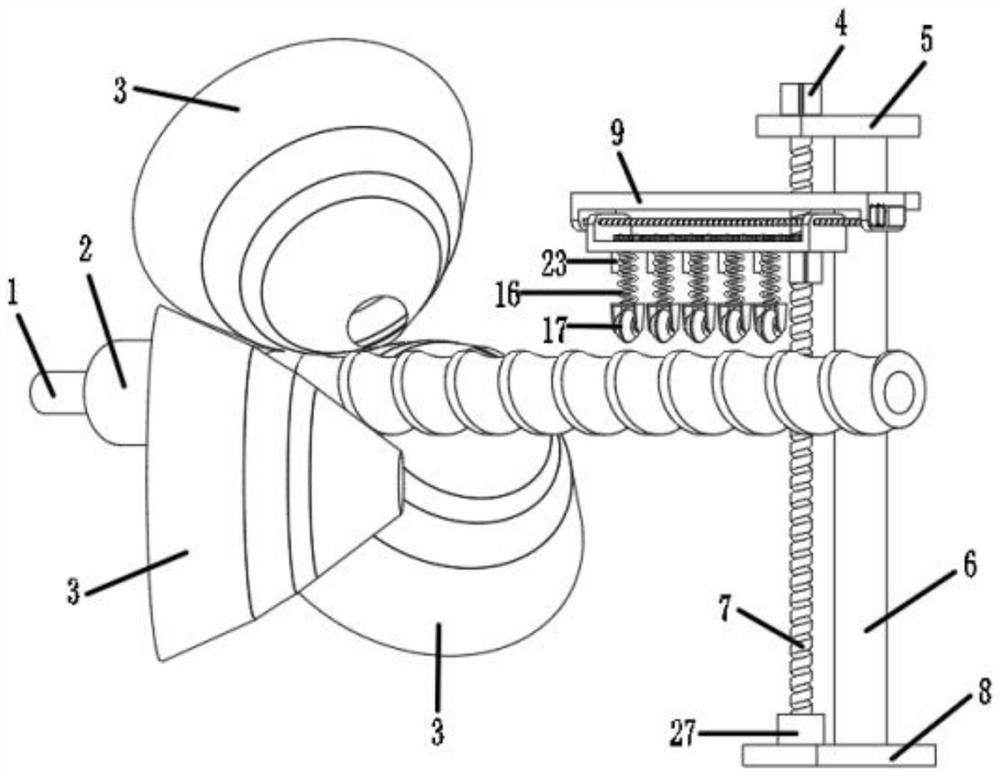
图1是本发明的一个具体实施例的轧制装置的轴测视图;
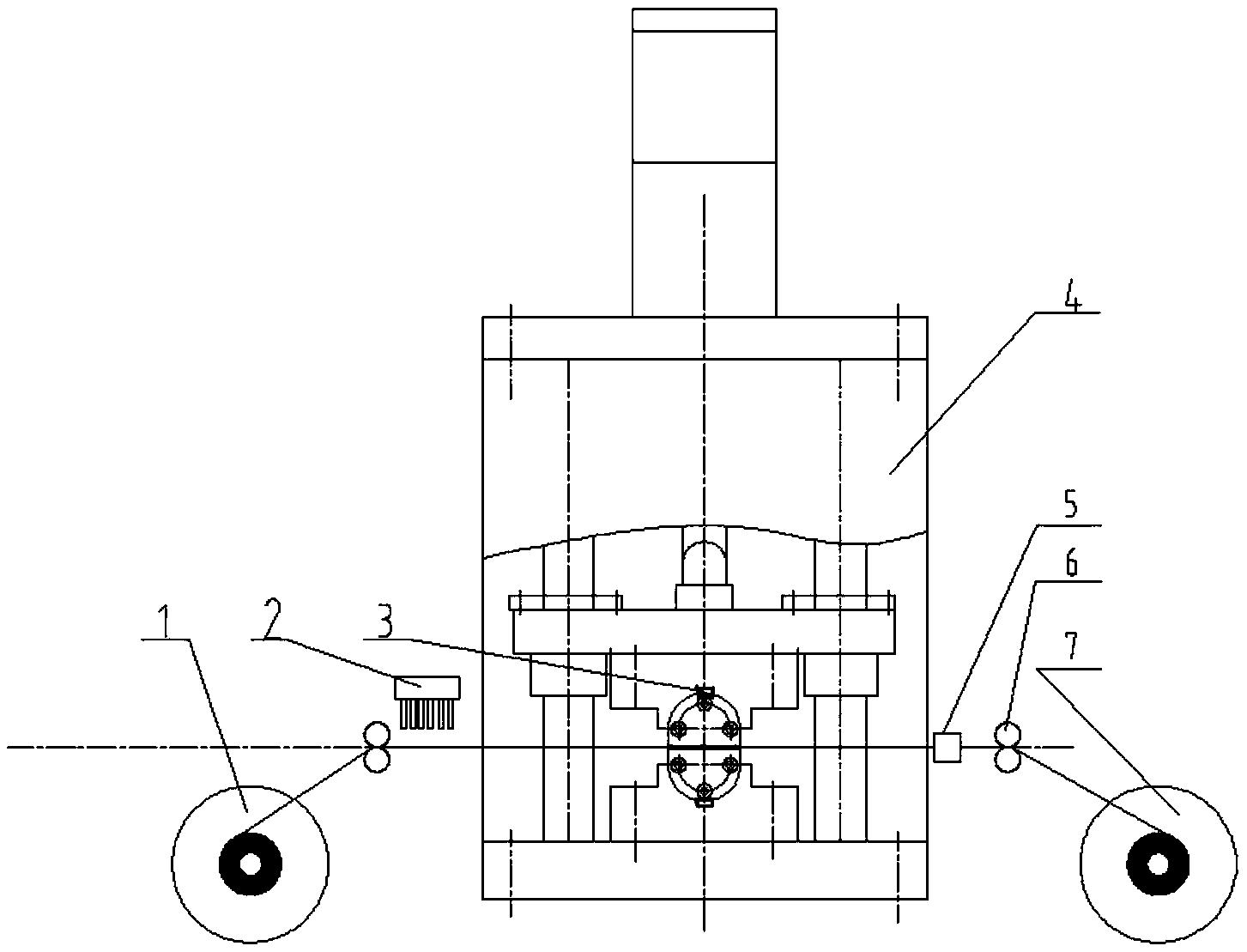
图2是本发明的一个具体实施例的装置的零件示意图;
图中:1-机架;2-线圈架;3-线圈;4-端盖B;5-上轧辊;6-轴承座;7-上电极板;8-端盖A;9-下电极板;10-螺母;11-接线柱;12-绝缘套;13-支撑板、14-下轧辊。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。
在本发明的描述中,需要理解的是,术语“径向”、“轴向”、“上”、“下”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
如图1所示,根据本发明的一个具体实施例,本发明的轧制装置主要包括机架1两个、线圈架2两个、线圈3两个、端盖B4四个、绝缘套12两个、轴承座6四个、上电极板7两个、下电极板9两个、端盖A8四个、上轧辊5一个、螺母10四个、接线柱11两个、支撑板13两个、下轧辊14一个,机架1与轴承座6和螺母10的接触面均喷涂绝缘涂层,上电极板7和下电极板9通过螺栓连接安装在轴承座6上,轴承座6通过螺栓连接安装在机架1上,端盖A8通过螺栓连接安装在轴承座6上和端盖B4直接安装在轴承座6上,上轧辊5和下轧辊14分别安装在轴承座6上,线圈架2通过螺栓连接安装在上轧辊5上侧和下轧辊14下侧,线圈3套在线圈架2上,支撑板13的表面喷涂绝缘涂层,安装在机架1前后两侧的上、下轧辊夹缝处,绝缘套12安装在机架1的圆形槽孔上,接线柱11安装在绝缘套12内,所述接线柱11通过两个分别位于机架1内侧和外侧的所述螺母10旋合固定,螺母10的表面也涂绝缘涂层。
接触表面喷涂绝缘涂层的目的是避免从上电极板通入的脉冲电流直接通过机架从下电极板流出,从而不能使电流从金属板材中流过;同时也为了避免电流流入机架,再流入接线柱中。
在使用本发明的轧制装置之前,还需要根据金属板材的几何参数、电阻率、磁导率和工作时金属板材的塑性变形量以及脉冲电流辅助金属塑性成型时对金属板材材料性能的影响,结合所要得到的金属板材材料的性能推导出轧制时脉冲电流在金属板材内的分布,同时根据脉冲电流的分布情况计算出每一段脉冲电流对应的金属板材沿宽展方向的电势差,即预期的脉冲电流分布结果和预期的每段脉冲电流对应的电势差大小,可根据实际的电势差大小情况来验证实际脉冲电流分布是否满足预期的脉冲电流分布结果。
本发明的一种基于霍尔效应制备功能梯度材料的轧制方法,包括如下步骤:
步骤S1:设定脉冲电流参数和控制电流参数,先将内侧和外侧的螺母拧开,将金属板材放在支撑板13上,使两个接线柱11的表面与金属板材表面相接触,调整两个接线柱11之间的距离为金属板材的宽度,然后拧紧内、外侧的螺母10固定接线柱11的位置,接线柱11的接线端接在电压表上;
其中,具体的,本发明根据预期的脉冲电流分布结果,初步在装置上设定脉冲电流参数和控制电流参数。
步骤S2:将两个上电极板7接到脉冲电源的正极,将两个下电极板9接到脉冲电源的负极,将脉冲电流从轴承座上的上电极板7上导入,经金属板材后,再经过下轧辊14和轴承座从下电极板9流到脉冲电源负极;
步骤S3:在两个线圈3中通入可控电流,从而产生可控磁场,使得两个线圈3产生的磁场方向在上轧辊5和下轧辊14之间的间隙内方向相同,脉冲电流在磁场的作用下,使脉冲电流在金属板材的塑性变形区内沿着金属板材的宽度方向呈梯度分布;
步骤S4:两个接线柱的接线端接在电压表上,记录下每段脉冲电流对应的电压表读数,得知梯度分布的电流情况,进而控制电流的梯度分布,控制轧件性能呈梯度分布。
然后,本发明将所得的每段脉冲电流对应的实际电压表的读数结果与之前所得到的预期结果进行对比,若对比结果不在误差允许范围内,根据对比的结果和差别调节和优化脉冲电流参数和控制电流参数,根据优化结果设定脉冲电流参数和控制电流参数,在重复本发明的轧制方法,若对比结果在误差允许范围内,则所得脉冲电流参数和控制电流参数可用于实际生产;
若要进行大批量生产,则可以将接线柱的距离调整到最大,对装置施加上面所得的脉冲电流参数和控制电流参数,进行大批量生产。
虽然,上文中已经用一般性说明及具体实施例对本发明作了详尽的描述,但在本发明基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。
一种基于霍尔效应制备功能梯度材料的轧制装置及方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0