

IPC分类号 : B27M1/08,B27D1/00,B27J1/00,B27K3/08,B27K3/36,B32B38/08,B32B37/10,B32B37/06,B32B17/02,B32B17/06






专利摘要
本发明公开了一种提高展平竹地板横向力学性能的加工方法。首先,新鲜的竹段经剖片、去内外节、软化、展平及双面压刨加工,制成展平竹地板坯料,再经加压浸渍、沥胶制成浸渍单层展平竹板;其次,将无碱玻璃纤维布裁成规格尺寸,经浸渍、沥干和低温干燥,制成浸渍单层玻璃纤维布;最后,将浸渍单层展平竹板和浸渍单层玻璃纤维布进行组坯,经热压、自然冷却后分别送入四面刨和双端铣加工,制成展平竹地板素板,再经表面砂光处理、上漆、分等检验,制成横向力学性能增强的展平竹地板成品。本发明的方法消除了展平竹地板内部因高温软化产生的内应力,提高竹地板产品的尺寸稳定性,降低竹地板产品翘曲变形的发生机率,具有广阔的市场发展前景。
权利要求
1. 一种提高展平竹地板横向力学性能的加工方法,其特征在于:包括如下步骤:
步骤1:新鲜的竹段经剖片、去内外节、软化处理和展平工序制成平板竹片,再经双面压刨刨平,制成厚度控制在6mm的单层展平竹板,备用;
步骤2:将步骤1得到的单层展平竹板整齐地码放在铁筐内,固定后放入金属罐内,倒入调匀的水溶性酚醛树脂后开始加压浸渍;
步骤3:加压浸渍5~10分钟后,取出浸渍好的展平竹板,放入沥网上沥胶,得到浸渍单层展平竹板,备用;
步骤4:将单层无碱玻璃纤维布裁成长×宽为1050mm×130mm的规格尺寸后,取10~20张规格尺寸的单层无碱玻璃纤维布叠放整齐,并用夹子固定成一摞后,放入装有固含量为30~40wt%的水溶性酚醛树脂胶粘剂的浸渍罐内,加重物使其完全浸入浸渍树脂中,10分钟小时后取出沥干;然后在温度60~80℃下干燥,干燥时间为5~10分钟,待无碱玻璃纤维布表面的胶不再粘手后,卸下夹子,取出制得的浸渍单层玻璃纤维布,备用;
步骤5:将步骤3制成的浸渍单层展平竹板和步骤4制成的浸渍单层玻璃纤维布进行组坯,组坯方式如下:取一张浸渍单层展平竹板,在其上方平整叠放一张浸渍单层玻璃纤维布,往上再依次覆盖一张浸渍单层展平竹板和一张浸渍单层玻璃纤维布,最后在最上层覆盖一张浸渍单层展平竹板,得到展平竹地板组坯料;完成后用塑料捆扎带捆扎固定,整齐地码放在压机的压板内,捆扎的展平竹地板组坯料之间用与其同长度的不锈钢隔条隔开;
步骤6:开动热压机,对步骤5中捆扎的展平竹地板组坯料进行热压处理,热压温度135~145℃,热压时间20~30分钟;
步骤7:完成热压处理后,将成型的展平竹地板组坯料卸出,堆垛在车间内自然冷却,冷却时间为48~72小时;
步骤8:将完成自然冷却的展平竹地板组坯料送入四面刨和双端铣加工,制成展平竹地板素板,备用;
步骤9:将步骤8制成的展平竹地板素板通过砂光机进行表面砂光后,涂刷光固化耐磨漆,待其表面的光固化耐磨漆完全固化后,按制成的展平竹地板质量检验分等,制成横向力学性能增强的展平竹地板成品。
2. 根据权利要求1所述的一种提高展平竹地板横向力学性能的加工方法,其特征在于:步骤1中所述的竹段为小头竹壁厚度在7~8mm之间的竹段。
3. 根据权利要求1所述的一种提高展平竹地板横向力学性能的加工方法,其特征在于:步骤2中所述的水溶性酚醛树脂的配方为:苯酚、甲醛和NaOH的质量比为1:2.89:0.28,固化物含量54wt%,游离甲醛含量<0.151wt%,树脂pH值为9。
4. 根据权利要求1所述的一种提高展平竹地板横向力学性能的加工方法,其特征在于:步骤4中所述的将单层无碱玻璃纤维布裁成长×宽为1050mm×130mm的规格尺寸,其中:1050mm长度方向为无碱玻璃纤维布的纬向,130mm宽度方向为无碱玻璃纤维布的经向。
5. 根据权利要求4所述的一种提高展平竹地板横向力学性能的加工方法,其特征在于:所述的无碱玻璃纤维布是由南京中材科技股份有限公司生产的无碱玻璃纤维平纹布EW90,其拉伸断裂强力:经向≥4500N/25mm;纬向≥3000N/25mm。
6. 根据权利要求1所述的一种提高展平竹地板横向力学性能的加工方法,其特征在于:步骤5中所述的不锈钢隔条的规格:高×宽为18mm×10mm。
7. 一种如权利要求1所述的方法加工而成的横向力学性能增强的展平竹地板。
说明书
技术领域
本发明属于竹材加工技术领域,具体涉及一种提高展平竹地板横向力学性能的加工方法。
背景技术
由于竹材的纤维及维管束呈纵向分布,竹材的纵向物理力学性能要远高于横向。利用竹材高温软化技术制备的展平竹板,虽然具有竹材利用率高、产品美观漂亮等多种优点;但其横向性能下降幅度更大,影响了展平竹地板的使用范围和领域。
利用单向性能优良的玻璃纤维布,通过浸渍的方法,在展平竹板的组坯过程中加入单向性能优良的玻璃纤维布,全面提升了成品展平竹地板的横向物理力学性能。该项技术还能够消除展平竹地板内部因高温软化产生的内应力,提高竹地板产品的尺寸稳定性,降低竹地板产品翘曲变形的发生机率,因此具有广阔的市场发展前景。
发明内容
本发明的目的在于提供一种提高展平竹地板横向力学性能的加工方法。该方法利用单向性能优良的玻璃纤维布,通过浸渍的方法,在展平竹板的组坯过程中加入单向性能优良的玻璃纤维布,全面提升了成品展平竹地板的横向物理力学性能。该项技术还能够消除展平竹地板内部因高温软化产生的内应力,提高竹地板产品的尺寸稳定性,降低竹地板产品翘曲变形的发生机率,因此具有广阔的市场发展前景。
为实现上述目的,本发明采用如下技术方案:
一种提高展平竹地板横向力学性能的加工方法包括如下步骤:
步骤1:新鲜的竹段经剖片、去内外节、软化处理和展平工序制成平板竹片,再经双面压刨刨平,制成厚度控制在6mm的单层展平竹板,备用;
步骤2:将步骤1得到的单层展平竹板整齐地码放在铁筐内,固定后放入金属罐内,倒入调匀的水溶性酚醛树脂后开始加压浸渍;
步骤3:加压浸渍5~10分钟后,取出浸渍好的展平竹板,放入沥网上沥胶,得到浸渍单层展平竹板,备用;
步骤4:将单层无碱玻璃纤维布裁成长×宽为1050mm×130mm的规格尺寸后,取10~20张规格尺寸的单层无碱玻璃纤维布叠放整齐,并用夹子固定成一摞后,放入装有固含量为30~40wt%的水溶性酚醛树脂胶粘剂的浸渍罐内,加重物使其完全浸入浸渍树脂中,10分钟小时后取出沥干;然后在温度60~80℃下干燥,干燥时间为5~10分钟,待无碱玻璃纤维布表面的胶不再粘手后,卸下夹子,取出制得的浸渍单层玻璃纤维布,备用;
步骤5:将步骤3制成的浸渍单层展平竹板和步骤4制成的浸渍单层玻璃纤维布进行组坯,组坯方式如下:取一张浸渍单层展平竹板,在其上方平整叠放一张浸渍单层玻璃纤维布,往上再依次覆盖一张浸渍单层展平竹板和一张浸渍单层玻璃纤维布,最后在最上层覆盖一张浸渍单层展平竹板,得到展平竹地板组坯料;完成后用塑料捆扎带捆扎固定,整齐地码放在压机的压板内,捆扎的展平竹地板组坯料之间用与其同长度的高×宽为18mm×10mm的不锈钢隔条隔开;
步骤6:开动热压机,对步骤5中捆扎的展平竹地板组坯料进行热压处理,热压温度135~145℃,热压时间20~30分钟;
步骤7:完成热压处理后,将成型的展平竹地板组坯料卸出,堆垛在车间内自然冷却,冷却时间为48~72小时;
步骤8:将完成自然冷却的展平竹地板组坯料送入四面刨和双端铣加工,制成展平竹地板素板,备用;
步骤9:将步骤8制成的展平竹地板素板通过砂光机进行表面砂光后,涂刷光固化耐磨漆,待其表面的光固化耐磨漆完全固化后,按制成的展平竹地板质量检验分等,制成横向力学性能增强的展平竹地板成品。
步骤1中的竹段为小头竹壁厚度在7~8mm之间的竹段,竹壁太厚(>8mm)的竹段因在加工过程中因材料损耗大(定厚刨削),考虑另作它用。
步骤2中所述的水溶性酚醛树脂的配方为:苯酚、甲醛和NaOH的质量比为1:2.89:0.28,固化物含量54wt%,游离甲醛含量<0.151wt%,树脂pH值为9。
步骤2中将单层展平竹板整齐地码放在铁筐内固定的目的是保证单层展平竹板在浸渍过程中因铁筐的重量全部浸没在胶液中,防止因个别展平竹板的上浮影响胶液的浸渍效率。
步骤4中所述的将单层无碱玻璃纤维布裁成长×宽为1050mm×130mm的规格尺寸,其中:1050mm长度方向为无碱玻璃纤维布的纬向,130mm宽度方向为无碱玻璃纤维布的经向;所述的无碱玻璃纤维布是由南京中材科技股份有限公司生产的无碱玻璃纤维平纹布EW90,其拉伸断裂强力:经向≥4500N/25mm;纬向≥3000N/25mm。
所述步骤4中将10~20张的规格尺寸的单层无碱玻璃纤维布叠放整齐并用夹子固定成一摞后才开始进行浸渍处理的目的是:防止单层无碱玻璃纤维布在浸渍树脂胶的过程中因出现抽纱的问题,影响最终产品的质量。
所述步骤4中的无碱玻璃纤维布在干燥的过程中,整摞(10~20层)进行干燥的目的是:防止单层无碱玻璃纤维布在干燥过程中出现的卷边和不平整现象,影响组坯的完成质量和效率。
所述步骤5中的用塑料捆扎带捆扎固定组坯完成的展平竹地板组坯料的目的是:防止竹地板坯料在热压过程中出现出现位置移动的问题。
所述步骤5中在压机的压板内采用不锈钢隔条将展平竹地板组坯料左右隔开的目的是:防止展平竹地板组坯料在热压固化过程中彼此发生沾连的现象;同时,不锈钢隔条在热压机热压展平竹地板组坯料的过程中还起到厚度规的作用,确保成品展平竹地板的厚度要求。
本发明的有益效果在于:提供一种提高展平竹地板横向力学性能的加工方法,该方法利用单向性能优良的玻璃纤维布,通过浸渍的方法,在展平竹板的组坯过程中加入单向性能优良的玻璃纤维布,全面提升了展平竹地板的横向物理力学性能。该项技术还能够消除展平竹地板内部因高温软化产生的内应力,提高竹地板产品的尺寸稳定性,降低竹地板产品翘曲变形的发生机率,因此具有广阔的市场发展前景。
附图说明
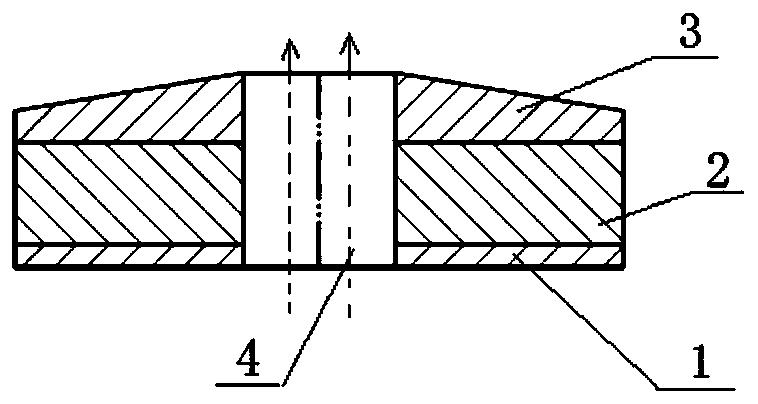
图1为本发明的横向力学性能增强的展平竹地板组坯示意图;其中:1为浸渍单层展平竹板,2为浸渍单层玻璃纤维布,3为浸渍单层展平竹板,4为浸渍单层玻璃纤维布,5为浸渍单层展平竹板。
具体实施方式
以下结合具体实施例对本发明做进一步说明,但本发明不仅仅限于这些实施例。
实施例1
一种提高展平竹地板横向力学性能的加工方法包括如下步骤:
步骤1:取小头竹壁厚度在7~8mm之间的新鲜竹段,经剖片、去内外节、软化处理和展平工序制成平板竹片,再经双面压刨刨平,制成厚度控制在6mm的单层展平竹板,备用;
步骤2:将步骤1得到的单层展平竹板整齐地码放在铁筐内,固定后放入金属罐内,倒入调匀的水溶性酚醛树脂后开始加压浸渍;所述的水溶性酚醛树脂的配方为:苯酚、甲醛和NaOH的质量比为1:2.89:0.28,固化物含量54wt%,游离甲醛含量<0.151wt%,树脂pH值为9;
步骤3:加压浸渍5分钟后,取出浸渍好的展平竹板,放入沥网上沥胶,得到浸渍单层展平竹板,备用;
步骤4:将单层无碱玻璃纤维布裁成长×宽为1050mm×130mm的规格尺寸后,取10张规格尺寸的单层无碱玻璃纤维布叠放整齐,并用夹子固定成一摞后,放入装有固含量为30wt%的水溶性酚醛树脂胶粘剂的浸渍罐内,加重物使其完全浸入浸渍树脂中,10分钟小时后取出沥干;然后在温度60℃下干燥,干燥时间为10分钟,待无碱玻璃纤维布表面的胶不再粘手后,卸下夹子,取出制得的浸渍单层玻璃纤维布,备用;
步骤5:将步骤3制成的浸渍单层展平竹板和步骤4制成的浸渍单层玻璃纤维布进行组坯,组坯方式如下:取一张浸渍单层展平竹板,在其上方平整叠放一张浸渍单层玻璃纤维布,往上再依次覆盖一张浸渍单层展平竹板和一张浸渍单层玻璃纤维布,最后在最上层覆盖一张浸渍单层展平竹板,得到展平竹地板组坯料;完成后用塑料捆扎带捆扎固定,整齐地码放在压机的压板内,捆扎的展平竹地板组坯料之间用与其同长度的高×宽为18mm×10mm的不锈钢隔条隔开;
步骤6:开动热压机,对步骤5中捆扎的展平竹地板组坯料进行热压处理,热压温度135℃,热压时间30分钟;
步骤7:完成热压处理后,将成型的展平竹地板组坯料卸出,堆垛在车间内自然冷却,冷却时间为48小时;
步骤8:将完成自然冷却的展平竹地板组坯料送入四面刨和双端铣加工,制成展平竹地板素板,备用;
步骤9:将步骤8制成的展平竹地板素板通过砂光机进行表面砂光后,涂刷光固化耐磨漆,待其表面的光固化耐磨漆完全固化后,按制成的展平竹地板质量检验分等,制成横向力学性能增强的展平竹地板成品。
实施例2
一种提高展平竹地板横向力学性能的加工方法包括如下步骤:
步骤1:取小头竹壁厚度在7~8mm之间的新鲜竹段,经剖片、去内外节、软化处理和展平工序制成平板竹片,再经双面压刨刨平,制成厚度控制在6mm的单层展平竹板,备用;
步骤2:将步骤1得到的单层展平竹板整齐地码放在铁筐内,固定后放入金属罐内,倒入调匀的水溶性酚醛树脂后开始加压浸渍;所述的水溶性酚醛树脂的配方为:苯酚、甲醛和NaOH的质量比为1:2.89:0.28,固化物含量54wt%,游离甲醛含量<0.151wt%,树脂pH值为9;
步骤3:加压浸渍10分钟后,取出浸渍好的展平竹板,放入沥网上沥胶,得到浸渍单层展平竹板,备用;
步骤4:将单层无碱玻璃纤维布裁成长×宽为1050mm×130mm的规格尺寸后,取20张规格尺寸的单层无碱玻璃纤维布叠放整齐,并用夹子固定成一摞后,放入装有固含量为40wt%的水溶性酚醛树脂胶粘剂的浸渍罐内,加重物使其完全浸入浸渍树脂中,10分钟小时后取出沥干;然后在温度80℃下干燥,干燥时间为5分钟,待无碱玻璃纤维布表面的胶不再粘手后,卸下夹子,取出制得的浸渍单层玻璃纤维布,备用;
步骤5:将步骤3制成的浸渍单层展平竹板和步骤4制成的浸渍单层玻璃纤维布进行组坯,组坯方式如下:取一张浸渍单层展平竹板,在其上方平整叠放一张浸渍单层玻璃纤维布,往上再依次覆盖一张浸渍单层展平竹板和一张浸渍单层玻璃纤维布,最后在最上层覆盖一张浸渍单层展平竹板,得到展平竹地板组坯料;完成后用塑料捆扎带捆扎固定,整齐地码放在压机的压板内,捆扎的展平竹地板组坯料之间用与其同长度的高×宽为18mm×10mm的不锈钢隔条隔开;
步骤6:开动热压机,对步骤5中捆扎的展平竹地板组坯料进行热压处理,热压温度145℃,热压时间20分钟;
步骤7:完成热压处理后,将成型的展平竹地板组坯料卸出,堆垛在车间内自然冷却,冷却时间为72小时;
步骤8:将完成自然冷却的展平竹地板组坯料送入四面刨和双端铣加工,制成展平竹地板素板,备用;
步骤9:将步骤8制成的展平竹地板素板通过砂光机进行表面砂光后,涂刷光固化耐磨漆,待其表面的光固化耐磨漆完全固化后,按制成的展平竹地板质量检验分等,制成横向力学性能增强的展平竹地板成品。
实施例3
一种提高展平竹地板横向力学性能的加工方法包括如下步骤:
步骤1:取小头竹壁厚度在7~8mm之间的新鲜竹段,经剖片、去内外节、软化处理和展平工序制成平板竹片,再经双面压刨刨平,制成厚度控制在6mm的单层展平竹板,备用;
步骤2:将步骤1得到的单层展平竹板整齐地码放在铁筐内,固定后放入金属罐内,倒入调匀的水溶性酚醛树脂后开始加压浸渍;所述的水溶性酚醛树脂的配方为:苯酚、甲醛和NaOH的质量比为1:2.89:0.28,固化物含量54wt%,游离甲醛含量<0.151wt%,树脂pH值为9;
步骤3:加压浸渍8分钟后,取出浸渍好的展平竹板,放入沥网上沥胶,得到浸渍单层展平竹板,备用;
步骤4:将单层无碱玻璃纤维布裁成长×宽为1050mm×130mm的规格尺寸后,取10~20张规格尺寸的单层无碱玻璃纤维布叠放整齐,并用夹子固定成一摞后,放入装有固含量为35wt%的水溶性酚醛树脂胶粘剂的浸渍罐内,加重物使其完全浸入浸渍树脂中,10分钟小时后取出沥干;然后在温度70℃下干燥,干燥时间为8分钟,待无碱玻璃纤维布表面的胶不再粘手后,卸下夹子,取出制得的浸渍单层玻璃纤维布,备用;
步骤5:将步骤3制成的浸渍单层展平竹板和步骤4制成的浸渍单层玻璃纤维布进行组坯,组坯方式如下:取一张浸渍单层展平竹板,在其上方平整叠放一张浸渍单层玻璃纤维布,往上再依次覆盖一张浸渍单层展平竹板和一张浸渍单层玻璃纤维布,最后在最上层覆盖一张浸渍单层展平竹板,得到展平竹地板组坯料;完成后用塑料捆扎带捆扎固定,整齐地码放在压机的压板内,捆扎的展平竹地板组坯料之间用与其同长度的高×宽为18mm×10mm的不锈钢隔条隔开;
步骤6:开动热压机,对步骤5中捆扎的展平竹地板组坯料进行热压处理,热压温度140℃,热压时间25分钟;
步骤7:完成热压处理后,将成型的展平竹地板组坯料卸出,堆垛在车间内自然冷却,冷却时间为60小时;
步骤8:将完成自然冷却的展平竹地板组坯料送入四面刨和双端铣加工,制成展平竹地板素板,备用;
步骤9:将步骤8制成的展平竹地板素板通过砂光机进行表面砂光后,涂刷光固化耐磨漆,待其表面的光固化耐磨漆完全固化后,按制成的展平竹地板质量检验分等,制成横向力学性能增强的展平竹地板成品。
依据本发明生产的横向力学性能优异的展平竹地板,具有投资少,见效快的特点。该方法利用单向性能优良的玻璃纤维布,通过浸渍的方法,在展平的竹地板坯料的组坯过程中加入单向性能优良的玻璃纤维布,全面提升了展平竹地板的横向物理力学性能。该项技术还能够消除展平竹地板内部因高温软化产生的内应力,提高竹地板产品的尺寸稳定性,降低竹地板产品翘曲变形的发生机率,因此具有广阔的市场发展前景。
以上所述仅为本发明的较佳实施例,凡依本发明申请专利范围所做的均等变化与修饰,皆应属本发明的涵盖范围。
一种提高展平竹地板横向力学性能的加工方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0