

IPC分类号 : B28B15/00,B28B5/00,B28B1/087,B28B11/08,B28B13/02,B28B7/18,B28B7/24,B65G60/00






专利摘要
本发明公开一种水泥混凝土片制品机,包括有机架、设置在所述机架上的进盘组件、堆叠放置在所述进盘组件上的多个模具盘、用于对所述模具盘进行受浆的受浆组件;所述进盘组件包括有推动所述模具盘依次通过所述受浆组件的进盘装置,所述模具盘上设有至少一个型腔。本发明的受浆组件自动把浆料涂抹在模具盘上,通过模具盘上设置的与水泥混凝土方片相匹配的型腔直接成型,使得在生产中免去了人工涂抹水泥混凝土浆、人工切割方片、开中央通孔的工序,不仅大大降低了工人的劳动强度,还提高了水泥混凝土方片的精度;其次,进盘组件可将放置在进盘装置上的多个模具盘不断送进受浆组件受浆,提高产能。
权利要求
1.一种水泥混凝土片制品机,其特征在于:包括有机架(1)、设置在所述机架(1)上的进盘组件(3)、放置在所述进盘组件(3)上的多个模具盘(2)、用于对所述模具盘(2)进行受浆的受浆组件(4);所述进盘组件(3)包括有推动所述模具盘(2)依次通过所述受浆组件(4)的进盘装置,所述模具盘(2)上设有至少一个型腔(21)。
2.根据权利要求1所述的一种水泥混凝土片制品机,其特征在于:所述进盘装置包括有带有主动链轮(321)的主动轴(32)、带有从动链轮(331)的从动轴(33)、传动链(34)、安装在所述传动链(34)上推动横条(341)、驱动所述主动轴(32)转动的第一驱动装置(35),所述主动链轮(321)通过传动链(34)与所述从动链轮(331)连接。
3.根据权利要求1所述的一种水泥混凝土片制品机,其特征在于:所述进盘组件(3)还包括有位于所述进盘装置的出口处的防跳机构,所述防跳机构包括有第一防跳滚筒(36)和位于所述第一防跳滚筒(36)下方的第二防跳滚筒(37),所述第一防跳滚筒(36)与所述第二防跳滚筒(37)相配合形成一个高度等于一个所述模具盘(2)厚度的防跳通道,所述模具盘(2)在所述进盘组件(3)的推动下先通过所述防跳通道再进入所述受浆组件(4)中。
4.根据权利要求1所述的一种水泥混凝土片制品机,其特征在于:所述受浆组件(4)包括有第一挡浆板(41)和第二挡浆板(42),所述第一挡浆板(41)与所述第二挡浆板(42)通过与所述机架(1)的配合形成受浆槽。
5.根据权利要求4所述的一种水泥混凝土片制品机,其特征在于:所述受浆组件(4)还包括有与所述机架(1)转动连接的多根受浆承重轴,所述受浆承重轴(43)沿所述模具盘(2)的前进方向均匀分布,所述第一挡浆板(41)和所述第二挡浆板(42)位于所述承重轴(43)的上方,所述第一挡浆板(41)和所述第二挡浆板(42)的下边缘通过与所述受浆承重轴(43)配合形成一个让所述模具盘(2)通过的运输通道。
6.根据权利要求5所述的一种水泥混凝土片制品机,其特征在于:所述受浆组件(4)还包括有位于所述受浆承重轴(43)两端上方的防跳压条(44),所述防跳压条(44)与所述受浆承重轴(43)配合形成用于让所述模具盘(2)两侧边缘插入的插槽。
7.根据权利要求4所述的一种水泥混凝土片制品机,其特征在于:所述受浆组件(4)还包括有位于所述受浆槽前方的刮拨浆装置(45),所述刮拨浆装置(45)包括有转动浆拨(451),带动所述转动浆拨(451)转动的第二驱动装置(452),所述转动浆拨(451)上设有拨片(4511)。
8.根据权利要求1-7任一所述的一种水泥混凝土片制品机,其特征在于:还包括有位于所述受浆组件(4)前方的毛刷轮(7)。
9.根据权利要求1-7任一所述的一种水泥混凝土片制品机,其特征在于:还包括有位于在所述受浆组件(4)前方的振动组件(5),所述振动组件(5)包括有用于承托所述模具盘(2)的振动板(51)、使所述振动板(51)振动的振动装置(52)。
10.根据权利要求1-7任一所述的一种水泥混凝土片制品机,其特征在于:还包括有设置在所述受浆组件(4)前方的收盘堆叠组件(6),所述收盘堆叠组件(6)包括有与所述机架滑动连接的升降平台(62)、驱动所述升降平台(62)上下移动的直线驱动机构(61)。
说明书
技术领域
本发明属于工程建筑材料生产技术领域,特别地,涉及一种水泥混凝土片制品机。
背景技术
在生蚝养殖业中,经常用到水泥混凝土片。水泥混凝土片用于固定生蚝,使生蚝附着在水泥混凝土片上。但现有的生蚝养殖用的水泥混凝土片是通过人工直接生产的。人工批量生产的流程为:工人在一块宽广平整的场地上铺上多条宽度约50厘米的长方形的沙层,然后将搅拌好的水泥混凝土人工均匀涂抹在沙层上;待水泥混凝土涂抹完成后工人需要用薄钢片切划出边长约9厘米的混凝土方片,接着用铁条在混凝土方片的中央开一个直径约1厘米的通孔,最后等待水泥混凝土方片基本凝结之后,将凝固后的方片运至存放场所,随后再在沙层上涂抹水泥混凝土,继续生产水泥混凝土片。但是,人工生产中工人的劳动强度非常大,不仅要铺沙,铺水泥,还要逐一切割方片,会非常地辛苦;其次,由于是人工涂抹水泥混凝土浆,所生产的水泥混凝土方片厚度不均匀,中央通孔大小不一,因此,用户在使用的时候很不方便,存放的时候也不便利;最后,人工生产水泥混凝土方片的生产周期为三到四天,导致水泥混凝土方片的产能不够高,满足不了生产商的生产需求。
发明内容
为了克服现有技术的不足,本发明提供一种机械化生产水泥混凝土方片,可以有效地提高水泥混凝土方片产能和降低工人劳动强度的水泥混凝土片制品机。
本发明解决其技术问题所采用的技术方案是:
一种水泥混凝土片制品机,包括有机架、设置在所述机架上的进盘组件、堆叠放置在所述进盘组件上的多个模具盘、用于对所述模具盘进行受浆的受浆组件;所述进盘组件包括有推动所述模具盘依次通过所述受浆组件的进盘装置,所述模具盘上设有至少一个型腔。
作为上述方案的改进,所述进盘装置包括有带有主动链轮的主动轴、带有从动链轮的从动轴、传动链、安装在所述传动链上推动横条、驱动所述主动轴转动的第一驱动装置,所述主动链轮通过传动链与所述从动链轮连接。
作为上述方案的进一步改进,所述进盘组件还包括有位于所述进盘装置的出口处的防跳机构,所述防跳机构包括有第一防跳滚筒和位于所述第一防跳滚筒下方的第二防跳滚筒,所述第一防跳滚筒与所述第二防跳滚筒相配合形成一个高度等于一个所述模具盘厚度的防跳通道,所述模具盘在所述进盘组件的推动下先通过所述防跳通道再进入所述受浆组件中。
进一步,所述受浆组件包括有第一挡浆板和第二挡浆板,所述第一挡浆板与所述第二挡浆板通过与所述机架的配合形成受浆槽。
进一步,所述受浆组件还包括有与所述机架转动连接的多根受浆承重轴,所述受浆承重轴沿所述模具盘的前进方向均匀分布,所述第一挡浆板和所述第二挡浆板位于所述受浆承重轴的上方,所述第一挡浆板和所述第二挡浆板的下边缘通过与所述受浆承重轴的配合形成一个让所述模具盘通过的运输通道。
进一步,所述受浆组件还包括有位于所述受浆承重轴两端上方的防跳压条,所述防跳压条与所述受浆承重轴配合形成用于让所述模具盘两侧边缘插入的插槽。
进一步,所述受浆组件还包括有位于所述受浆槽前方的刮拨浆装置,所述刮拨浆装置包括有转动浆拨,带动所述转动浆拨转动的第二驱动装置,所述转动浆拨上设有拨片。
进一步,还包括有位于所述受浆组件前方的毛刷轮。
进一步,还包括有位于在所述受浆组件前方的振动组件,所述振动组件包括有用于承托所述模具盘的振动板、使所述振动板振动的振动装置。
进一步,还包括有设置在所述受浆组件前方的收盘堆叠组件,所述收盘堆叠组件包括有与所述机架滑动连接的升降平台、驱动所述升降平台上下移动的直线驱动机构。
本发明的有益效果:本发明通过设置在机架上的进盘组件、受浆组件配合模具盘生产水泥混凝土方片,实现了水泥混凝土方片的机械化生产;与现有技术相比,本发明的受浆组件自动把浆料涂抹在模具盘上,通过模具盘上设置的与水泥混凝土方片相匹配的型腔直接成型,使得在生产中免去了人工涂抹水泥混凝土浆、人工切割方片、开中央通孔的工序,不仅大大降低了工人的劳动强度,还提高了水泥混凝土方片的精度;其次,进盘组件可将放置在进盘装置上的多个模具盘不断送进受浆组件受浆,生产商只负责把受浆好的模具盘收集存放好便可使机器连续生产水泥混凝土方片,提高产能。
附图说明
下面结合附图和实施例对本发明进一步说明。
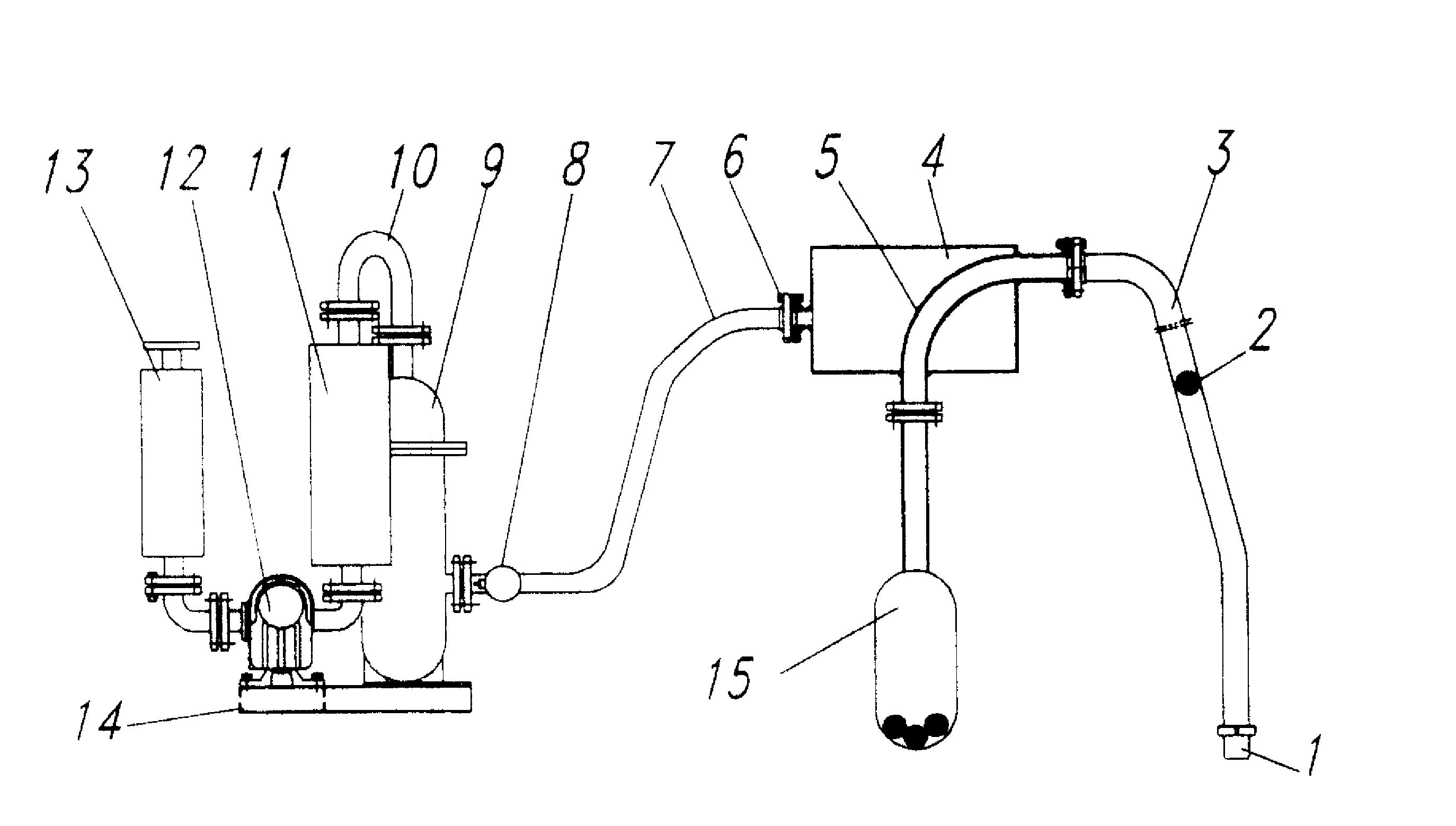
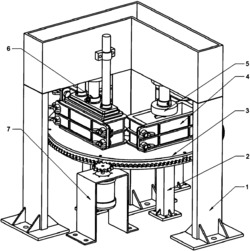
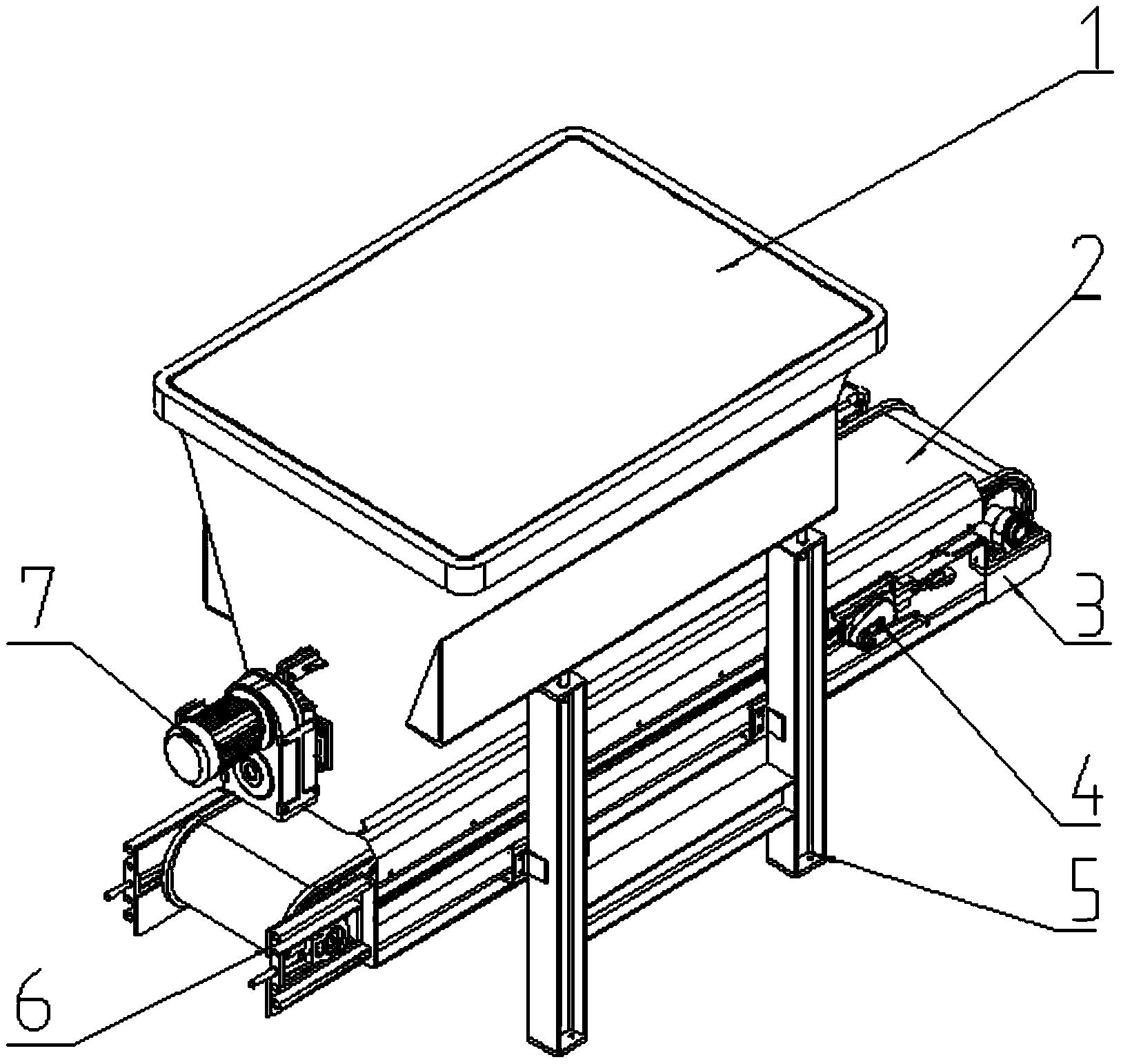
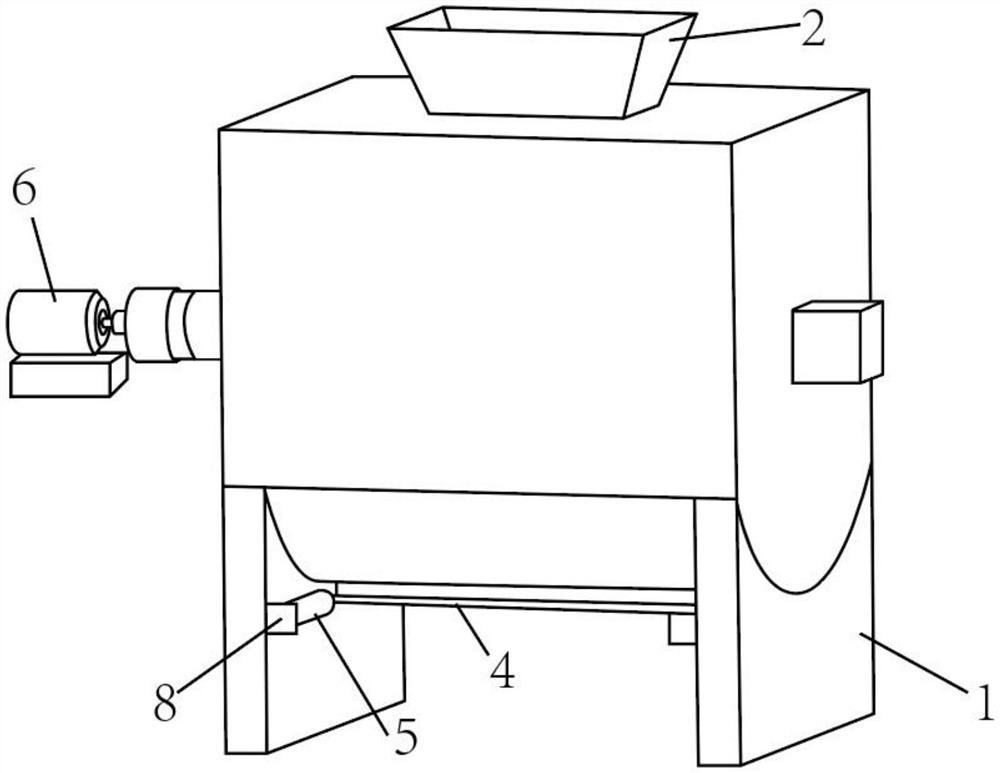
图1是本发明整体结构示意图;
图2是本发明中所述进盘组件结构示意图;
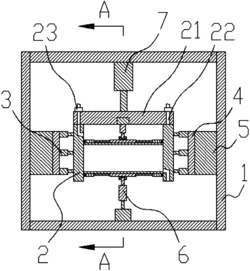
图3是本发明中所述受浆组件结构示意图;
图4是本发明中所述受浆组件中所述运输通道的结构示意图;
图5是本发明中所述振动组件与所述毛刷轮的结构示意图;
图6是本发明中所述收盘堆叠组件的结构示意图;
图7是本发明中所述模具盘的俯视图。
具体实施方式
为了方便述说,所述模具盘前进方向为前,所述模具盘前进的反方向为后。
参照图1、图2、图3、图4,一种水泥混凝土片制品机,包括有机架1、设置在所述机架1上的进盘组件3、堆叠放置在所述进盘组件3上的多个模具盘2、用于对所述模具盘2进行受浆的受浆组件4;所述进盘组件3包括有推动所述模具盘2通过所述受浆组件4的进盘装置,所述模具盘2上设有至少一个型腔21。水泥混凝土方片为中间有孔的方片,因此,为了生产水泥混凝土方片,所述型腔21为方形型腔,所述型腔21的中心设有凸台211;所述模具盘2上设置有至少一个所述型腔21,即一个模具盘2上可成型一个或多个水泥混凝土方片,通过增加所述型腔21的数量,提高生产效率。所述进盘装置的上方设有用于放置多个空的所述模具盘2的所述贮盘架31,所述贮盘架31靠近所述受浆组件4的一端还设有横柱311,所述横柱311位于所述贮盘架31中最下方的所述模具盘2的上方。所述进盘装置位于所述贮盘架31的下方,所述进盘装置在推走一个所述模具盘2之后,剩下所述模具盘2可在重力的作用下继续放置在所述进盘装置上,为推动下一个所述模具盘2做准备。所述横柱311的主要作用是限制每次被所述进盘装置推动的所述模具盘2的数量,使得所述进盘装置每次只推一层所述模具盘2进入所述受浆组件4内。
本发明的工作流程为:先把多个所述模具盘2放置在所述贮盘架31上,然后所述进盘组件3将放置在所述贮盘架31上的多个所述模具盘2依次推进通过所述受浆组件4中,即所述进盘组件3不断地将空的模具盘2推进所述受浆组件4中,所述模具盘2在所述受浆组件4上进行受浆,即水泥混凝土浆注入到所述型腔21中,受浆后的模具盘2被后面推进来的空的模具盘2往前推进,然后从所述受浆组件4中推出。当受浆好的模具盘2从所述受浆组件4推出时,生产商只需收集好受浆好的模具盘2,等待所述模具盘2上的水泥混凝土浆凝结便可以生产出水泥混凝土方片。然后,当放置在所述贮盘架31上的所述模具盘2被所述进盘组件3推光时,可以继续往所述贮盘架31上添加所述模具盘2,让设备继续运转。
与现有技术相比,本发明的所述受浆组件4可自动把浆料涂抹在所述模具盘2上,本发明的所述受浆组件4自动把浆料涂抹在所述模具盘2上,通过模具盘上设置的与水泥混凝土方片相匹配的型腔直接成型,使得在生产中免去了人工涂抹水泥混凝土浆、人工切割方片、开中央通孔的工序,不仅大大降低了工人的劳动强度,还提高了水泥混凝土方片的精度;其次,所述进盘组件3可将放置在所述贮盘架31上的多个所述模具盘2不断送进所述受浆组件4受浆,生产商只负责把受浆好的模具盘2收集存放好便可使机器连续生产水泥混凝土方片,提高产能。
优选地,参照图2,所述进盘装置包括有带有主动链轮321的主动轴32、带有从动链轮331的从动轴33、传动链34、安装在所述传动链34上推动横条341、驱动所述主动轴32转动的第一驱动装置35,所述主动链轮321通过传动链34与所述从动链轮331连接。所述主动轴32通过所述传动链34带动所述从动轴33转动,所述推动横条341在所述传动链34的带动下推动所述模具盘2。为了使所述推动横条341更稳定,所述主动链轮321、所述从动链轮331、所述传动链34均为两个,即所述主动轴32与所述从动轴33采用双链传动,所述推动横条341的两端分别安装在所述两条传动链34上,所述推动横条341与所述进盘装置的边缘相平行,便于所述推动横条341推动所述模具盘2。所述第一驱动装置35为减速电机,根据实际情况,所述第一驱动装置35亦可为液压马达,气压马达等可实现转动驱动的装置。
优选地,为了所述模具盘2能平稳地进入所述受浆组件4,所述进盘组件3还包括有位于所述进盘装置的出口处的防跳机构,所述防跳机构包括有第一防跳滚筒36和位于所述第一防跳滚筒36下方的第二防跳滚筒37,所述第一防跳滚筒36与所述第二防跳滚筒37相配合形成一个高度等于一个所述模具盘2厚度的防跳通道,所述模具盘2在所述进盘组件3的推动下先通过所述防跳通道再进入所述受浆组件4中。所述防跳机构还可避免因所述模具盘2上下跳动而导致模具盘2重叠堵塞的现象,使整个机器运行更流畅。
优选地,参照图4、图5,所述受浆组件4包括有第一挡浆板41和第二挡浆板42,所述第一挡浆板41与所述第二挡浆板42通过与所述机架1的配合形成受浆槽。所述受浆组件4还包括有与所述机架1转动连接的多根受浆承重轴43,所述受浆承重轴43沿所述模具盘2的前进方向均匀分布,所述第一挡浆板41和所述第二挡浆板42位于所述受浆承重轴43的上方。所述第一挡浆板41和所述第二挡浆板42的下边缘通过与所述受浆承重轴43配合形成一个让所述模具盘2通过的运输通道。所述第一挡浆板41和所述第二挡浆板42的下边缘与所述受浆承重轴43的高度差为一个所述模具盘2的厚度,防止浆料溢出所述受浆承重轴43用于承托所述模具盘2,所述运输通道用于给所述模具盘2通过,使运输道路畅通,方便所述进盘组件3的推进。所述机架1在所述受浆组件4的位置设有豁口,水泥混凝土浆从所述豁口进入所述受浆槽中。进入所述受浆槽的水泥混凝土浆在重力的作用下,铺在所述模具盘2上的所述型腔中,完成受浆。
优选地,所述受浆组件4还包括有位于所述受浆承重轴43两端上方的防跳压条44,所述防跳压条44与所述受浆承重轴43配合形成用于让所述模具盘2两侧边缘插入的插槽。所述模具盘2在运输过程中,从所述插槽中通过。所述插槽包覆所述模具盘2两侧边缘,不仅可以所述模具盘2在运输过程中向上翘曲变形,还可以防止位于所述受浆槽的浆料从所述模具盘2的边缘漏出。
优选地,所述受浆组件4还包括有位于所述受浆槽前方的刮拨浆装置45,所述刮拨浆装置45包括有转动浆拨451,带动所述转动浆拨451转动的第二驱动装置452,所述转动浆拨451上设有拨片4511。为了让所述模具盘2更好地受浆,所述第一挡浆板41的下边缘距离从所述受浆槽通过的所述模具盘2的上表面有三到五毫米,使得每一块模具盘2附带多出一定量的水泥混凝土浆;所述模具盘2经过所述第一挡浆板41后,来到所述刮拨浆装置45,所述转动浆拨451的转动方向与所述模具盘2的前进方向相反,所述转动浆拨451在转动的过程中,所述拨片4511会将所述模具盘2上方的水泥混凝土浆推动,使得所述模具盘2上的水泥混凝土浆分布得更均匀。所述第二驱动装置452为减速电机,根据实际情况,所述第二驱动装置452亦可为液压马达,气压马达等可实现转动驱动的装置。
优选地,所述转动浆拨451有多个,其中最靠近所述第一挡浆板41的所述转动浆拨451为主浆拨,其余的所述转动浆拨451为副浆拨,所述副浆拨上的所述拨片4511边缘包覆有胶条45111。所述拨浆电机452驱动所述主浆拨,所述主浆拨通过链传动带动所述副浆拨转动,在设备运行过程中,所述模具盘2先经过所述主浆拨再经过所述副浆拨,所述副浆拨的所述拨片4511边缘上包覆有胶条45111,可将所述模具盘2上方的水泥混凝土浆推刮干净,不仅可以节约浆料,还可以防止在堆叠放置的时候相邻的两块所述模具盘2相粘结。
优选地,参照图6,为了使水泥混凝土片的表面变得更粗糙,所述水泥混凝土片制品机还包括有位于所述受浆组件4前方的毛刷轮7。所述毛刷轮7是从动毛刷轮,所述模具盘2上的浆面接触所述毛刷轮7,受浆好的模具盘2从所述受浆组件4中推出,然后通过所述毛刷轮7,带动所述毛刷轮7转动,从而使浆面变得更粗糙,使生产出来的水泥混凝土方片达到生蚝养殖的要求。
为了使所述水泥混凝土片的强度更高,所述水泥混凝土片制品机还包括有位于在所述受浆组件4前方的振动组件5,所述振动组件5包括有用于承托所述模具盘2的振动板51、使所述振动板51振动的振动装置52。所述振动板51上设有挡边条511。所述挡边条511为了防止所述模具盘2在振动的时候掉落,所述模具盘2经过所述振动盘振动之后,所述模具盘2上的原本相对松散的水泥混凝土浆将会变的均匀致密,凝结后的水泥混凝土片的强度将会更好。所述振动装置51为振动电机,根据实际情况,所述振动装置51亦可为气动振动器,液动振动器等可实现振动的其他类型的振动器。
优选地,参照图7,还包括有设置在所述受浆组件4前方的收盘堆叠组件6,所述收盘堆叠组件6包括有与所述机架滑动连接的升降平台62、驱动所述升降平台上下移动的直线驱动机构61。所述升降平台62用于堆放所述模具盘2,所述堆叠收盘组件6上还设有用于检测所述升降平台62上的模具盘2位置的光电开关,所述光电开光控制所述直线驱动机构61的运作。所述模具盘2在所述进盘组件3的推送下,依次经过所述受浆组件4,所述振动组件5,以及所述毛刷轮7,最后到达所述收盘堆叠组件6。所述升降平台62的初始位置对接所述托台53的出口的位置,当所述模具盘2从所述托台53的出口推出来的时候,将放置在所述升降平台62上,所述收盘堆叠组件6上的所述光电开关感应到所述模具盘2放对位置之后,所述直线驱动机构61驱动所述升降平台62下降一个等于一个所述模具盘2厚度的距离,然后等待下一个受浆好的模具盘2的到来。当所述收盘堆叠组件6收集到足够多的模具盘2后,将会自动暂停整台设备的所有工作,工人利用叉车将堆叠在所述收盘堆叠组件6上的多个模具盘2取出,然后将所述升降平台62调回初始位置,再按下设备上的启动按钮,让设备继续运转。所述直线驱动机构61为丝杆传动机构,根据实际情况,所述直线驱动机构61亦可为链条传动机构,齿条传动机构等可直线驱动的机构。
优选地,为了更平稳地将所述模具盘2送入所述收盘堆叠组件6中,所述振动组件5在所述振动盘51与所述收盘堆叠组件6之间还设有用于承托所述模具盘2的托台53,所述模具盘2在振动完成后将被推入所述托台53中;为了方便安装,所述毛刷轮7设置在所述托台53上。
以上所述只是本发明的较佳实施方式,但本发明并不限于上述实施例,只要其以任何相同或相似手段达到本发明的技术效果,都应落入本发明的保护范围之内。
一种水泥混凝土片制品机专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。

















动态评分
0.0