

IPC分类号 : C14B1/58,C14B17/00,C14B17/08,F26B15/18,F26B21/00





专利摘要
本发明公开了一种用于皮革产品自动化生产线的原料干燥设备,包括高效皮革吹干装置,高效皮革吹干装置包括安装架,安装架的右端设有涂色装置,所述安装架的前端和后端均安装有若干热风装置,安装架的前端和后端均通过链轮轴连接有两个链轮,且安装架前端的两个链轮通过直板输送链条相连接,后端的两个链轮也通过直板输送链条相连接,直板输送链条顶端通过水平直板安装有支柱,所述支柱顶端固定安装有T形架,所述T形架内通过旋转轴活动安装有旋转夹具座,采用安装架前后两端的风机共同对皮革进行吹风,皮革接受热风吹拂的面积大,干燥效率高,且在风力作用下,皮革还会旋转,且皮革可以在运输的时候被吹干,大大提高了皮革的风干速度。
权利要求
1.一种用于皮革产品自动化生产线的原料干燥设备,其特征在于:包括高效皮革吹干装置(1),所述高效皮革吹干装置(1)包括安装架(101),所述安装架(101)的右端设有涂色装置(2),所述安装架(101)的前端和后端均安装有若干热风装置(102),所述安装架(101)的前端和后端均通过链轮轴(103)连接有两个链轮(104),且安装架(101)前端的两个链轮(104)通过直板输送链条(105)相连接,后端的两个链轮(104)也通过直板输送链条(105)相连接,所述直板输送链条(105)顶端通过水平直板(106)安装有支柱(107),所述支柱(107)顶端固定安装有T形架(108),所述T形架(108)内通过旋转轴(109)活动安装有旋转夹具座(6);
所述涂色装置(2)包括安装壳(201),所述安装壳(201)的内部顶端从左到右依次安装有冷风吹平装置(202)、喷墨装置(203)和烘干装置(204),所述安装壳(201)内部通过两个辊轮安装有皮革输送带(205),所述喷墨装置(203)底端设有安装在安装壳(201)内壁上的皮革夹具(206),所述皮革输送带(205)位于直板输送链条(105)的右下端且皮革输送带(205)的右下端设有皮布缝合装置(3);
所述皮布缝合装置(3)包括拱形安装板(301)和安装在拱形安装板(301)内部的传送带(302),所述传送带(302)的前端和后端均设有第一缝纫装置(303),所述传送带(302)正上方设有布料夹持位移机构(7),所述传送带(303)的右下端设有皮包加工装置(4),
所述皮包加工装置(4)包括机壳(401),所述机壳(401)内通过支撑滑轨(402)活动安装有水平传送台(403),所述机壳(401)右端顶部安装有推料装置(404),所述水平传送台(403)的前端和后端均设有第二缝纫装置(405),所述水平传送台(403)上还安装有折叠夹紧机构(8),所述水平传送台(403)的右端设有膜包装机构(5);
所述折叠夹紧机构(8)包括旋转压板(801)和安装在机壳(401)顶端的第四油缸(802),所述水平传送台(403)上设有安装槽(406),所述旋转压板(801)通过驱动轴(803)安装在安装槽(406)内且旋转压板(801)顶端安装有若干橡胶压条(804),所述第四油缸(802)底端通过活塞杆连接有U形条(805),所述U形条(805)的底端安装有按压辊(806)。
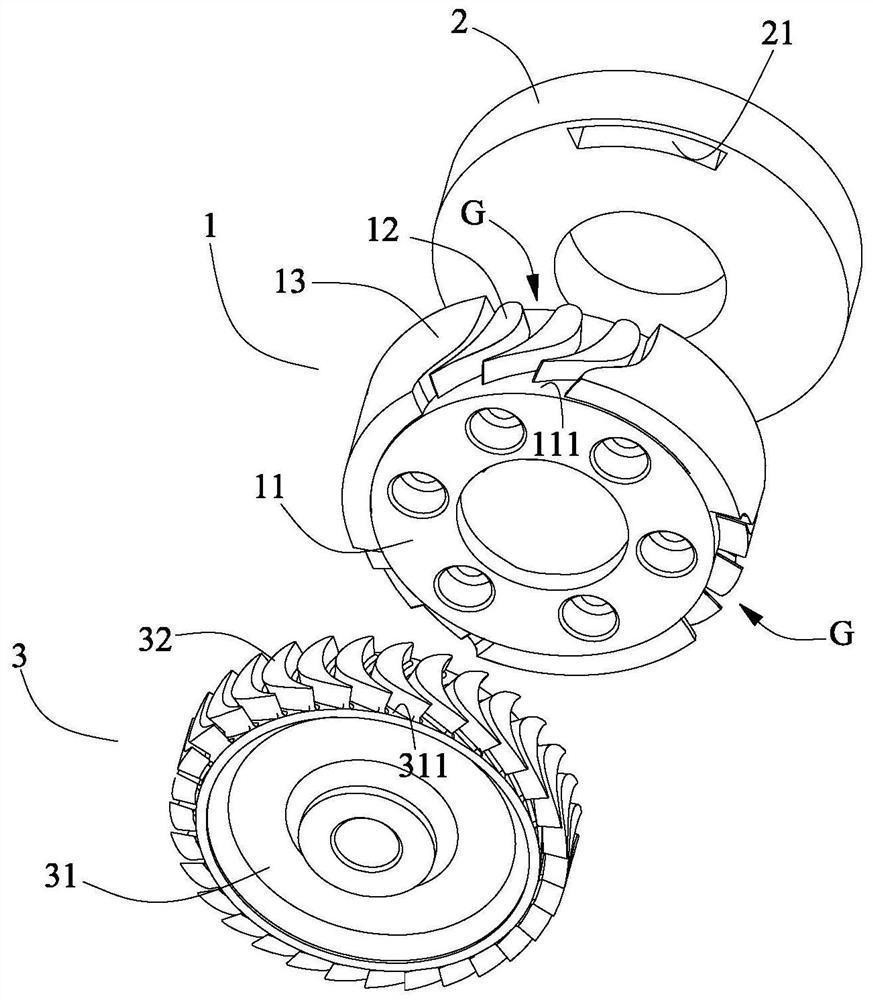
2.根据权利要求1所述的一种用于皮革产品自动化生产线的原料干燥设备,其特征在于:所述旋转夹具座(6)包括正剖面呈“口”字形的夹座(601),所述夹座(601)底端安装有十字承接条(602),所述夹座(601)顶端内侧设有皮革槽(603),所述夹座(601)的顶端还安装有若干配重块(604),所述夹座(601)上安装有若干皮革夹紧装置(605)。
3.根据权利要求1所述的一种用于皮革产品自动化生产线的原料干燥设备,其特征在于:所述布料夹持位移机构(7)包括通过油缸座固定安装在拱形安装板(301)顶端的第一油缸(701),所述第一油缸(701)右端通过水平伸缩杆(702)连接有滑动座(703),所述滑动座(703)内部安装有第二油缸(11),所述第二油缸(11)底端通过竖直升降杆(704)连接有电机座(705),所述电机座(705)内安装有减速电机(706),所述减速电机(706)底端通过电机轴连接有四个固定条(707),四个所述的固定条(707)的底端面在同一水平面上且四个固定条(707)的底端共同连接有框形夹座板(708),所述框形夹座板(708)上设有若干电磁夹具(709)。
4.根据权利要求1所述的一种用于皮革产品自动化生产线的原料干燥设备,其特征在于:所述膜包装机构(5)包括安装箱(501),所述安装箱(501)前端和后端均安装有两个膜卷送轮(502),所述安装箱(501)中心安装有承接台(503),所述膜卷送轮(502)上卷绕有收缩膜(506),所述承接台(503)顶端设有框形槽(504)和电加热承压条(505),所述承接台(503)正上方设有压紧切割机构(9)。
5.根据权利要求4所述的一种用于皮革产品自动化生产线的原料干燥设备,其特征在于:所述压紧切割机构(9)包括通过油缸座安装在安装箱(501)顶部的第五油缸(901),所述第五油缸(901)底端通过活塞杆连接有矩形下压板(902),所述矩形下压板(902)底端通过压簧(903)连接有框形压条(904),所述矩形下压板(902)底端安装有位于框形压条(904)外侧的四个限位板(905),所述框形压条(904)外侧设有安装在矩形下压板(902)底端的四个膜切刀(906),所述框形压条(904)和膜切刀(906)分别位于电加热承压条(505)和框形槽(504)的正上方。
6.根据权利要求1所述的一种用于皮革产品自动化生产线的原料干燥设备,其特征在于:所述热风装置(102)包括固定安装在安装架(101)上的导风管(1021),所述导风管(1021)的内部从左到右依次安装有风力电机(1022)、电热网(1023)和均匀出风板(1024),所述风力电机(1022)通过电机轴安装有风机叶轮(1025),所述电热网(1023)连接有温度控制器(1026),所述均匀出风板(1024)上设有若干圆弧出风孔(1027)。
说明书
技术领域
本发明涉及皮革生产线领域,具体为一种用于皮革产品自动化生产线的原料干燥设备。
背景技术
皮革是经脱毛和鞣制等物理、化学加工所得到的已经变性不易腐烂的动物皮。革是由天然蛋白质纤维在三维空间紧密编织构成的,其表面有一种特殊的粒面层,具有自然的粒纹和光泽,手感舒适。
皮革行业涵盖了制革、制鞋、皮衣、皮件、毛皮及其制品等主体行业,以及皮革化工、皮革五金、皮革机械、辅料等配套行业。上下游关联度高,依靠市场拉动,产品常青,集创汇、富民、就业为一体的特点。中国皮革行业,经过调整优化结构,在全国已初步形成了一批专业化分工明确、特色突出、对拉动当地经济起着举足轻重作用的皮革生产特色区域和专业市场。它们的形成,奠定了中国皮革行业发展的基础。
在竞争日趋激烈的市场环境中,中国皮革业能取得如此成绩实属不易,也由此证明了中国皮革业生命力的旺盛与强大。皮革及其制品的市场潜力是很大的,全球皮革总需求量约为1.0亿平方米,相当于3亿张牛皮(标准皮)的产量,中国皮革产量折合标准皮近7000万张,约占全球皮革产量的23.33%。
例如,申请号为201410836366.2,专利名称为皮革产品自动化加工生产线智能控制系统的发明专利:
其采用了低轮廓的出风槽,皮革的爪部不会伸到风箱上,从而避免了皮革卡住而不能前进的问题;其次,出风槽采用了中间密、两边疏的分布结构,可以均匀地干燥中间厚两边薄的皮革制品;再者,由于设置有防抖偏装置,可以避免传输皮革等制品的传动部件发生抖动或偏移的问题。但由于其热风只能吹拂皮革的一个面,所以吹干效率低,降低了皮革产品的生产效率。
但是,现有的皮革制品的自动化生产线存在以下缺陷:
(1)皮革在加工前需要晾干,晾干速度慢,普通的风干机每次只能对皮革的一个面进行吹干,且皮革在接受风吹风的时候皮革是静止不动的,因此皮革有些地方吹不到热风,导致皮革吹干速度慢,延长了生产线的生产时间;
(2)皮革制品在涂色或染色后,通常采用自然晾干的方式使皮包干燥,这样会大大降低生产线的生产效率;
(3)皮革制品在缝线的时候,大多时候都是靠人手工操作,且每次只能缝制皮革的某一条边,生产效率低下;
(4)皮革制品加工好后,通常集中在一起,没有很好地保护装置或包装结构,导致皮革制品易染上灰尘或受潮,影响皮革产品的质量和成色。
发明内容
为了克服现有技术方案的不足,本发明提供一种用于皮革产品自动化生产线的原料干燥设备,皮革干燥效率高,红外线烘干灯节省了晾干的时间,提高了皮革制品的生产效率,皮革制品的缝制速度快,皮包包装速度快、效果好,结构简单,成本低,多个输送带和传送带对皮革进行输送,保证了生产线的流畅性和高效性,能有效的解决背景技术提出的问题。
本发明解决其技术问题所采用的技术方案是:
一种用于皮革产品自动化生产线的原料干燥设备,包括高效皮革吹干装置,所述高效皮革吹干装置包括安装架,所述安装架的右端设有涂色装置,所述安装架的前端和后端均安装有若干热风装置,所述安装架的前端和后端均通过链轮轴连接有两个链轮,且安装架前端的两个链轮通过直板输送链条相连接,后端的两个链轮也通过直板输送链条相连接,所述直板输送链条顶端通过水平直板安装有支柱,所述支柱顶端固定安装有T形架,所述T形架内通过旋转轴活动安装有旋转夹具座;
所述涂色装置包括安装壳,所述安装壳的内部顶端从左到右依次安装有冷风吹平装置、喷墨装置和烘干装置,所述安装壳内部通过两个辊轮安装有皮革输送带,所述喷墨装置底端设有安装在安装壳内壁上的皮革夹具,所述皮革输送带位于直板输送链条的右下端且皮革输送带的右下端设有皮布缝合装置;
所述皮布缝合装置包括拱形安装板和安装在拱形安装板内部的传送带,所述传送带的前端和后端均设有第一缝纫装置,所述传送带正上方设有布料夹持位移机构,所述传送带的右下端设有皮包加工装置;
所述皮包加工装置包括机壳,所述机壳内通过支撑滑轨活动安装有水平传送台,所述机壳右端顶部安装有推料装置,所述水平传送台的前端和后端均设有第二缝纫装置,所述水平传送台上还安装有折叠夹紧机构,所述水平传送台的右端设有膜包装机构。
进一步地,所述热风装置包括固定安装在安装架上的导风管,所述导风管的内部从左到右依次安装有风力电机、电热网和均匀出风板,所述风力电机通过电机轴安装有风机叶轮,所述电热网连接有温度控制器,所述均匀出风板上设有若干圆弧出风孔。
进一步地,所述旋转夹具座包括正剖面呈“口”字形的夹座,所述夹座底端安装有十字承接条,所述夹座顶端内侧设有皮革槽,所述夹座的顶端还安装有若干配重块,所述夹座上安装有若干皮革夹紧装置。
进一步地,所述皮革夹紧装置包括铰接在夹座顶端的若干U形夹臂,所述U形夹臂底端安装有位于皮革槽侧上方的铁质压棒,所述U形夹臂一侧通过弹簧与夹座相连接,所述铁质压棒的外侧套有橡胶套,所述皮革槽底端设有与铁质压棒位置相对应的电磁铁。
进一步地,所述烘干装置包括安装在安装壳内侧顶部的若干红外线烘干灯,所述红外线烘干灯的侧面设有若干安装在安装壳内壁上的灯光反光板。
进一步地,所述皮革输送带的顶端贴有防粘胶带且皮革输送带的右端设有安装在安装壳内壁上的圆弧滑料板和倾斜刮胶板,所述倾斜刮胶板位于圆弧滑料板的下方且倾斜刮胶板底端设有接渣盒。
进一步地,所述布料夹持位移装置包括通过油缸座固定安装在拱形安装板顶端的第一油缸,所述第一油缸右端通过水平伸缩杆连接有滑动座,所述滑动座内部安装有第二油缸,所述第二油缸底端通过竖直升降杆连接有电机座,所述电机座内安装有减速电机,所述减速电机底端通过电机轴连接有四个固定条,四个所述的固定条的底端面在同一水平面上且四个固定条的底端共同连接有框形夹座板,所述框形夹座板上设有若干电磁夹具。
进一步地,所述机壳左端通过油缸座安装有第三油缸,所述第三油缸右端通过活塞杆与水平传送台相连接。
进一步地,所述推料装置包括通过铰接轴安装在机壳右上端的摆推板,所述铰接轴连接有电机。
进一步地,所述折叠夹紧机构包括旋转压板和安装在机壳顶端的第四油缸,所述水平传送台上设有安装槽,所述旋转压板通过驱动轴安装在安装槽内且旋转压板顶端安装有若干橡胶压条,所述第四油缸底端通过活塞杆连接有U形条,所述U形条的底端安装有按压辊。
进一步地,所述膜包装机构包括安装箱,所述安装箱前端和后端均安装有两个膜卷送轮,所述安装箱中心安装有承接台,所述膜卷送轮上卷绕有收缩膜,所述承接台顶端设有框形槽和电加热承压条,所述承接台正上方设有压紧切割机构。
进一步地,所述压紧切割机构包括通过油缸座安装在安装箱顶部的第五油缸,所述第五油缸底端通过活塞杆连接有矩形下压板,所述矩形下压板底端通过压簧连接有框形压条,所述矩形下压板底端安装有位于框形压条外侧的四个限位板,所述框形压条外侧设有安装在矩形下压板底端的四个膜切刀,所述框形压条和膜切刀分别位于电加热承压条和框形槽的正上方。
与现有技术相比,本发明的有益效果是:
(1)本发明的高效皮革吹干装置采用安装架前后两端的风机共同对皮革进行吹风,皮革接受热风吹拂的面积大,干燥效率高,且在风力作用下,皮革还会旋转,且皮革可以在运输的时候被吹干,大大提高了皮革的风干速度,且热风能将皮革表面的杂物或灰尘去除,使皮革的后续加工质量更好;
(2)本发明的涂色装置加工前被冷风吹平装置吹平整,然后被喷墨装置涂色,涂色质量好,在涂色完毕后红外线烘干灯对其加热烘干,节省了晾干的时间,提高了皮革制品的生产效率;
(3)本发明的皮布缝合装置和皮包加工装置均采用机器自动对皮革进行缝合,且每次能缝制皮革平行的两条边,大大加快了皮革制品的缝制速度,提高了生产线的生产效率,节省了人力;
(4)本发明的膜包装机构不仅能对膜进行压紧和热封,且还能对膜进行切割,节省了压紧机构和热封装置,结构简单,成本低,从而自动将皮包密封包装起来,膜包装的压紧、热封和模切先后进行,大大提高了皮革制品的包装效率,皮革制品经包装后不易被灰尘污染或受潮,更方便皮革制品的保存和对皮革制品后续的加工和修饰;
(5)本发明采用多个输送带和传送带对皮革进行输送,既保证了自动生产线的流畅性,也保证了皮革制品的高效率生产,加工质量好。
附图说明
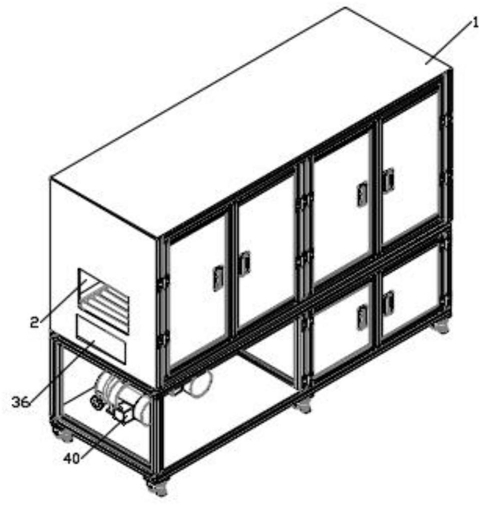
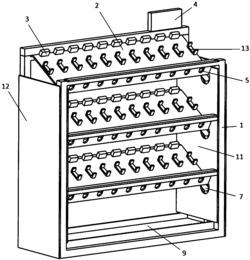
图1为本发明的整体结构示意图;
图2为本发明的高效皮革吹干装置的左端剖面结构示意图;
图3为本发明的热风装置结构示意图;
图4为本发明的旋转夹具座的正视结构示意图;
图5为本发明的旋转夹具座的侧视结构示意图;
图6为本发明的涂色装置的结构示意图;
图7为本发明的皮布缝合装置的结构示意图;
图8为本发明的传送带的俯视结构示意图;
图9为本发明的皮包加工装置的结构示意图;
图10为本发明的膜包装机构的正视结构示意图;
图11为本发明的膜包装机构的侧视结构示意图。
图中标号:
1-高效皮革吹干装置;2-涂色装置;3-皮布缝合装置;4-皮包加工装置;5-膜包装机构;6-旋转夹具座;7-布料夹持位移机构;8-折叠夹紧机构;9-压紧切割机构;10-弹簧;11-第二油缸;
101-安装架;102-热风装置;103-链轮轴;104-链轮;105-直板输送链条;106-水平直板;107-支柱;108-T形架;109-旋转轴;
201-安装壳;202-冷风吹平装置;203-喷墨装置;204-烘干装置;205-皮革输送带;206-皮革夹具;207-隔板;
301-拱形安装板;302-传送带;303-第一缝纫装置;
401-机壳;402-支撑滑轨;403-水平传送台;404-推料装置;405-第二缝纫装置;406-安装槽;407-第三油缸;
501-安装箱;502-膜卷送轮;503-承接台;504-框形槽;505-加热承压条;506-收缩膜;
601-夹座;602-十字承接条;603-皮革槽;604-配重块;605-皮革夹紧装置;606-U形夹臂;607-铁质压棒;608-橡胶套;609-电磁铁;
701-第一油缸;702-水平伸缩杆;703-滑动座;704-竖直升降杆;705-电机座;706-减速电机;707-固定条;708-框形夹座板;709-电磁夹具;
801-旋转压板;802-第四油缸;803-驱动轴;804-橡胶压条;805-U形条;806-按压辊;807-圆弧槽;
901-第五油缸;902-矩形下压板;903-压簧;904-框形压条;905-限位板;906-模切刀;
1021-导风管;1022-风力电机;1023-电热网;1024-均匀出风板;1025-风机叶轮;1026-温度控制器;1027-圆弧出风孔;
2041-红外线烘干灯;2042-灯光反光板;
2051-防粘胶带;2052-圆弧滑料板;2053-倾斜刮料板;2054-接渣盒;
4041-铰接轴;4042-摆推板;4043-电机。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
如图1至图3所示,本发明提供了一种用于皮革产品自动化生产线的原料干燥设备,包括高效皮革吹干装置1,所述高效皮革吹干装置1包括安装架101,所述安装架101的右端设有涂色装置2,所述安装架101的前端和后端均安装有若干热风装置102,述热风装置102包括固定安装在安装架101上的导风管1021,导风管1021倾斜安装在安装架101的侧壁上,且安装架101前板上安装的导风管1021的出风口倾斜向上且热风吹向夹座601的顶端,安装架101后端上的导风管1021的出风端口倾斜向下且其内的热封吹向夹座601皮革的上半部分,从而使安装架101两端的热风不会相互抵消,且能使使夹座601带着皮革绕着转轴旋转。
所述导风管1021的内部从左到右依次安装有风力电机1022、电热网1023和均匀出风板1024,所述风力电机1022通过电机轴安装有风机叶轮1025,风力电机1022带动风机叶轮1025旋转,从而产生吹向安装架101中心的风,风经过电热网1023后被均匀加热,然后热风从出风口吹向皮革。
所述电热网1023连接有温度控制器1026,所述均匀出风板1024上设有若干圆弧出风孔1027,圆弧出风孔1027的风道内壁面为圆弧面,热风从圆弧出风孔1027吹过后,会形成均匀的热风流吹向皮革表面,从而使皮革烘干更均匀,且风经过圆弧出风孔1027的时候杂音小,热风损失少,降低了噪音,提高了热风效率。
优选的是,温度控制装置1026通过设在电热网1023前端传感器检测热风的温度,然后反馈到控制器内,然后温度控制装置1026开始控制电热网1023内的发热丝网流过的电流而控制电热网1023的温度,从而使热风到达合适的温度,既保证了吹干效率,也保证了皮革的质量。
所述安装架101的前端和后端均通过链轮轴103连接有两个链轮104,且安装架前端的两个链轮104通过直板输送链条105相连接,后端的两个链轮104也通过直板输送链条105相连接,一个链轮轴103上连接有两个链轮103,这样就能保证两个链条的同步性,两个直板输送链条105相互平行且两者转速转向相同,从而使支柱107和T形架108在随直板输送链条105转动的时候更加稳定。
所述直板输送链条105顶端通过水平直板106安装有支柱107,支柱107与水平直板106垂直,使皮革接受热风吹拂的时候更稳定。所述支柱107顶端通安装有T形架108,T形架108的右端剖面形状呈“T”形,所述T形架108内通过旋转轴109活动安装有旋转夹具座6,旋转轴109与T型架107垂直,在热风的风力作用下,旋转夹具座6能以旋转轴109为轴而在T形架108底部旋转,从而加快了皮革烘干的速度。
导风管1021的轴线与T形架108的任意一条边垂直,旋转夹具座6与T形架108均为矩形框架,旋转夹具座6的顶边和与T形架108的任意一条边垂直,所以热风吹到皮革上的面积大,皮革吹干效率高,且在安装架101前后端不同热风的吹拂下,由于皮革的两面受到风力的作用而使旋转夹具座6带着皮革旋转,从而使皮革的各个面都到热风烘干,烘干效率高。
优选的是,热风装置102不仅能加快皮革的干燥速度,使其内部水分快速蒸发,且皮革表面的灰尘和绒毛也被吹除,使皮革更加干净,皮革后续加工质量好,且在皮革被直板输送链条108的过程中被吹干,提高了皮革吹干效率,且不影响皮革生产线的流动,皮革产品生产效率高。
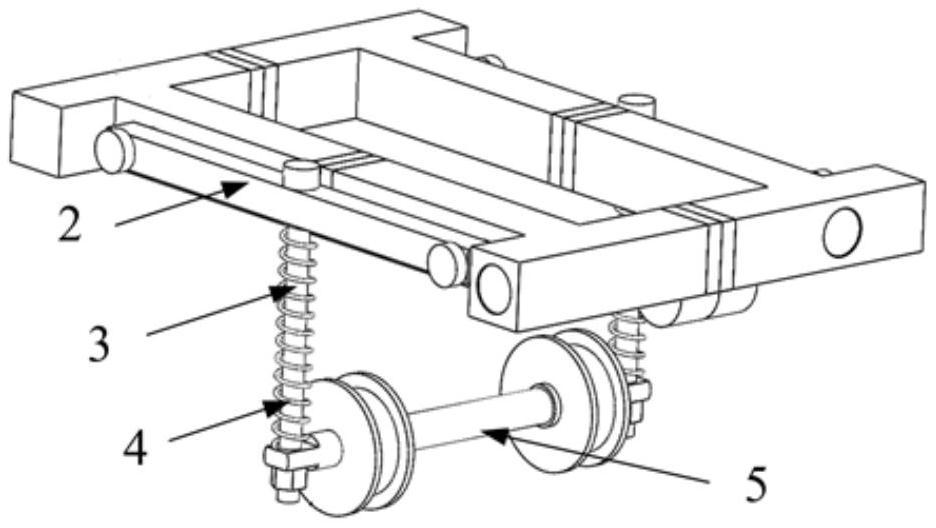
如图4和图5所示,所述旋转夹具座6包括正剖面呈“口”字形的夹座601,所述夹座601底端安装有十字承接条602,所述夹座601顶端内侧设有皮革槽603,十字承接条602呈一个“十”字,它能使柔软的皮革放置在皮革槽603内的时候,不至于因重力而中间凹陷下去,十字承接条602的顶面与皮革槽603的底面在同一平面上,使皮革放置在皮革槽603内更平整。皮革槽603的形状为矩形,因此本发明默认皮革原料的形状为矩形。所述夹座601上安装有若干皮革夹紧装置605。
补充说明的是,为使皮革的吹干面积更大,在夹座和十字承接条602上均设有若干通风孔,从而提高了皮革的吹干效率和质量。
所述皮革夹紧装置605包括铰接在夹座601顶端的若干U形夹臂606,U形夹臂606可在夹座601上旋转,所述U形夹臂606一侧通过弹簧10与夹座601相连接,U形夹臂606的弯曲部的底端与弹簧10顶端相连接。所述U形夹臂606底端安装有位于皮革槽603侧上方的铁质压棒607,所述铁质压棒607的外侧套有橡胶套608,使皮革被夹紧时不会被铁质压棒607压坏,且橡胶套608使皮革被夹紧时静摩擦力更大,皮革在接收热风吹拂和旋转的时候更稳定。所述皮革槽603底端设有与铁质压棒607位置相对应的电磁铁609,电磁铁609采用电磁继电器控制其通断电,使夹具的反应更加精准和高效。
所述皮革夹紧装置605夹紧和松开皮革的原理为:
初始时,电磁铁609不通电,U形夹臂606在弹簧10的弹力作用下而使铁质压棒607退出皮革槽603,将皮革放入皮革槽603内,然后使电磁铁609通电产生磁场,电磁铁609吸引铁质压棒607,使铁质压棒607的底端进入皮革槽603内并对皮革施加压力,从而使皮革紧紧固定在皮革槽内,皮革吹干质量好。
所述夹座601的顶端还安装有若干配重块604,在皮革吹干后,直板输送链条105带着T形架108向右输送,皮革不再受到热风吹拂,这时皮革在旋转夹具座6的带领下而向右运动,在皮革到达皮革输送带205正上方时,链条停止输送,这时T形架108的底面与皮革输送带205平行,而夹座601也因为配重块604的作用而使夹座601自动旋转,最后夹座601停止旋转状态为:配重块604和十字承接条602分别位于皮革的下方和上方,这时皮革没有阻挡,电磁铁609断电,即可使皮革夹紧装置605松开皮革,皮革自动掉落到皮革输送带205上进行下一个步骤的操作。
如图3和图6所示,所述涂色装置2包括安装壳201,所述安装壳201的内部顶端从左到右依次安装有冷风吹平装置202、喷墨装置203和烘干装置204,喷墨装置203与冷风吹平装置202之间、喷墨装置203与烘干装置204之间均设有隔板207,从而使对皮革的操作步骤互不影响。所述安装壳201内部通过两个辊轮安装有皮革输送带205,冷风吹平装置202的结构与热风装置102类似,将热风装置102上的电热网1023去除,即是冷风吹平装置。
冷风吹平装置2吹出的风倾斜朝向皮革输送到205,从而将掉落到皮革输送带205上的不平整皮革和皱褶都吹平,皮革在皮革输送带205上输送更稳定,使后续的涂色操作更加顺畅,且冷风吹平装置202还能将皮革上因烘干而残余的温度散发掉,从而使皮革的涂色更稳定,涂色质量更好。
所述喷墨装置203底端设有安装在安装壳201内壁上的皮革夹具206,皮革夹具206的原理与皮革夹紧装置605的原理类似,在皮革到来之前,皮革夹具206处于打开状态,皮革被充分冷却和吹平后,皮革输送带205将皮革输送到喷墨装置203的喷墨区域后暂停运输,皮革夹具206夹紧皮革,从而使皮革接受涂色,皮革涂色的时候固定,涂色更稳定。
皮革涂色完毕后,皮革输送带205重新启动而带着皮革穿过烘干装置204的烘干区域。所述烘干装置204包括安装在安装壳201内侧顶部的若干红外线烘干灯2041,所述红外线烘干灯2041的侧面设有若干安装在安装壳201内壁上的灯光反光板2042,灯光反光板2042将红外线烘干灯2041发射出的灯光均反射或折射到皮革上,从而大大加快了皮革上涂色的干燥速度,红外新烘干灯2041发出的红外线被涂料中的水分吸收,然后使涂料表面产生振动而发热,从而大大提高了涂料烘干速度。
红外线烘干灯2041的烘干温度由控制器控制,防止因红外线的烘干温度过高而使皮革收缩或使染料变色,不同的皮革具有不同的收缩温度,具体情况要具体设置,在控制器的温度传感器检测到温度超过设定标准时,控制器自动控制红外线烘干灯2041的电流变小,从而使红外线的强度变低,从而使烘干温度下降下来,保证了皮革不变色和质量的完好。
需补充说明的是,安装壳201的右端剖面形状呈一个倒置的“U”形从而使喷墨装置203在对皮革进行喷涂和涂色的时候,染色剂或粘胶不会喷出安装壳201外,车间更加环保干净,且灯光反光板2042使红外线烘干灯2041的光线不会泄露出来,提高了安全性,工人不会被红外线辐射到,上述的红外线烘干灯2041产生的灯光为远红外线,即使红外线泄露,对工人也几乎没有什么伤害,提高了车间的安全性。
皮革输送带205的右端设有安装在安装壳201内壁上的圆弧滑料板2052和倾斜刮胶板2053,所述倾斜刮胶板2052位于圆弧滑料板2053的下方,倾斜刮胶板2052底端设有接渣盒2054。倾斜刮胶板2052位于输送带205的右下端,且倾斜刮胶板2052的底端向右下倾斜,倾斜刮胶板2052的顶端与输送带205的表面最近距离为0.3-0.5mm,从而使皮革输送带205上的染料和粘胶都被刮除,然后染料和涂胶因重力因素而从倾斜刮胶板502上流入接渣盒2052内。
如图6和图7所述皮革输送带205的顶端贴有防粘胶带2051,防粘胶带2051能防止染料或涂胶粘结在皮革输送带205上,降低了皮革输送带205的清洁难度。圆弧滑料板2052的顶面为圆弧面,且圆弧滑料板2052的最顶端面与皮革输送带205的顶端面高度一致,其右端顶部为向右下倾斜的斜面,从而使涂色并烘干完毕后的皮革更顺畅地从圆弧滑料板2052滑到传送带302上。所述皮革输送带205位于直板输送链条105的右下端且皮革输送带205的右下端设有皮布缝合装置3。
如图7和图8所示,所述皮布缝合装置3包括拱形安装板301和安装在拱形安装板301内部的传送带302,拱形安装板301的右端剖面形状呈倒“U”形,所述传送带302的前端和后端均设有第一缝纫装置303,第一缝纫装置303通过支架安装在拱形安装板301的内侧,为使布料和皮革都能被缝制,这里默认皮革和布料的长度、宽度均比两个第一缝纫装置303之间的距离大,即皮革和布料平铺在传送带302上时,皮革和布料的两边均伸出传送带302。
补充说明的是,第一缝纫装置303和第二缝纫装置405的缝线原理与现有的缝纫机原理相似,缝纫机的机针固定在针杆上,机针的底端设有穿线孔,针杆由电机通过一系列的齿轮和凸轮牵引做上下运动。当机针的尖端穿过皮革和布料时候,机针在皮革和布料的一面向另一面即从布料的顶面到皮革的底面拉出一个小线圈,皮革下面的摆梭不停地旋转并恰好抓住这个线圈,然后将其包住另一根线或者同一根线的另一个线圈,在皮革和步缓慢地移动的时候,就在皮革和布的边沿织出缝线,从而将皮革和布料缝接起来。
所述布料夹持位移装置7包括通过油缸座固定安装在拱形安装板301顶端的第一油缸701,所述第一油缸701右端通过水平伸缩杆702连接有滑动座703,滑动座703的底端形状与拱形安装板301的顶端形状一致,从而使滑动座703在拱形安装板301顶端能顺畅的左右滑动。所述滑动座703内部通过安装层安装有第二油缸11,所述第二油缸12底端通过竖直升降杆704穿过拱形安装板301的顶端连接有电机座705,所述电机座705内安装有减速电机706,减速电机706转动更缓慢,皮革的前后两条边缝制完毕后,使皮革转动90°,然后缝纫针开始对皮革的另两条边进行缝制。
需注意的是,由于竖直升降杆704底端穿过拱形安装板301的顶端,所以在拱形安装板301的顶端设有允许竖直升降杆704穿过并允许竖直升降杆704在其内左右滑动的矩形通孔槽。
所述减速电机706底端通过电机轴连接有四个固定条707,四个所述的固定条707的底端面在同一水平面上且四个固定条707的底端共同连接有框形夹座板708,框形夹座板708的俯剖面形状呈一个“口”字。固定条707与框形夹座板708的四边边角的顶端相连接,从而使框形夹座板708更加稳定。所述框形夹座板708上设有若干电磁夹具709。电磁夹具709和皮革夹紧装置605的夹紧原理相同,均是利用电磁吸引铁块或铁条而夹紧皮革,在电磁断电时,铁块又因弹簧的弹力而松开皮革或布料。
需补充说明的是,框形夹座板708的前板和后板之间的距离比两个第一缝纫装置303之间的距离大,即在缝制皮革和布料时。缝纫针位于矩形夹座板708的内侧,从而使皮革、布料缝制的时候更加稳定,皮革布料之间的缝制面积相等,皮革制品无凸起,缝制质量更好。
皮布缝合装置3的将布料和皮革缝接在一起的步骤为:
(1)皮革输送到传送带302上后,传送带302将皮革输送到合适位置后暂停下来。这时第一油缸701启动,从而使滑动座703滑到合适位置,然后第一油缸701暂时制动,这时框形夹座板708和通过电磁夹具709固定在框形夹座板708内部的布料均位于皮革的正上方,然后第二油缸11启动使竖直升降杆704伸长,从而使整个框形夹座板708带着布料下降,在布料底面与皮革顶面相贴的时候,第二油缸11制动,电磁夹具709暂时松开布料,然后电磁夹具709又将布料和皮革的四条边夹在一起,完成了布料和皮革的初步固定;
(2)第一油缸701再次启动使水平伸缩杆702伸长从而带动滑动座703向右位移,滑动座703带着框形夹座板708和框形夹座板708内固定的皮革、布料一起进入第一缝纫装置303的缝纫机针下,这时缝纫机针开始对布料和皮革进行缝接,且布料和皮革在滑动座703的带动下缓慢向右移动,从而使皮革前端和布料前端、皮革后端和布料后端均缝制在一起,完成了布料和皮革前后两边的缝合;
(3)布料和皮革前后两边缝合完毕后,第一油缸701暂时制动,减速电机706启动,带着固定条707和矩形夹座板708旋转90°,从而将布料和皮革也旋转了90°,使皮革和布料未缝合的两条边置于缝纫机针之下,然后第一油缸701重新启动,带着滑动座703向左位移,从而使布料和皮革均向左移动且被第一缝纫装置303缝线,最后布料和皮革另两条边也被缝合在一起,完成了皮革和布料四条边的缝合;
(4)布料、皮革缝合完毕后,第一油缸701回到初始位置,电磁夹具709松开布料和皮革,第二油缸11驱动使框形夹座板708回到初始位置,然后框形夹座板708准备对后续的布料进行夹持,而缝制好的皮革有传送带302输送到水平传送台403上,准备进行皮包缝合操作。
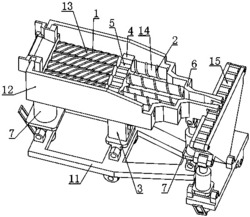
如图9所示,所述传送带303的右下端设有皮包加工装置4,所述皮包加工装置4包括机壳401,所述机壳401内通过支撑滑轨402活动安装有水平传送台403,所述机壳401左端通过油缸座安装有第三油缸407,所述第三油缸407右端通过活塞杆与水平传送台403相连接。第三油缸407启动的时候,能带着水平传送台403在支撑滑轨402上左右滑动,从而使皮革的皮包缝制操作更顺畅。
所述水平传送台403的前端和后端均设有第二缝纫装置405,皮革的宽度即前后两条边之间的距离比两个第二缝纫装置405之间的距离长,且皮革的前后两条边均伸出第二缝纫装置405的外侧1-2cm,从而使皮包缝制质量更好,避免了皮包缝制线距离皮革边沿过小而导致的皮包易开裂的问题。所述水平传送台403上还安装有折叠夹紧机构8,所述水平传送台403的右端设有膜包装机构5。
所述折叠夹紧机构8包括旋转压板801和安装在机壳401顶端的第四油缸802,所述水平传送台403上设有安装槽406,所述旋转压板801通过驱动轴803安装在安装槽406内且旋转压板801顶端安装有若干橡胶压条804,橡胶压条804的数量至少为三个,能分别压紧皮革的前边、后边和右边,从而使两层皮革在缝制的时候更稳定。驱动轴803通过伺服电机驱动,从而能精确控制旋转压板801的旋转角度,进而精准控制橡胶压条804对皮革的夹紧力。水平传送台403内设有安装层,伺服电机安装在安装层内,且伺服电机通过一系列轴和齿轮带动驱动轴803转动,从而控制旋转压板801转动。
所述第四油缸802底端通过活塞杆连接有U形条805,U形条805的右端剖视图倒“U”形。所述U形条805的底端安装有按压辊806。因为在旋转压板801顺时针旋转的时候,若皮革没有固定装置固定住,皮革会在水平传送台403上滑动,从而造成皮革折叠失败。因此设置按压辊806。按压辊806的轴线与皮革前边或后边的中垂线平行且轴线位于中垂线的右侧,从而使皮革在被折叠的时候,左边和右边能够对齐,从而缝制后的皮包更加美观。
折叠夹紧机构8将皮革折叠起来并缝制的步骤为:
水平传送台403将皮革输送到合适位置后暂停位移,第四油缸802驱动活塞杆伸长使按压辊806按压皮革的中部,然后伺服电机带动水平旋转压板801顺时针旋转,将皮革的左半部分带着旋转,然后使皮革的左半部分紧紧压在右半部分上,此时橡胶压条804提高压紧力和摩擦力,使皮革在接受缝制的时候不滑动,然后水平传送台403继续向右滑动从而使折叠起来后的皮革被第二缝纫装置405将皮革的前边的左右部分和后边的左右部分均缝合在一起,从而加工成一个皮包。
需补充说明的是,旋转压板801左端的底侧设有圆弧槽807,避免了旋转压板801旋转时受到皮革和按压辊806的影响,从而使旋转压板801对皮革的压紧力更稳定、更可靠。
优选的是,通过两个缝纫装置同时对皮革的两条边进行缝合,从而大大提高了皮革制品的缝制效率,且全程机器自动操作,节省了人力,缝制更加精细。
所述机壳401右端顶部安装有推料装置404,所述推料装置404包括通过铰接轴4041安装在机壳401顶端的摆推板4042,摆推板4042的高度比铰接轴4041与水平传送台403顶面的最近距离小0.5-0.8mm,使摆推板4042在竖直面内左右旋转的时候,摆推板4042的底面不会接触和摩擦到水平传送台403,且摆推板4042也能接触到皮包,并将皮包从水平传送台403上推下,并掉落到下一个操作装置上。所述铰接轴4041连接有电机4043。
推料装置404推料的原理为:
皮包未缝制好前,摆推板4042的底端倾斜朝向左下方,摆推板4042的底端距离水平传送台403面距离比加工好的皮包厚度大,从而不影响皮包的缝制,在皮包缝制完毕后,水平传送台403在第三油缸407的驱动下向右位移,从而将皮包运输到摆推板4042的右侧,然后电机4043启动,使摆推板4042逆时针转动,摆推板4042的底端向右位移且推着皮包在水平传送台403上向右位移,皮包掉到承接台上准备包装,电机4043反转带着摆推板4042回到初始位置。
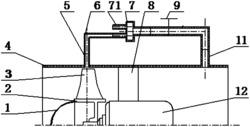
如图10和图11所示,所述膜包装机构5包括安装箱501,安装箱501即呈长方体箱状的安装壳,所述安装箱501前端和后端均安装有两个膜卷送轮502,所述膜卷送轮502上卷绕有收缩膜506,四个膜卷送轮502中位于安装箱501前端的均为放膜轮,位于后端的均为卷膜轮。底端的两个膜卷送轮502上共同的收缩膜506的底面与承接台503顶面相贴,顶端的两个膜卷送轮502上共同的收缩膜506位于矩形下压板902之下,从而使顶端的收缩膜506可被下压并切割。
优选的是,收缩膜506被切割掉一个矩形部分后,其边沿部分依然连接在一起,不影响膜收卷轮502对收缩膜506的输送,从而保证了膜包装机构5能一直对皮革制品进行包装,且收缩膜506具有收缩性,在框形压条904带着顶部收缩膜506下降的时候,收缩膜506会发生形变但不会损坏,保证了安装膜的质量。
所述安装箱501中心安装有承接台503,承接台503位于水平传送台403的右下方,由于推料装置404使皮包从水平传送台403上掉落时,皮包还具有一定的运动惯性,所以皮包以抛物线地轨迹掉落到承接台503上的收缩膜506上,且皮包不会被上端的收缩膜506阻挡,皮革制品包装更顺畅。
所述承接台503顶端设有框形槽504和电加热承压条505,所述承接台503正上方设有压紧切割机构9。所述压紧切割机构9包括通过油缸座安装在安装箱501顶部的第五油缸901,所述第五油缸901底端通过活塞杆连接有矩形下压板902,活塞杆与矩形下压板904的顶端中心相连接,使压条对膜的压力更均匀。所述矩形下压板902底端通过压簧903连接有框形压条904,压簧903的个数至少为8个,且压簧903均匀分布在矩形下压板902底端上,从而使框形压条904的四条边对膜的压力基本相同,从而保证了热封和模切质量。
所述矩形下压板902底端安装有位于框形压条904外侧的四个限位板905,四个限位板905的两端互相连接,四个限位板905底端剖面形状呈“口”字形,从而使框形压条904被限制在限位板905内,框形压条904的侧面与限位板905的侧面相贴,框形压条904与电加热承压条505的对接更加稳定。所述框形压条904外侧设有安装在矩形下压板902底端的四个膜切刀906,相邻模切刀906的端面也互相连接,且四个模切刀906的底端剖面也呈一个“口”字形,从而使双层收缩膜都被切割,且切割形状呈一个矩形。
需注意的是,模切刀906的高度比限位板905的高度大,从而使模切刀906能伸出限位板905而切割收缩膜506,且压簧903处于自然状态时,框形压条904的底面水平高度比模切刀906的底端水平高度低,从而在矩形下压板902下降的时候,框形压条904先接触收缩膜506并压紧使之被热封,然后才被模切刀906切割,顺序更合理,皮革制品包装质量更好。
所述框形压条903和膜切刀906分别位于电加热承压条505和框形槽504的正上方,电加热承压条505内部设有加热块,加热块连接有加热装置,加热装置位于承接台503内部的夹层内。在压紧双层收缩膜506后能将双层膜烫合在一起。模切刀906位移到最下端的时候进入框形槽504,但由于框形压条904的阻挡,模切刀906不会与框形槽504的底端接触,从而避免了承接台503的磨损和模切刀906的刀口变钝,延长了模切刀906的使用寿命,保证了稳定、较高的模切质量和效率。
膜包装机构5对皮革制品的包装步骤为:
皮包掉落到承接台503上后位于上下两个收缩膜506之间,这时第五油缸901启动使矩形下压板902下降,框形压条904带着顶部收缩膜506向底部收缩膜506靠近,然后框形压条904和电加热承压条505共同压紧上下两个收缩膜506,并且电加热承压条505开始对两个收缩膜506压合的部分进行加热,使两层收缩膜506热合在一起。矩形下压板902继续下行,这时压簧903收缩,模切刀906下行切割收缩膜506,从而完成了对皮革制品的包装。
优选的是,膜包装机构5不仅能对膜进行压紧和热封,且还能对膜进行切割,从而使膜自动将皮包密封包装起来,膜包装的多个步骤几乎同时进行,大大提高了皮革制品的保证效率,节省了压紧机构和热封装置,结构简单,成本低,皮革制品经包装后不易被灰尘污染或受潮,更方便皮革制品的保存和对皮革制品后续的修饰。
需补充说明的是,本发明的生产线不仅限于生产皮包,还能生产皮革书包、皮革钱包、皮革公文袋、皮质枕套、皮革笔套筒等物品,根据实际生产需要改动各装置的尺寸大小,即可加工出需要的皮革制品,适用性广。
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
一种用于皮革产品自动化生产线的原料干燥设备专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0