









专利摘要
本发明公开了一种PCB电路板生产加工工厂用回转运输线及其工作方法,包括PCB电路板生产区、PCB电路板存储区和PCB电路板回转运输线,所述PCB电路板回转运输线设置在PCB电路板生产区与PCB电路板存储区之间;所述PCB电路板回转运输线包括封闭的支撑板以及可叠加固定若干块PCB电路板的多个运输装置,所述PCB电路板回转运输线上延其轮廓设置数条轨道,多个所述运输装置相互之间保持安全间距且可移动设置在轨道上;所述运输装置包括自动运输车和若干组负压式固定件组。本发明提供的一种PCB电路板生产加工工厂用回转运输线及其工作方法,能够将PCB电路板生产区生产的PCB电路板运输至PCB电路板存储区,运输效率高且安全可靠。
权利要求
1.一种PCB电路板生产加工工厂用回转运输线,其特征在于:包括PCB电路板生产区(5)、PCB电路板存储区(7)和PCB电路板回转运输线,所述PCB电路板回转运输线设置在PCB电路板生产区(5)与PCB电路板存储区(7)之间;所述PCB电路板回转运输线包括呈封闭框架状的支撑板(8)以及可叠加固定若干块PCB电路板(4)的多个运输装置,所述PCB电路板回转运输线上延其轮廓设置数条轨道(81),多个所述运输装置相互之间保持安全间距且可移动设置在轨道(81)上;所述运输装置包括自动运输车(1)和若干组负压式固定件组,所述自动运输车(1)上设置有PCB电路板盛放盘(2),其中一块所述PCB电路板(4)置于PCB电路板盛放盘(2)内,其余所述PCB电路板(4)分别通过负压式固定件组从下到上依次固定于PCB电路板盛放盘(2)内的PCB电路板(4)的正上方,且若干PCB电路板(4)与若干组负压式固定件组相互交替设置;
所述负压式固定件组包括四个负压式固定件(6),四个所述负压式固定件(6)均位于上、下相邻的两块PCB电路板(4)之间,且四个所述负压式固定件(6)各自设置在PCB电路板(4)的四个边角处;所述负压式固定件(6)包括支撑管件(61)、连接管(62)和手动气筒组件(63),所述支撑管件(61)通过连接管(62)与手动气筒组件(63)的负压产生腔体连通,所述支撑管件(61)内部可通过手动气筒组件(63)形成负压并使其两个吸附端口分别吸附上、下相邻的两块PCB电路板(4);
所述支撑管件(61)包括支撑管(611)以及分别设置在支撑管(611)两个管口的支撑罩(612),所述手动气筒组件(63)包括空筒(631)以及与空筒(631)螺纹连接的螺纹杆(632),所述支撑管(611)通过连接管(62)与空筒(631)连通;所述支撑罩(612)具有小端口和大端口,其小端口与支撑管(611)的管口连接,其大端口朝向PCB电路板(4),且大端口设置有橡胶圈(6121);所述空筒(631)内设置有活塞(6311),所述螺纹杆(632)位于空筒(631)内的杆端与活塞(6311)连接,所述螺纹杆(632)位于空筒(631)外的杆端设置有旋转手轮(6321)。
2.根据权利要求1所述的一种PCB电路板生产加工工厂用回转运输线,其特征在于:所述PCB电路板盛放盘(2)的内底面以及四周内侧面均设置有半球形橡胶凸起(22),位于所述PCB电路板盛放盘(2)内的PCB电路板(4)的下板面下压PCB电路板盛放盘(2)的内底面的半球形橡胶凸起(22)设置,位于所述PCB电路板盛放盘(2)内的PCB电路板(4)的四周侧面分别抵靠PCB电路板盛放盘(2)的四周内侧面的半球形橡胶凸起(22)设置;且PCB电路板盛放盘(2)的两侧对称开设有两个缺口(21)。
3.根据权利要求2所述的一种PCB电路板生产加工工厂用回转运输线,其特征在于:还包括用于将PCB电路板存储区(7)拆卸下的负压式固定件(6)输送至PCB电路板生产区(5)的输送带(9),所述输送带(9)设置在支撑板(8)下方,所述输送带(9)的输入端位于PCB电路板存储区(7),所述输送带(9)的输出端位于PCB电路板生产区(5),且输送带(9)的输出端设置有用于盛放负压式固定件(6)的盒子(10)。
4.根据权利要求3所述的一种PCB电路板生产加工工厂用回转运输线,其特征在于:所述自动运输车(1)行进方向的前部设置有距离感应器(42);所述自动运输车(1)外侧面设置有红外线发射器(15),所述PCB电路板生产区(5)和PCB电路板存储区(7)均设置有与红外线发射器(15)配合的红外线接收器(16),两个所述红外线接收器(16)均通过自动回弹装置(14)设置在支撑板(8)上。
5.根据权利要求4所述的一种PCB电路板生产加工工厂用回转运输线,其特征在于:所述自动回弹装置(14)包括L型支撑板(141)、弹簧(142)和手拉板(143),所述L型支撑板(141)包括固定在支撑板(8)上的水平板(1412)以及设置在水平板(1412)一端的竖直板(1411),所述红外线接收器(16)铰接设置在竖直板(1411)上端,所述弹簧(142)连接红外线接收器(16)的背面以及远离竖直板(1411)的水平板(1412)的边缘中心倾斜设置,所述手拉板(143)固定在红外线接收器(16)上。
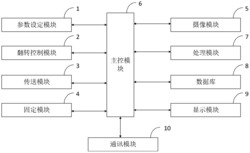
6.根据权利要求5所述的一种PCB电路板生产加工工厂用回转运输线,其特征在于:还包括控制器,所述距离感应器(42)的信号发送端与控制器的信号接收端连接;所述红外线接收器(16)的信号发送端与控制器的信号接收端连接;所述控制器可独立控制各个自动运输车(1)内驱动机构的工作状态。
7.根据权利要求6所述的一种PCB电路板生产加工工厂用回转运输线的工作方法,其特征在于:具体步骤如下:
步骤一:PCB电路板生产区(5)不断生产出PCB电路板(4),PCB电路板生产区(5)的工作人员取一块PCB电路板(4)放入PCB电路板盛放盘(2)内,然后从盒子(10)内取出四个负压式固定件(6)分别放在PCB电路板(4)的四个边角处,随后工作人员再取一块PCB电路板(4),放于负压式固定件(6)的支撑管件(61)上,此时,工作人员一只手握住空筒(631),另一只手转动旋转手轮(6321),活塞(6311)移动,使支撑管件(61)以及空筒(631)内均为负压状态,从而吸住两块PCB电路板(4),其余PCB电路板(4)采用相同方法进行固定;
步骤二:自动运输车(1)上固定适当数量的PCB电路板(4)后,PCB电路板生产区(5)的工作人员用手拉动手拉板(143),使PCB电路板生产区(5)的红外线接收器(16)发生倾斜,从而使红外线接收器(16)接收不到红外线发射器(15)发出的红外线,红外线接收器(16)将接收不到红外线的信号发送至控制器,控制器控制该自动运输车(1)的驱动机构开始工作,自动运输车(1)在轨道(81)上移动运输PCB 电路板(4);
步骤三:步骤二中的自动运输车(1)走远后,松开手拉板(143),手拉板(143)在弹簧(142)回弹作用下复位;
步骤四:步骤二中装载有PCB电路板(4)的自动运输车(1)随后抵达PCB电路板存储区(7),PCB电路板存储区(7)的红外线接收器(16)接收到该自动运输车(1)上的红外线发射器(15)发出的红外线后,红外线接收器(16)将接收到红外线的信号发送至控制器,控制器控制该自动运输车(1)的驱动机构停止工作,自动运输车(1)停在PCB电路板存储区(7);
步骤五:PCB电路板存储区(7)的工作人员将步骤四中自动运输车(1)上的PCB电路板(4)全部卸下,卸载PCB电路板(4)过程中,将取下的负压式固定件(6)放在输送带(9)上,负压式固定件(6)被输送至盒子(10)中;
步骤六:卸载完成后,PCB电路板存储区(7)的工作人员用手拉动手拉板(143),使PCB电路板存储区(7)的红外线接收器(16)发生倾斜,从而使红外线接收器(16)接收不到红外线发射器(15)发出的红外线,红外线接收器(16)将接收不到红外线的信号发送至控制器,控制器控制空的该自动运输车(1)的驱动机构开始工作,自动运输车(1)返回至PCB电路板生产区(5)。
8.根据权利要求7所述的一种PCB电路板生产加工工厂用回转运输线的工作方法,其特征在于:在步骤一至步骤六中,各个自动运输车(1)上的距离感应器(42)均进行实时距离检测,检测值如果小于安全距离时,控制器控制该距离感应器(42)所属自动运输车(1)停止,直到距离感应器(42)的检测值大于安全距离时,自动运输车(1)才开始移动。
说明书
技术领域
本发明属于PCB电路板运输转移技术领域,尤其涉及一种PCB电路板生产加工工厂用回转运输线及其工作方法。
背景技术
PCB电路板在当今科技发展中起到至关重要的作用,PCB电路板的生产加工工厂经常用到PCB电路板运输推车,用于PCB电路板的运输转移,但是其具有以下缺点:
一、PCB电路板在运输途中需要固定,但是其采用的大多为夹具固定,很容易对PCB电路板造成损坏;
二、相邻PCB电路板相隔距离较近,难免会有接触摩擦,也会造成PCB电路板损坏;
三、运输效率低,而且需要大量人力,成本较高。
发明内容
发明目的:为了克服现有技术中存在的不足,本发明提供一种PCB电路板生产加工工厂用回转运输线及其工作方法,提高了板材生产后的运输转移效率高,工作方法合理,便于PCB电路板加工工厂使用。
技术方案:为实现上述目的,本发明的一种PCB电路板生产加工工厂用回转运输线,包括PCB电路板生产区、PCB电路板存储区和PCB电路板回转运输线,所述PCB电路板回转运输线设置在PCB电路板生产区与PCB电路板存储区之间;所述PCB电路板回转运输线包括呈封闭框架状的支撑板以及可叠加固定若干块PCB电路板的多个运输装置,所述PCB电路板回转运输线上延其轮廓设置数条轨道,多个所述运输装置相互之间保持安全间距且可移动设置在轨道上;所述运输装置包括自动运输车和若干组负压式固定件组,所述自动运输车上设置有PCB电路板盛放盘,其中一块所述PCB电路板置于PCB电路板盛放盘内,其余所述PCB电路板分别通过负压式固定件组从下到上依次固定于PCB电路板盛放盘内的PCB电路板的正上方,且若干PCB电路板与若干组负压式固定件组相互交替设置。
进一步的,所述负压式固定件组包括四个负压式固定件,四个所述负压式固定件均位于上、下相邻的两块PCB电路板之间,且四个所述负压式固定件各自设置在PCB电路板的四个边角处;所述负压式固定件包括支撑管件、连接管和手动气筒组件,所述支撑管件通过连接管与手动气筒组件的负压产生腔体连通,所述支撑管件内部可通过手动气筒组件形成负压并使其两个吸附端口分别吸附上、下相邻的两块PCB电路板。
进一步的,所述支撑管件包括支撑管以及分别设置在支撑管两个管口的支撑罩,所述手动气筒组件包括空筒以及与空筒螺纹连接的螺纹杆,所述支撑管通过连接管与空筒连通;所述支撑罩具有小端口和大端口,其小端口与支撑管的管口连接,其大端口朝向PCB电路板,且大端口设置有橡胶圈;所述空筒内设置有活塞,所述螺纹杆位于空筒内的杆端与活塞连接,所述螺纹杆位于空筒外的杆端设置有旋转手轮。
进一步的,所述PCB电路板盛放盘的内底面以及四周内侧面均设置有半球形橡胶凸起,位于所述PCB电路板盛放盘内的PCB电路板的下板面下压PCB电路板盛放盘的内底面的半球形橡胶凸起设置,位于所述PCB电路板盛放盘内的PCB电路板的四周侧面分别抵靠PCB电路板盛放盘的四周内侧面的半球形橡胶凸起设置;所述PCB电路板盛放盘的两侧对称开设有两个缺口。
进一步的,还包括用于将PCB电路板存储区拆卸下的负压式固定件输送至PCB电路板生产区的输送带,所述输送带设置在支撑板下方,所述输送带的输入端位于PCB电路板存储区,所述输送带的输出端位于PCB电路板生产区,且输送带的输出端设置有用于盛放负压式固定件的盒子。
进一步的,所述自动运输车行进方向的前部设置有距离感应器;所述自动运输车外侧面设置有红外线发射器,所述PCB电路板生产区和PCB电路板存储区均设置有与红外线发射器配合的红外线接收器,两个所述红外线接收器均通过自动回弹装置设置在支撑板上。
进一步的,所述自动回弹装置包括L型支撑板、弹簧和手拉板,所述L型支撑板包括固定在支撑板上的水平板以及设置在水平板一端的竖直板,所述红外线接收器铰接设置在竖直板上端,所述弹簧连接红外线接收器的背面以及远离竖直板的水平板的边缘中心倾斜设置,所述手拉板固定在红外线接收器上。
进一步的,还包括控制器,所述距离感应器的信号发送端与控制器的信号接收端连接;所述红外线接收器的信号发送端与控制器的信号接收端连接;所述控制器可独立控制各个自动运输车内驱动机构的工作状态。
一种PCB电路板生产加工工厂用回转运输线的工作方法,具体步骤如下:
步骤一:PCB电路板生产区不断生产出PCB电路板,PCB电路板生产区的工作人员取一块PCB电路板放入PCB电路板盛放盘内,然后从盒子内取出四个负压式固定件分别放在PCB电路板的四个边角处,随后工作人员再取一块PCB电路板,放于负压式固定件的支撑管件上,此时,工作人员一只手握住空筒,另一只手转动旋转手轮,活塞移动,使支撑管件以及空筒内均为负压状态,从而吸住两块PCB电路板,其余PCB电路板采用相同方法进行固定。
步骤二:自动运输车上固定适当数量的PCB电路板后,PCB电路板生产区的工作人员用手拉动手拉板,使PCB电路板生产区的红外线接收器发生倾斜,从而使红外线接收器接收不到红外线发射器发出的红外线,红外线接收器将接收不到红外线的信号发送至控制器,控制器控制该自动运输车的驱动机构开始工作,自动运输车在轨道上移动运输PCB电路板;
步骤三:步骤二中的自动运输车走远后,松开手拉板,手拉板在弹簧回弹作用下复位;
步骤四:步骤二中装载有PCB电路板的自动运输车随后抵达PCB电路板存储区,PCB电路板存储区的红外线接收器接收到该自动运输车上的红外线发射器发出的红外线后,红外线接收器将接收到红外线的信号发送至控制器,控制器控制该自动运输车的驱动机构停止工作,自动运输车停在PCB电路板存储区;
步骤五:PCB电路板存储区的工作人员将步骤四中自动运输车上的PCB电路板全部卸下,卸载PCB电路板过程中,将取下的负压式固定件放在输送带上,负压式固定件被输送至盒子中;
步骤六:卸载完成后,PCB电路板存储区的工作人员用手拉动手拉板,使PCB电路板存储区的红外线接收器发生倾斜,从而使红外线接收器接收不到红外线发射器发出的红外线,红外线接收器将接收不到红外线的信号发送至控制器,控制器控制空的该自动运输车的驱动机构开始工作,自动运输车返回至PCB电路板生产区。
进一步的,在步骤一至步骤六中,各个自动运输车上的距离感应器均进行实时距离检测,检测值如果小于安全距离时,控制器控制该距离感应器所属自动运输车停止,直到距离感应器的检测值大于安全距离时,自动运输车才开始移动。
有益效果:本发明的一种PCB电路板生产加工工厂用回转运输线及其工作方法,有益效果如下:
(1)通过负压式固定件的转动抽拉产生负压,从而吸住PCB电路板,实现PCB电路板的固定,固定稳定,保证了运输过程中的安全性,而且相比采用机械夹具进行固定,其不会对PCB电路板造成损坏;
(2)固定后的相邻PCB电路板之间具有距离,避免了运输过程中PCB电路板的摩擦损坏;
(3)提高了板材生产后的运输转移效率高,工作方法合理,适合PCB电路板加工工厂使用。
附图说明
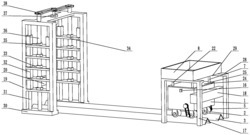
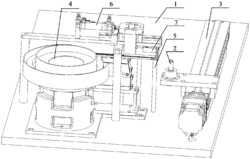
附图1为本发明的整体示意图;
附图2为本发明的主视图;
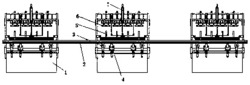
附图3为本发明的俯视图;
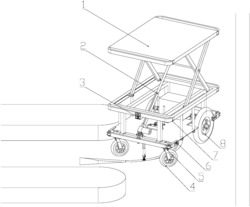
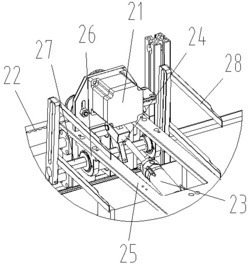
附图4为PCB电路板固定在自动运输车上的一个具体实施例;
附图5为附图4的侧视图;
附图6为附图5中A的局部放大结构示意图;
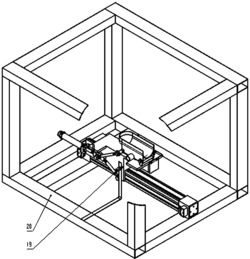
附图7为自动运输车设置在轨道上的结构示意图;
附图8为PCB电路板盛放盘的结构示意图;
附图9为自动回弹装置的结构示意图。
具体实施方式
下面结合附图对本发明作更进一步的说明。
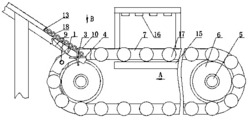
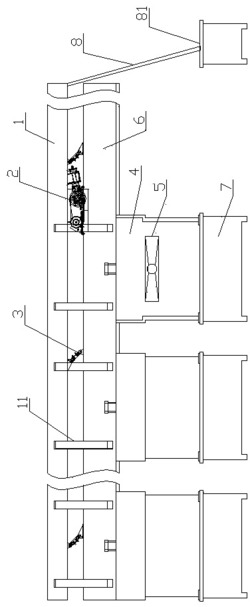
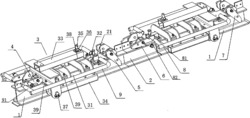
如附图1至附图9所示,一种PCB电路板生产加工工厂用回转运输线,包括PCB电路板生产区5、PCB电路板存储区7和PCB电路板回转运输线,所述PCB电路板回转运输线设置在PCB电路板生产区5与PCB电路板存储区7之间;所述PCB电路板回转运输线包括呈封闭框架状的支撑板8以及可叠加固定若干块PCB电路板4的多个运输装置,所述PCB电路板回转运输线上延其轮廓设置数条轨道81,多个所述运输装置相互之间保持安全间距且可移动设置在轨道81上;所述运输装置包括自动运输车1和若干组负压式固定件组,所述自动运输车1上设置有PCB电路板盛放盘2,其中一块所述PCB电路板4置于PCB电路板盛放盘2内,其余所述PCB电路板4分别通过负压式固定件组从下到上依次固定于PCB电路板盛放盘2内的PCB电路板4的正上方,且若干PCB电路板4与若干组负压式固定件组相互交替设置,保证了一个自动运输车1上所有PCB电路板4固定的稳定性,固定后的相邻PCB电路板4之间具有距离,避免了运输过程中PCB电路板4的摩擦损坏,从而保证了运输过程中的安全性;自动运输车1不断将PCB电路板4运输至PCB电路板存储区7,提高了PCB电路板4的运输转移效率,非常适合PCB电路板加工工厂使用。
所述负压式固定件组包括四个负压式固定件6,四个所述负压式固定件6均位于上、下相邻的两块PCB电路板4之间,且四个所述负压式固定件6各自设置在PCB电路板4的四个边角处,负压式固定件6位置分布合理,更有利于PCB电路板4的固定;所述负压式固定件6包括支撑管件61、连接管62和手动气筒组件63,所述支撑管件61通过连接管62与手动气筒组件63的负压产生腔体连通,所述支撑管件61内部可通过手动气筒组件63形成负压并使其两个吸附端口分别吸附上、下相邻的两块PCB电路板4,相比采用机械夹具进行固定,其不会对PCB电路板4造成损坏。
所述支撑管件61包括支撑管611以及分别设置在支撑管611两个管口的支撑罩612,所述手动气筒组件63包括空筒631以及与空筒631螺纹连接的螺纹杆632,所述支撑管611通过连接管62与空筒631连通;所述支撑罩612具有小端口和大端口,其小端口与支撑管611的管口连接,其大端口朝向PCB电路板4,且大端口设置有橡胶圈6121,橡胶圈6121的设置一方面对PCB电路板4起到保护作用,另一方面在通过负压方式固定PCB电路板4时起到密封作用;所述空筒631内设置有活塞6311,所述螺纹杆632位于空筒631内的杆端与活塞6311连接,所述螺纹杆632位于空筒631外的杆端设置有旋转手轮6321,转动旋转手轮6321带动活塞6311移动,就会使空筒631以及支撑管件61内产生负压,松手后,由于采用的是螺纹杆632,这样活塞6311就不会被吸回去,则空筒631以及支撑管件61内始终处于负压状态,固定PCB电路板4更加稳固。
所述PCB电路板盛放盘2的内底面以及四周内侧面均设置有半球形橡胶凸起22,位于所述PCB电路板盛放盘2内的PCB电路板4的下板面下压PCB电路板盛放盘2的内底面的半球形橡胶凸起22设置,位于所述PCB电路板盛放盘2内的PCB电路板4的四周侧面分别抵靠PCB电路板盛放盘2的四周内侧面的半球形橡胶凸起22设置,半球形橡胶凸起22对放置于PCB电路板盛放盘2内的PCB电路板4的下板面以及四周侧面均起到很好的保护效果。
所述PCB电路板盛放盘2的两侧对称开设有两个缺口21,便于将PCB电路板4置于PCB电路板盛放盘2内,或者将PCB电路板盛放盘2内的PCB电路板4取出。
还包括用于将PCB电路板存储区7拆卸下的负压式固定件6输送至PCB电路板生产区5的输送带9,所述输送带9设置在支撑板8下方,所述输送带9的输入端位于PCB电路板存储区7,所述输送带9的输出端位于PCB电路板生产区5,且输送带9的输出端设置有用于盛放负压式固定件6的盒子10。
所述自动运输车1行进方向的前部设置有距离感应器42;所述自动运输车1外侧面设置有红外线发射器15,所述PCB电路板生产区5和PCB电路板存储区7均设置有与红外线发射器15配合的红外线接收器16,两个所述红外线接收器16均通过自动回弹装置14设置在支撑板8上。
自动运输车1的轮子11为槽轮,设置的三个槽轮连线呈三角形,而且每个槽轮的槽均与对应的轨道81配合设置,有效保证了自动运输车1运输中的稳定性。
所述自动回弹装置14包括L型支撑板141、弹簧142和手拉板143,所述L型支撑板141包括固定在支撑板8上的水平板1412以及设置在水平板1412一端的竖直板1411,所述红外线接收器16铰接设置在竖直板1411上端,所述弹簧142连接红外线接收器16的背面以及远离竖直板1411的水平板1412的边缘中心倾斜设置,所述手拉板143固定在红外线接收器16上,自动回弹装置14能够使红外线接收器16自动复位,使用非常方便。
还包括控制器,所述距离感应器42的信号发送端与控制器的信号接收端连接;所述红外线接收器16的信号发送端与控制器的信号接收端连接;所述控制器可独立控制各个自动运输车1内驱动机构的工作状态。
一种PCB电路板生产加工工厂用回转运输线的工作方法,具体步骤如下:
步骤一:PCB电路板生产区5不断生产出PCB电路板4,PCB电路板生产区5的工作人员取一块PCB电路板4放入PCB电路板盛放盘2内,然后从盒子10内取出四个负压式固定件6分别放在PCB电路板4的四个边角处,随后工作人员再取一块PCB电路板4,放于负压式固定件6的支撑管件61上,此时,工作人员一只手握住空筒631,另一只手转动旋转手轮6321,活塞6311移动,使支撑管件61以及空筒631内均为负压状态,从而吸住两块PCB电路板4,其余PCB电路板4采用相同方法进行固定。
步骤二:自动运输车1上固定适当数量的PCB电路板4后,PCB电路板生产区5的工作人员用手拉动手拉板143,使PCB电路板生产区5的红外线接收器16发生倾斜,从而使红外线接收器16接收不到红外线发射器15发出的红外线,红外线接收器16将接收不到红外线的信号发送至控制器,控制器控制该自动运输车1的驱动机构开始工作,自动运输车1在轨道81上移动运输PCB电路板4;
步骤三:步骤二中的自动运输车1走远后,松开手拉板143,手拉板143在弹簧142回弹作用下复位;
步骤四:步骤二中装载有PCB电路板4的自动运输车1随后抵达PCB电路板存储区7,PCB电路板存储区7的红外线接收器16接收到该自动运输车1上的红外线发射器15发出的红外线后,红外线接收器16将接收到红外线的信号发送至控制器,控制器控制该自动运输车1的驱动机构停止工作,自动运输车1停在PCB电路板存储区7;
步骤五:PCB电路板存储区7的工作人员将步骤四中自动运输车1上的PCB电路板4全部卸下,卸载PCB电路板4过程中,将取下的负压式固定件6放在输送带9上,负压式固定件6被输送至盒子10中;
步骤六:卸载完成后,PCB电路板存储区7的工作人员用手拉动手拉板143,使PCB电路板存储区7的红外线接收器16发生倾斜,从而使红外线接收器16接收不到红外线发射器15发出的红外线,红外线接收器16将接收不到红外线的信号发送至控制器,控制器控制空的该自动运输车1的驱动机构开始工作,自动运输车1返回至PCB电路板生产区5。
在步骤一至步骤六中,各个自动运输车1上的距离感应器42均进行实时距离检测,检测值如果小于安全距离时,控制器控制该距离感应器42所属自动运输车1停止,直到距离感应器42的检测值大于安全距离时,自动运输车1才开始移动
以上所述仅是本发明的优选实施方式,应当指出:对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
一种PCB电路板生产加工工厂用回转运输线及其工作方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0