








专利摘要
一种新型防屈曲耗能管,包括约束外管、核心耗能内管和盖板,所述核心耗能内管同轴间隙设置于约束外管中;核心耗能内管的环向上开有至少两列耗能装置,每列耗能装置中有至少两个耗能孔洞;在相邻列耗能装置之间的核心耗能内管外壁设置纵向加劲肋,在相邻的纵向加劲肋之间设有横向加劲装置;所述约束外管的两端分别与盖板固定连接,所述核心耗能内管两端均伸出所述盖板并密封连接。以及提供一种新型防屈曲耗能管的制作工艺。本发明供了一种具备良好的延性、抗疲劳性能、抗冲击性能、稳定性、耐久性、承载力、和耗能性能的新型防屈曲耗能管及制作工艺。
权利要求
1.一种新型防屈曲耗能管,其特征在于:包括约束外管、核心耗能内管和盖板,所述核心耗能内管同轴间隙设置于约束外管中;
核心耗能内管的环向上开有至少两列耗能装置,每列耗能装置中有至少两个耗能孔洞;在相邻列耗能装置之间的核心耗能内管外壁设置纵向加劲肋,在相邻的纵向加劲肋之间设有横向加劲装置;
所述约束外管的两端分别与盖板固定连接,所述核心耗能内管两端均伸出所述盖板并密封连接。
2.如权利要求1所述的新型防屈曲耗能管,其特征在于:至少两个耗能孔洞之间等间隔布置。
3.如权利要求1或2所述的新型防屈曲耗能管,其特征在于:至少两个横向加劲装置之间等间隔布置。
4.如权利要求1或2所述的新型防屈曲耗能管,其特征在于:所述耗能孔洞形状为矩形、圆形或椭圆。
5.如权利要求1或2所述的新型防屈曲耗能管,其特征在于:所述纵向加劲肋与约束外管的长度相同。
6.如权利要求1或2所述的新型防屈曲耗能管,其特征在于:所述纵向加劲肋的高度为约束外管内径与核心耗能内管外径之差减去1~2mm。
7.如权利要求1或2所述的新型防屈曲耗能管,其特征在于:所述横向加劲肋厚度和纵向加劲肋厚度相同。
8.如权利要求1或2所述的新型防屈曲耗能管,其特征在于:所述横向加劲肋外弧边缘与纵向加劲肋边缘相齐平。
9.一种如权利要求1所述的新型防屈曲耗能管的制作工艺,其特征在于:所述制作工艺包括如下步骤:
第一步:将约束外管、核心耗能内管、纵向加劲板和横向加劲装置、左盖板和右盖板的外表面进行除锈、除油工艺,约束外管和核心耗能内管的两端截面进行打磨,使截面光滑平整;
第二步:再在核心耗能内管环向上采用气割工艺设置耗能装置,每列耗能装置中有至少两个耗能孔洞;
第三步:对耗能孔洞内的棱角进行打磨、倒圆工艺,以降低应力集中的影响;
第四步:在相邻列耗能装置之间的核心耗能内管外壁通过焊接的方式设置纵向加劲肋,并对焊缝进行残余应力消除工艺;
第五步,在相邻的纵向加劲肋之间通过焊接的方式设有横向加劲装置,并对焊缝进行残余应力消除工艺;
第六步:将约束外管、核心耗能内管以及纵向加劲板和横向加劲装置以及左盖板和右盖板表面除锈和防锈工作;
第七步:将已焊接纵向加劲板和横向加劲装置的核心耗能内管同心放置与约束外管中;
第八步:在左盖板和右盖板上分别开设第一孔洞和第二孔洞,将左盖板和右盖板分别穿过核心耗能管的两端,并用焊接方式把左盖板和右盖板分别焊接与约束外管的两端,左盖板和右盖板与核心耗能内管之间的空隙使用玻璃胶进行密封。
10.如权利要求9所述的制作工艺,其特征在于:所述第二步中,耗能孔洞通过切割工艺设置于所述核心耗能内管外壁上,耗能孔洞设置为双形心轴对称的规则形状,耗能孔洞最大宽度取约束外管内径的1/6~1/5,耗能孔洞的最长长度取耗能孔洞最宽宽度的1~2倍。
说明书
技术领域
本发明涉及一种耗能管及其制作工艺,应用于桥梁工程、海洋工程以及建筑工程领域中,尤其适用于上述各领域处于地震地区的结构中。
背景技术
近年来,随着国民经济的不断发展,大跨度、超高、海洋平台以及空间结构在我国如雨后春笋一般发展起来,其中,很多结构均采用钢管为基本单位构件组成的。钢管构件容易在承载力破坏之前发生整体失稳,这将导致结构的破坏,为了预防这种破坏,常用方法为:1、提高钢管有效截面;2、提高钢材的牌号;3、在钢管中灌注混凝土形成钢管混凝土构件。然而,上述两种方法存在以下几种缺陷:1)、钢材牌号越大,结构的延性将越差;2)、加大钢材的有效截面,厚壁钢管焊接的连接方式,带来残余应力的影响,而且随着钢管厚度或强度的加大,残余应力峰值将增大,疲劳强度也会显著下降;3)、合成混凝土的原料均为不可再生的资源,严重违背了我国可持续性发展战略,钢材与混凝土之间的剥离强度低,钢与混凝土之间的相互约束作用有限;4)、钢-混凝土复合材料构件在复杂荷载环境作用下,仍容易出现侧向弯曲失稳,且其耗能性能较差;5)、材料利用率差经济性能较差。
发明内容
为了克服已有钢管构件的延性、抗疲劳性能、抗冲击性能、稳定性、耐久性、承载力和耗能性能较差的不足,本发明提供了一种具备良好的延性、抗疲劳性能、抗冲击性能、稳定性、耐久性、承载力、和耗能性能的新型防屈曲耗能管及其制作工艺。
本发明解决其技术问题所采用的技术方案是:
一种新型防屈曲耗能管,包括约束外管、核心耗能内管和盖板,所述核心耗能内管同轴间隙设置于约束外管中;
核心耗能内管的环向上开有至少两列耗能装置,每列耗能装置中有至少两个耗能孔洞;在相邻列耗能装置之间的核心耗能内管外壁设置纵向加劲肋,在相邻的纵向加劲肋之间设有横向加劲装置;
所述约束外管的两端分别与盖板固定连接,所述核心耗能内管两端均伸出所述盖板并密封连接。
进一步,至少两个耗能孔洞之间等间隔布置。
再进一步,至少两个横向加劲装置之间等间隔布置。
更进一步,所述耗能孔洞形状为矩形、圆形或椭圆。
所述纵向加劲肋与约束外管的长度相同。
所述纵向加劲肋的高度为约束外管内径与核心耗能内管外径之差减去1~2mm。
所述横向加劲肋厚度和纵向加劲肋厚度相同。
所述横向加劲肋外弧边缘与纵向加劲肋边缘相齐平。
一种新型防屈曲耗能管的制作工艺,所述制作工艺包括如下步骤:
第一步:将约束外管、核心耗能内管、纵向加劲板和横向加劲装置、左盖板和右盖板的外表面进行除锈、除油工艺,约束外管和核心耗能内管的两端截面进行打磨,使截面光滑平整;
第二步:再在核心耗能内管环向上采用气割工艺设置耗能装置,每列耗能装置中有至少两个耗能孔洞;
第三步:对耗能孔洞内的棱角进行打磨、倒圆工艺,以降低应力集中的影响;
第四步:在相邻列耗能装置之间的核心耗能内管外壁通过焊接的方式设置纵向加劲肋,并对焊缝进行残余应力消除工艺;
第五步,在相邻的纵向加劲肋之间通过焊接的方式设有横向加劲装置,并对焊缝进行残余应力消除工艺;
第六步:将约束外管、核心耗能内管以及纵向加劲板和横向加劲装置以及左盖板和右盖板表面除锈和防锈工作;
第七步:将已焊接纵向加劲板和横向加劲装置的核心耗能内管同心放置与约束外管中;
第八步:在左盖板和右盖板上分别开设第一孔洞和第二孔洞,将左盖板和右盖板分别穿过核心耗能管的两端,并用焊接方式把左盖板和右盖板分别焊接与约束外管的两端,左盖板和右盖板与核心耗能内管之间的空隙使用玻璃胶进行密封。
进一步,所述第二步中,耗能孔洞通过切割工艺设置于所述核心耗能内管外壁上,耗能孔洞设置为双形心轴对称的规则形状,耗能孔洞最大宽度取约束外管内径的1/6~1/5,耗能孔洞的最长长度取耗能孔洞最宽宽度的1~2倍。
本发明中,核心耗能内管四周间隔焊制n块纵向加劲肋以及m个横向加劲装置,在n块纵向加劲肋以及m个横向加劲装置外设置约束外管,可以有效提高钢管构件的稳定承载力,从而提高材料的利用率;“耗能”在于在核心耗能内管四周等角度间隔设置耗能孔洞,当耗防屈曲耗能管在受到除均匀轴心面荷载的往复作用或者地震等动力荷载,内力传至耗能孔洞截面时,由于突然出现截面削弱的情况,应力较非削弱截面要大很多,耗能孔洞边缘金属材料出现面内弹塑性变形,此时,耗能孔洞边缘金属与耗能内管非开口部分一起参与耗能。
本发明的有益效果主要表现在:1、采用加劲夹层结构,由于开有约束外管和n块纵向加劲板以及m个横向加劲装置的存在,可以更加有效地防止管发生屈曲破坏,有效地提高结构的抗压、抗弯、抗剪承载力,抗疲劳性能,耗能性能,稳定性,安全性和耐久性能。2、在核心耗能内管上设置b列耗能装置,每列耗能装置包含a个耗能孔洞,往复荷载或地震荷载的作用下耗能孔洞将参与耗能工作,提高了防屈曲耗能管的耗能能力。3、在具有相同稳定承载力的情况下,本发明中的防屈曲耗能管构件材料密度低较纯钢管构件或钢混凝土组合构件的重量轻,减少建造时所需的材料用量,内管内和内管与外观之间空隙处可布置各类设备与线路。
附图说明
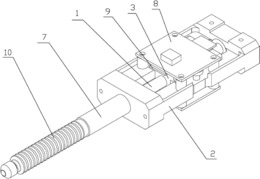
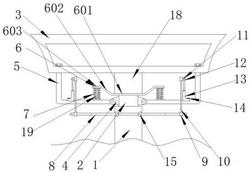
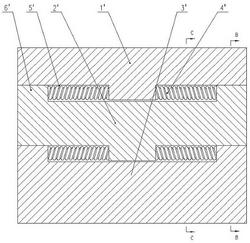
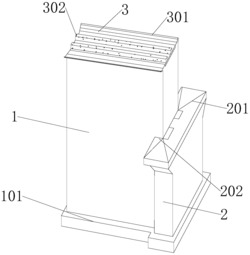
图1为新型防屈曲耗能管的结构示意图;
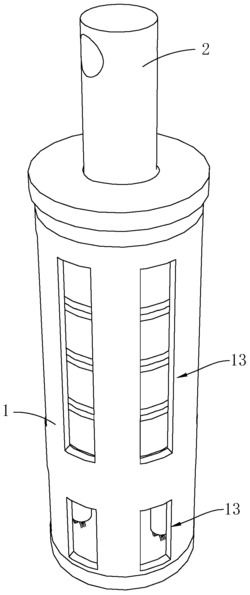
图2为核心耗能管示意图;
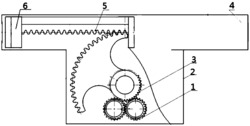
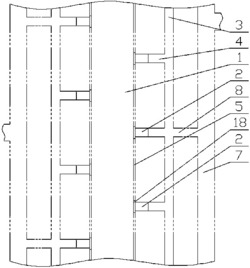
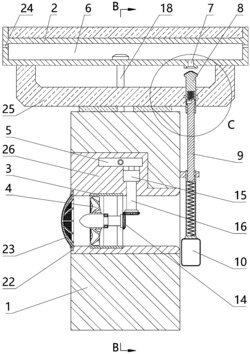
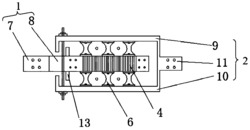
图3为图1在A-A截面图;
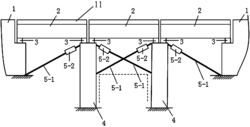
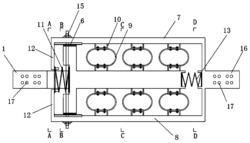
图4为图1在B-B截面图;
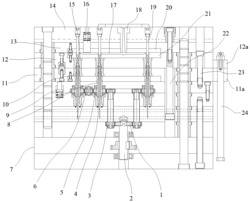
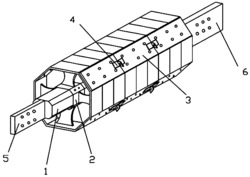
图5为新型防屈曲耗能管的结构爆炸图。
具体实施方式
下面结合附图对本发明作进一步描述。
实施例1
参照图1~图5,一种新型防屈曲耗能管,包括约束外管1、核心耗能内管2和盖板,所述核心耗能内管2同轴间隙设置于约束外管1中;
核心耗能内管2的环向上开有至少两列耗能装置,每列耗能装置中有至少两个耗能孔洞6;在相邻列耗能装置之间的核心耗能内管2外壁设置纵向加劲肋,在相邻的纵向加劲肋之间设有横向加劲装置;
所述约束外管1的两端分别与盖板固定连接,所述核心耗能内管2两端均伸出所述盖板并密封连接。
进一步,至少两个耗能孔洞之间等间隔布置。
再进一步,至少两个横向加劲装置之间等间隔布置。
更进一步,所述耗能孔洞形状为矩形、圆形或椭圆。
所述纵向加劲肋与约束外管的长度相同。
所述纵向加劲肋的高度为约束外管内径与核心耗能内管外径之差减去1~2mm。
所述横向加劲肋厚度和纵向加劲肋厚度相同。
所述横向加劲肋外弧边缘与纵向加劲肋边缘相齐平。
参照图5,本实施例的防屈曲耗能管,核心耗能内管2同轴间隙设置于约束外管1中,耗能内管2两端均应伸出约束外管1外100mm~300mm;核心耗能内管2的环向上开有b列耗能装置(本发明图1~图5中设置b为4,分别为第一列耗能装置51;第二列耗能装置52;第三列耗能装置53;第四列耗能装置54),每列耗能装置中有a个耗能孔洞6(图1~图5中设置a为8),4列耗能孔洞通过切割工艺一次间隔90°设置于所述核心耗能内管外壁上;在b列耗能装置间采用焊接的方式设置间隔360°/n的n个纵向加劲肋(本发明图中n为4),分别为上加劲板31、下加劲板32、左加劲板33和右加劲板34;再在上加劲板31、下加劲板32、左加劲板33和右加劲板34之间设置第一横向加劲装置41、第二横向加劲装置42和第三横向加劲装置43(本发明图1~图4中设置了三个横向加劲装置);约束外管1与左盖板81和右盖板82采用焊接进行连接,核心耗能内管2与左盖板81和右盖板82
之间的空隙采用玻璃胶进行密封。
约束外管1和核心耗能内管2均采用Q345钢,约束外管外径为300mm,壁厚5mm,长度为2000mm;核心耗能内管2外径采用150mm,壁厚3mm,长度2500mm。
第一列耗能装置51、第二列耗能装置52、第三列耗能装置53和第四列耗能装置54中的耗能孔洞6优先设置为双形心轴对称的规则形状,耗能孔洞最大宽度取约束外管1内径的1/6~1/5,耗能孔洞的最长长度取耗能孔洞最宽宽度的1~2倍;例如采用长方形形式,每个耗能孔洞的长度为100mm,宽度为50mm;相邻耗能孔洞之间的距离为220mm,两端最边缘的耗能孔洞距离端部距离均为230mm。
上纵向加劲板31、下纵向加劲板32、左纵向加劲板33、右纵向加劲板34的宽度均为144mm,长度为2000mm,采用Q235钢。上纵向加劲板31、下纵向加劲板32、左纵向加劲板33和右纵向加劲板34,在4列耗能装置间采用焊接的方式设置间隔90°的4个纵向加劲肋,并对焊缝进行残余应力消除工艺。
第一横向加劲装置41、第二横向加劲装置42和第三横向加劲装置43中均包含四块横向加劲钢板7,横向加劲钢板7厚度为10mm,宽度为60mm,横向加劲钢板7的外弧边缘与上纵向加劲板31、下纵向加劲板32、左纵向加劲板33、右纵向加劲板34的外侧边缘齐平。第一横向加劲装置41、第二横向加劲装置42和第三横向加劲装置43中的横向加劲钢板7通过焊接工艺连接在上纵向加劲板31、下纵向加劲板32、左纵向加劲板33、右纵向加劲板34之间。第一横向加劲装置41、第二横向加劲装置42和第三横向加劲装置43之间间距为750mm,第一横向加劲装置41和第三横向加劲装置43距核心耗能内管1的两端均为500mm。
左盖板81和右盖板82采用Q345钢,厚度12mm,直径为400mm,在左盖板81和右盖板82上分别开设第一孔洞91和第二孔洞92,第一孔洞91和第二孔洞92直径为152mm。
将约束外管1和设置有上纵向加劲板31、下纵向加劲板32、左纵向加劲板33、右纵向加劲板34、第一横向加劲装置41、第二横向加劲装置42、第三横向加劲装置43、第一列耗能装置51、第二列耗能装置52、第三列耗能装置53和第四列耗能装置54的核心耗能内管2进行除锈和防腐的工艺,以保证粘结要求。将约束外管1和核心耗能内管2同心放置,将盖板81和盖板82通过第一孔洞91和第二孔洞92分别套在核心耗能内管2的两端,在约束外管1的两端与盖板81和盖板82进行有效连接,核心耗能内管2伸出约束外管1两端250mm。最后,盖板81和盖板82与核心耗能内管1之间的空隙使用玻璃胶10进行密封。
实施例2
参照图1~图5,一种新型防屈曲耗能管的制作工艺,所述制作工艺包括如下步骤:
第一步:将约束外管1、核心耗能内管2、纵向加劲板和横向加劲装置、左盖板和右盖板的外表面进行除锈、除油工艺,约束外管和核心耗能内管的两端截面进行打磨,使截面光滑平整;
第二步:再在核心耗能内管2环向上采用气割工艺设置耗能装置,每列耗能装置中有至少两个耗能孔洞6;
第三步:对耗能孔洞6内的棱角进行打磨、倒圆工艺,以降低应力集中的影响;
第四步:在相邻列耗能装置之间的核心耗能内管2外壁通过焊接的方式设置纵向加劲肋,并对焊缝进行残余应力消除工艺;
第五步,在相邻的纵向加劲肋之间通过焊接的方式设有横向加劲装置,并对焊缝进行残余应力消除工艺;
第六步:将约束外管、核心耗能内管以及纵向加劲板和横向加劲装置以及左盖板81和右盖板82表面除锈和防锈工作;
第七步:将已焊接纵向加劲板和横向加劲装置的核心耗能内管同心放置与约束外管中;
第八步:在左盖板和右盖板上分别开设第一孔洞和第二孔洞,将左盖板和右盖板分别穿过核心耗能管2的两端,并用焊接方式把左盖板和右盖板分别焊接与约束外管的两端,左盖板和右盖板与核心耗能内管之间的空隙使用玻璃胶进行密封。
进一步,所述第二步中,耗能孔洞通过切割工艺设置于所述核心耗能内管外壁上,耗能孔洞设置为双形心轴对称的规则形状,耗能孔洞最大宽度取约束外管内径的1/6~1/5,耗能孔洞的最长长度取耗能孔洞最宽宽度的1~2倍。
本实施例的制作工艺,包括如下过程:
第一步:现将约束外管1、核心耗能内管2、n块纵向加劲板和m个横向加劲装置(具体为图1-图5中的上加劲板31、下加劲板32、左加劲板33和右加劲板34;第一横向加劲装置41、第二横向加劲装置42和第三横向加劲装置43)和左盖板81、右盖板82的外表面进行除锈、除油工艺,约束外管1和核心耗能内管2的两端截面进行打磨,使截面光滑平整;
第二步:再在核心耗能内管2环向上采用气割工艺设置b列耗能装置(本发明图1~图5中设置b应大于等于2,具体为图~图5中的第一列耗能装置51;第二列耗能装置52;第三列耗能装置53;第四列耗能装置54),每列耗能装置中有a个耗能孔洞6(a不宜小于2,,且不宜大于10,本发明图1~图5中设置a为8),4列耗能孔洞通过切割工艺一次间隔90°设置于所述核心耗能内管外壁上,耗能孔洞优先设置为双形心轴对称的规则形状,耗能孔洞最大宽度取约束外管1内径的1/6~1/5,耗能孔洞的最长长度取耗能孔洞最宽宽度的1~2倍;
第三步:对耗能孔洞内的棱角进行打磨、倒圆工艺,以降低应力集中的影响;
第四步:在n块纵向加劲板(n大于等2,且宜等于b,具体为图1-图5中的上加劲板31、下加劲板32、左加劲板33和右加劲板34,即n取4,下同),在b列耗能装置间采用焊接的方式设置间隔360°/n的n个纵向加劲肋(本发明图中n为4),并对焊缝进行残余应力消除工艺;
第五步,再在上加劲板31、下加劲板32、左加劲板33和右加劲板34之间采用焊接工艺设置第一横向加劲装置41、第二横向加劲装置42和第三横向加劲装置43(横向加劲装置的个数m取3,各加劲装置间的间距不宜大于800mm,靠近核心耗能内管2端部的加劲装置距离核心耗能内管2端部补习小于100mm,本发明图1~图4中设置了三个横向加劲装置),每个横向加劲装置均包括四块横向加劲板7,并对焊缝进行残余应力消除工艺;
第六步:将约束外管1、核心耗能内管2以及n块纵向加劲板和m个横向加劲装置以及左盖板81和右盖板82表面除锈和防锈工作;
第七步:将已焊接n块加劲板和m个横向加劲装置的核心耗能内管2同心放置与约束外管1中;
第八步:在左盖板81和右盖板82上开设第一孔洞91和第二孔洞92,将左盖板81和右盖板82分别穿过核心耗能管2的两端,并用焊接方式把左盖板81和右盖板82分别焊接与约束外管1的两端,左盖板81和右盖板82与核心耗能内管1之间的空隙使用玻璃胶10进行密封。
一种防屈曲耗能管及其制作工艺专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0