






专利摘要
本发明公开了一种高温亚熔融自粘连磨粒磨具制备方法,将去离子水和DMSO混合,再将PVA均匀地分散在混合液中,震荡,95℃水浴溶解,搅拌直至完全转变为透明无杂质的溶液;然后在溶液中加入磨料,同时加入硅烷偶联剂,搅拌均匀;将浆料在真空烘箱中脱泡,倒入模具中,冰柜中‑20~‑25℃凝胶成型;在室温或加热条件下解冻,解冻后脱水;在干燥箱中160~200℃热分解;将磨具放置在高温炉中1200~1500℃烧结;最后在磨床上表面磨平,得到一种高温亚熔融自粘连磨粒磨具。该磨具坯体通过PVA粘连成型,热分解去除PVA结合剂,形成微细孔隙,最后通过高温烧结,使磨粒达到不完全热熔状态,磨粒间的接触点熔融在一起,达到磨粒自粘连的效果,具有磨粒固含量高,磨削效率高的优点。
权利要求
1.一种高温亚熔融自粘连磨粒磨具制备方法,其特征在于包括如下步骤:
(1)将去离子水和DMSO混合,再将PVA加入到DMSO/H2O混合液中,水浴加热搅拌溶解,直至完全转变为透明无杂质的PVA混合溶液;
(2)在PVA混合溶液中加入磨料,同时加入硅烷偶联剂,搅拌使混合液充分分散均匀,得到混合浆料,将混合浆料脱泡,倒入模具中,-20~-25℃凝胶成型,制得预成型磨具毛胚;
(3)将预成型磨具毛胚在室温条件或加热条件下解冻5~8小时,解冻后,将预成型磨具毛胚放置在水、乙醇或其他易挥发溶液中10~24小时,置换出磨具毛胚中的DMSO,待置换完成后进行第一步干燥,得到预成型磨具;
(4)将得到的预成型磨具放置在真空干燥箱内进一步进行干燥脱水;
(5)完成干燥脱水后将预成型磨具放在烧结炉中进行烧结;
(6)预成型磨具出炉进行表面磨平处理制得完全成型的高温亚熔融自粘连磨粒磨具。
2.根据权利要求1所述的制备方法,其特征在于步骤(1)所述的去离子水与DMSO的质量比为1~5:1,所述PVA与DMSO/H2O混合液质量比为6~10:100,所述的水浴加热搅拌方法是用搅拌机在水浴95℃加热条件下搅拌溶解6~8h,直至完全转变为透明无杂质的PVA混合溶液。
3.根据权利要求1所述的制备方法,其特征在于步骤(2)所述的磨粒为氧化铈、氧化铝、氧化锆磨粒中的任意一种,磨粒的粒度在0.005~50微米之间。
4.根据权利要求1所述的制备方法,其特征在于所述的PVA与磨料的干重比为3~5:100,所述的硅烷偶联剂是氨基官能团硅烷、环氧基官能团硅烷或者甲基丙烯酰氧基丙基三甲氧基硅烷中的任意一种,硅烷偶联剂在混合液中的质量百分比为0.5~1wt%,所述的浆料脱泡方法使用真空烘箱中脱泡或脱泡机中脱泡。
5.根据权利要求1所述的制备方法,其特征在于所述的第一步干燥方法是在室温条件下干燥,或者在30~45℃条件下干燥,干燥时间为12~48小时。
6.根据权利要求1所述的制备方法,其特征在于步骤(4)所述的干燥方法是预成型磨具放置在180~200℃的真空干燥箱内干燥6~12小时,使预成型磨具内部PVA加热脱水醚化,失去溶解性;干燥脱水完成后,自然降温,冷却6~12小时。
7.根据权利要求1所述的制备方法,其特征在于所述的步骤(5)具体为:将预成型磨具放置到烧结炉中首先预热,从室温升温到280~310℃,加热时间为170~200min,然后保温为30~60min;再从当前温度升温到1100~1400℃,加热时间为500~700min,接着恒定保温50~70min;然后再将烧结炉降温到150~170℃,降温时间为250~280min;最后自然冷却,取出磨具,得到高温亚熔融自粘连磨粒磨具。
说明书
技术领域
本发明属于精密加工研磨抛光领域,涉及一种高温亚熔融自粘连磨粒磨具制备方法。
背景技术
高速磨削技术是磨削工艺本身的革命性跃变,是适应现代高科技需要而发展起来的一项新兴综合技术,随着砂轮转速的提高,目前磨削去除率已猛增到了3000mm3/mm·s甚至更多,可与车、铣、刨等切削加工相媲美,尤其近年来各种新兴硬脆材料(如陶瓷、光学玻璃、光学晶体、单晶硅等)的广泛应用更推动了高速磨削技术的迅猛发展。但是在高速磨削过程中,工件受热变形和表面烧伤等均限制了砂轮速度的进一步提高,砂轮强度等关键技术也使得高速磨削技术在一段时间内进展缓慢。目前常用的结合剂有陶瓷结合剂、树脂结合剂、橡胶结合剂和金属结合剂等,砂轮的强度、抗冲击性、耐热性及抗腐蚀能力,主要取决于结合剂的性能,磨削过程中放出大量热将导致结合剂的分解或软化,粘结力下降,磨料有所脱落,使得在实际磨削应用中磨削效率低下,存在很大的浪费现象,因此,结合剂性能将极大影响砂轮等磨削工具的材料去除能力。
磨具成型的方法常见的有液压成型法、浇注法、液体静压法、振动法成型这几种,随着磨削加工工艺的改进,对磨具的磨削负荷和强度的要求也愈来愈高,如果磨具间没有结合剂制作磨具是难以实现的。但使用结合剂会是磨粒之间存在间隙、气泡、磨粒分散不均匀等等缺点,以树脂磨具为例,其耐热性较差,耐碱性差。长期在碱性溶液中存放,树脂容易被破坏,它的结合强度和硬度会逐渐降低。树脂磨具耐水性较差,长期接触水分,容易降低它的结合性能。
专利号201180020503.X公布了一种陶瓷成形磨粒及其制备方法以及包含陶瓷成形磨粒的磨具制品,该方法通过对磨粒前体进行烧结以提供所述陶瓷成形磨粒,再用粘结剂成型磨具;专利号201510301525.3公布了一种基于凝胶反应的多晶纳米金刚石磨具制备方法,该方法将聚丙烯晴碳化后,有机物残留达到60%以上,形成碳链,起到固结磨具的作用,磨具本质上通过聚丙烯晴粘连;专利号201310387604.1公布了一种高精密磨削固结柔性砂轮的制造方法,该磨具依靠酚醛改性环氧树脂和PVA成型磨具,并未将有机结合剂烧结去掉。
本发明在磨具制作过程中,在高温条件下,将磨粒不完全熔融,产生磨粒的自粘连的效果,避免了结合剂对磨具性能的影响,成型后的磨具,磨粒固含量达到100%;PVA起到了成型磨具胚体的作用,PVA结合剂在烧结后碳化热分解,无有机物残留,去除有机物后形成致密毛细微孔,提高磨具在研磨过程中的保水性。该方法制备的磨具硬度高,适合多晶材料的研磨抛光。
发明内容
本发明的目的是克服现有技术的不足,提供一种高温亚熔融自粘连磨粒磨具制备方法,本发明的技术方案如下:
一种高温亚熔融自粘连磨粒磨具制备方法包括如下步骤:
(1)将去离子水和DMSO(二甲基亚砜)混合,再将PVA(聚乙烯醇)加入到DMSO/H2O混合液中,水浴加热搅拌溶解,直至完全转变为透明无杂质的PVA混合溶液;
(2)在PVA混合溶液中加入磨料,同时加入硅烷偶联剂,使用均质搅拌机或超声波振动仪使混合液充分分散均匀,得到混合浆料,将混合浆料脱泡,倒入模具中,冰柜中-20~-25℃凝胶成型,制得预成型磨具毛胚;
(3)将预成型磨具毛胚在室温条件或加热条件下解冻5~8小时,解冻后,将预成型磨具毛胚放置在水,乙醇或其他易挥发溶液中10~24小时,置换出磨具毛胚中的DMSO,待置换完成后进行第一步干燥,得到预成型磨具;
(4)将得到的预成型磨具放置在真空干燥箱内进一步进行干燥脱水;
(5)完成干燥脱水后将预成型磨具放在烧结炉中进行烧结;
(6)预成型磨具出炉进行表面磨平处理制得完全成型的高温亚熔融自粘连磨粒磨具。
优选的,步骤(1)所述的去离子水与DMSO的质量比为1~5:1,所述PVA与DMSO/H2O混合液质量比为6~10:100,所述的水浴加热搅拌方法是用搅拌机在水浴95℃加热条件下搅拌溶解6~8h,直至完全转变为透明无杂质的PVA混合溶液。
优选的,步骤(2)所述的磨粒为氧化铈、氧化铝、氧化锆磨粒中的任意一种,磨粒的粒度在0.005~50微米之间。
优选的,所述的PVA与磨料的干重比为3~5:100,所述的硅烷偶联剂是氨基官能团硅烷、环氧基官能团硅烷或者甲基丙烯酰氧基丙基三甲氧基硅烷中的任意一种,硅烷偶联剂在混合液中的质量百分比为0.5~1wt%,所述的浆料脱泡方法使用真空烘箱中脱泡或脱泡机中脱泡。
优选的,所述的第一步干燥方法是在室温条件下干燥,或者在30~45℃条件下干燥,干燥时间为12~48小时。
优选的,步骤(4)所述的干燥方法是预成型磨具放置在180~200℃的真空干燥箱内干燥6~12小时,使预成型磨具内部PVA加热脱水醚化,失去溶解性;干燥脱水完成后,自然降温,冷却6~12小时。
优选的,所述的步骤(5)具体为:将预成型磨具放置到烧结炉中首先预热,从室温升温到280~310℃,加热时间为170~200min,然后保温为30~60min;再从当前温度升温到1100~1400℃,加热时间为500~700min,接着恒定保温50~70min;然后再将烧结炉降温到150~170℃,降温时间为250~280min;最后自然冷却,取出磨具,得到高温亚熔融自粘连磨粒磨具。
该磨具有以下优点:凝胶成型磨具毛坯的方法,有效避免了间隙、气泡、磨粒分散不均匀等等缺点,致密性强。采用临界温度烧结,在烧结过程中磨粒没有完全熔融,烧结体磨粒接触点相互熔融、粘连,起到了结合剂桥接的作用,该方法制备的磨具毛细微孔分布均匀,磨具通过磨粒自粘连,磨具中磨粒固含量100%,磨粒抗拉强度和抗折强度可以通过烧结温度的控制而控制。这种方法制得的纯磨料磨粒自粘连磨具具有高强度高效率等优点,制作简单,使用方便性价比高。
同时在烧结过程中要防止磨粒完全熔融,磨粒间产生大的物质迁移,导致致密化和再结晶,此时,磨粒长大,收缩变成密致坚硬的胚体,体积收缩率达到82%,磨具性能将下降。
附图说明
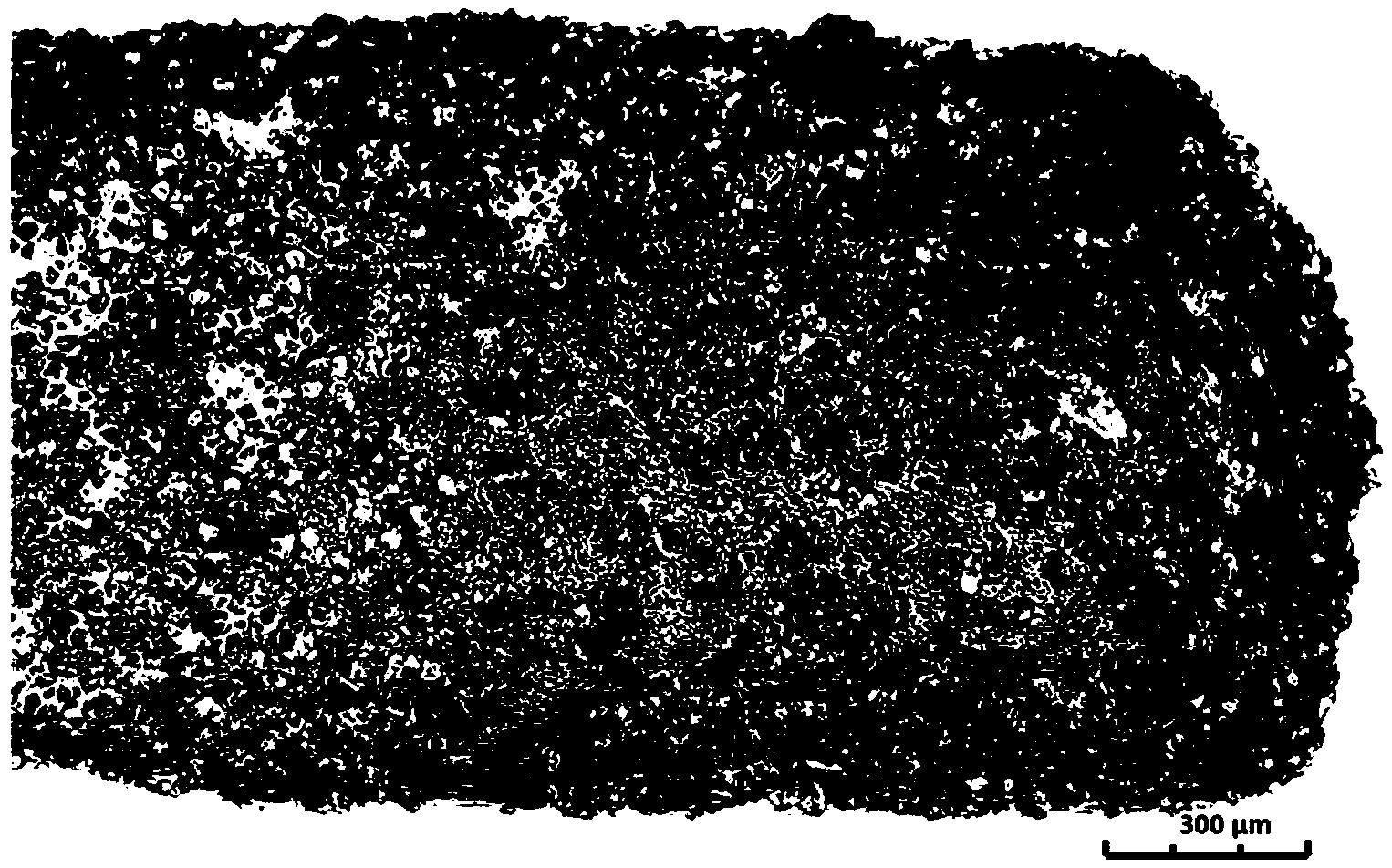
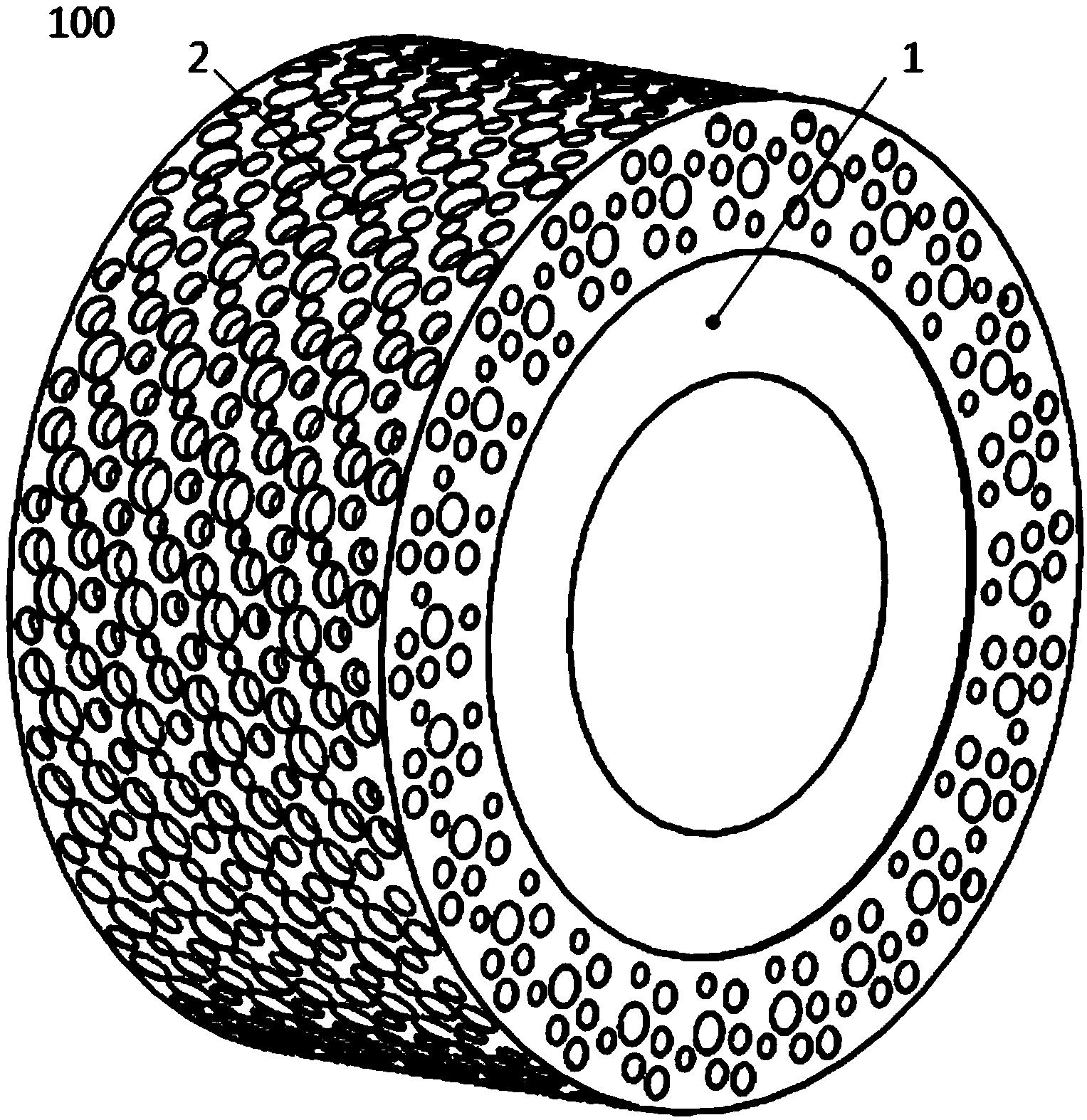
图1为实施例1高温亚熔融自粘连氧化铈磨粒磨具表面SEM图;
图2为实施例4最高烧结温度与磨具抗拉强度和抗折强度关系图;
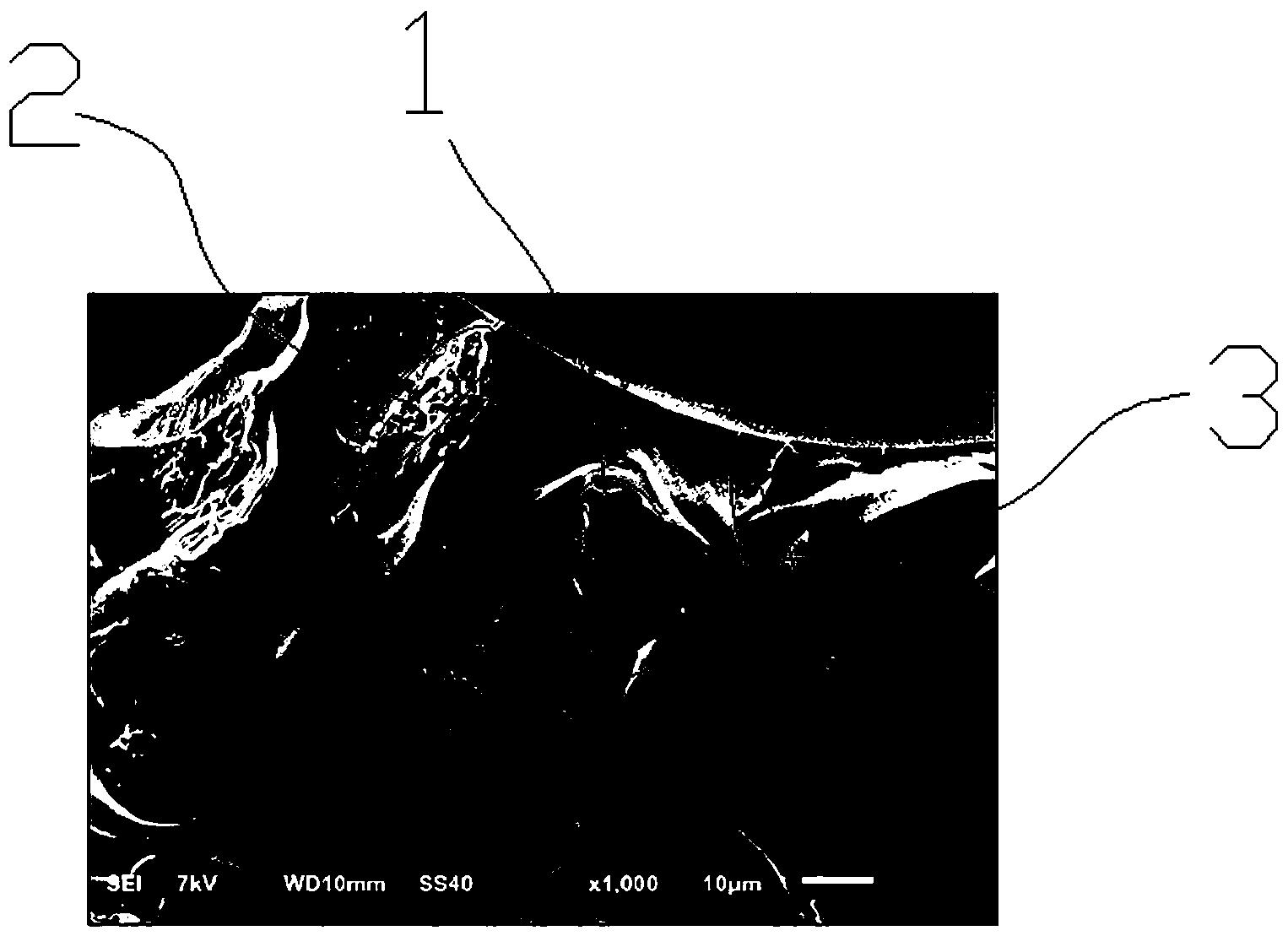
图3为实施例5高温亚熔融自粘连氧化铝磨粒磨具表面SEM图;
图4为实施例6高温亚熔融自粘连氧化锆磨粒磨具表面SEM图;
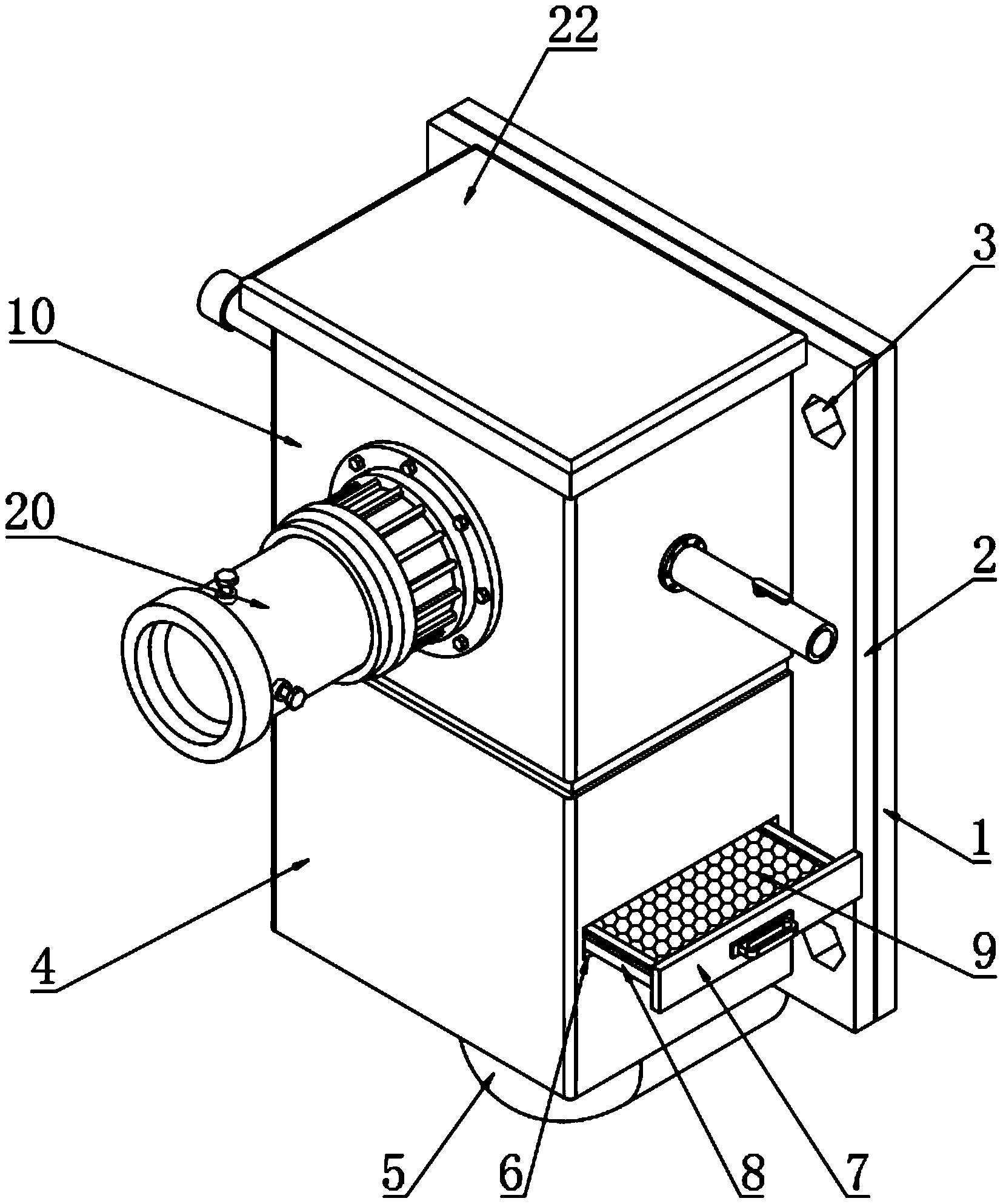
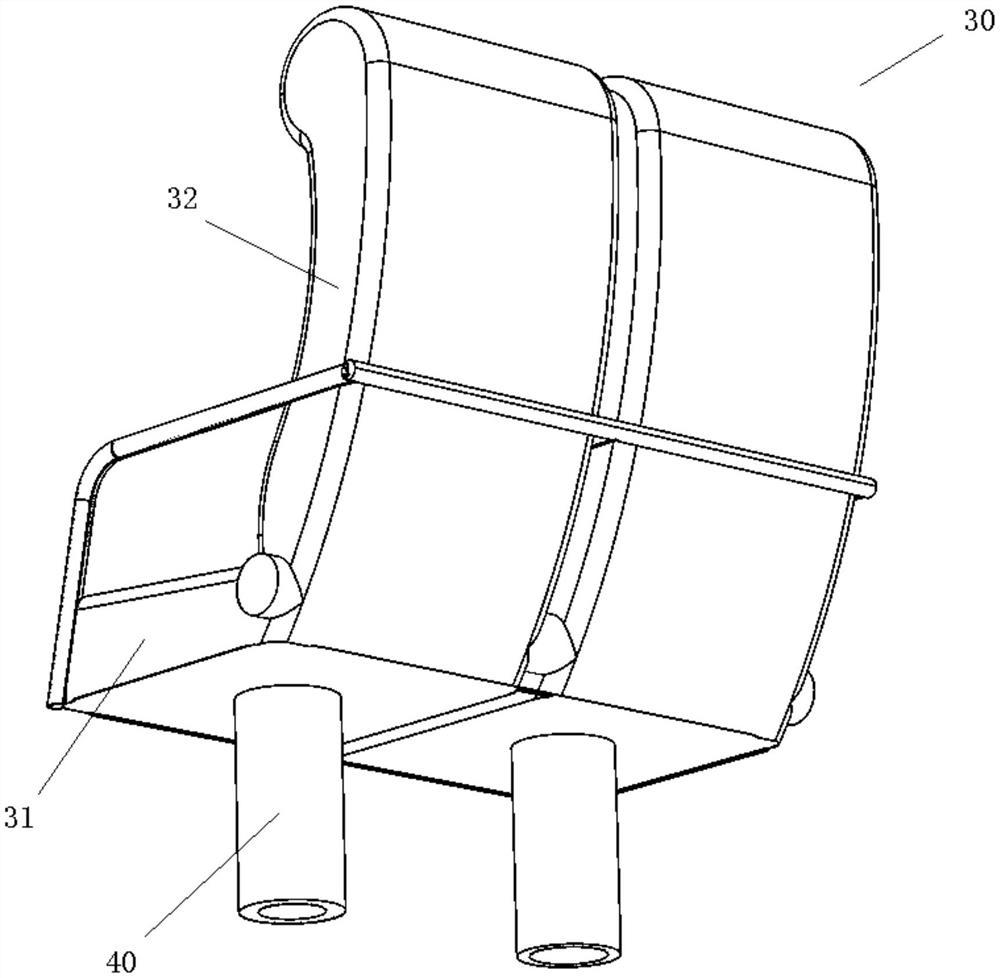
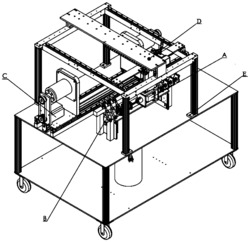
图5为nanopoli-100平面抛光机示意图;
图6为实施例7的表面干涉形貌图。
具体实施方式
实施例1:
(1)取200ml离子水与200ml DMSO1:1均匀混合,再加入32g的PVA,将PVA混合溶液放置在震荡器上震荡35min,然后放于50℃鼓风干燥烘箱溶解5h后,转移至90℃鼓风干燥箱高温溶解1~2h,最后用搅拌机在水浴加热95℃下搅拌溶解7h,直至完全转变为透明无杂质的PVA混合溶液。
(2)在溶液中加入760g氧化铈磨料,氧化铈磨粒的粒度为0.5微米,同时加入硅烷偶联剂KH570,硅烷偶联剂KH570中质量为12g。使用均质搅拌机或超声波振动仪使混合液充分分散均匀,混合液脱泡在70℃的真空烘箱中脱泡,然后倒入模具中,冰柜中零下20℃凝胶成型,制得预成型磨具毛胚。
(3)将预成型磨具从冰箱中取出放置于空气中4小时解冻,解冻完成后将预成型磨具放入75%乙醇溶液中14小时置换DMSO。
(4)预成型磨具放置在180℃的真空干燥箱内8小时。
(5)将干燥炉中取出的预成型磨具先放置6小时冷却,然后小心的转移至烧结炉,将预成型磨具放置到烧结炉中首先预热,烧结按一定升温曲线从室温加热到300℃,加热时间为200min,然后保温为40min;经过预热后将烧结炉温度在540min内按一定的升温曲线从当前温度加热到1200℃,接着恒定保温60min,然后再将烧结炉温度按一定降温曲线降温到150℃,最后自然冷却。
(6)将磨具从烧结炉中取出,修整表面,得到高温亚熔融自粘连氧化铈磨粒磨具,表面SEM图如图1所示。
实施例2:
操作与实施例1基本相同,不同之处在于,步骤(1)中,分别取100ml去离子水+300ml DMSO、120ml去离子水+280ml DMSO、140ml去离子水+260ml DMSO、160ml去离子水+240ml DMSO、180ml去离子水+220ml DMSO、200ml去离子水+200ml DMSO、220ml去离子水+180ml DMSO、240ml去离子水+160ml DMSO、260ml去离子水+140ml DMSO、280ml去离子水+120ml DMSO、300ml去离子水+100ml DMSO均匀混合作为溶剂,再分别加入32g的PVA,将PVA混合溶液放置在震荡器上震荡35min,用搅拌机在水浴加热95℃下搅拌溶解7h,直至完全转变为透明无杂质的PVA混合溶液。
结论:DMSO与离子水混合比例大于1.5:1时,PVA溶液溶解度比混合比例为1:1时更高,但是在置换DMSO时无法将DMSO置换不完全,磨具内毛细微孔分布不均匀,会产生较大气泡。在烧结过程中磨粒不均与、磨具密度和强度下降;DMSO与离子水混合比例小于3:7时,由于DMSO太少,在冷冻凝胶过程中,发生表面结冰现象,干燥后,表面有裂纹产生,对磨具的防冻效果不佳;当DMSO比例与离子水混合比例1:1时,混合溶液凝胶效果最好,易于置换DMSO,制成磨具磨粒分布均匀,排列紧致。
实施例3:
操作与实施例1基本相同,不同之处在于,步骤(1)中的PVA含量分别是24g、26g、18g、30g、32g、34g、36g、38g、40g,测试在其他条件不变的情况下,不同PVA含量的溶液所制得的预成型磨具毛胚的内部磨粒分布情况,当PVA在干燥的磨具毛胚干重比率超过5wt%时,胶水过多,导致磨具毛胚内部磨粒分布不均匀,磨粒间间隙变大,烧结后体积收缩严重;当PVA在干燥的磨具毛胚干重比率小于2.5wt%时,磨粒间没有获得较好的粘结,所制备的磨具胚体干燥后,粉末化严重;当PVA含量在32g是磨具内部颗粒分布为最佳。
实施例4:
操作与实施例1基本相同,不同之处在于,步骤(5)中的最高烧结温度分别是1100℃,1150℃,1200℃,1250℃,1300℃,1350℃,1400℃,1450℃,1500℃。测试不同最高烧结温度条件下,磨具的抗拉强度和抗折强度,对应关系图如图2所示,从图中可以看出,最高烧结温度低于1200℃磨具的抗拉强度和抗折强度低,磨具磨损快,当最高烧结温度在1200~1400℃时,磨具抗拉强度和抗折强度逐步提高,抗拉强度保持在90~141kg/cm2,抗折强度保持在20~42kg/cm2,磨具强度高,磨削发生重结晶,晶体变大,磨具性能改变明显,磨削性能变差。
实施例5:
将所用磨料换成氧化铝颗粒,粒度为0.2微米。
(1)取100ml离子水与100mlDMSO1:1均匀混合,然后加入16g的PVA,将PVA混合溶液放置在震荡器上震荡35min,用搅拌机在水浴加热95℃下搅拌溶解7h,直至完全转变为透明无杂质的PVA混合溶液。
(2)在溶液中加入600g氧化铝磨料,同时加入硅烷偶联剂KH570,硅烷偶联剂KH570中质量为6g。使用均质搅拌机或超声波振动仪使混合液充分分散均匀,混合液脱泡在70℃的真空烘箱中脱泡,然后倒入模具中,冰柜中-20℃凝胶成型,制得预成型磨具毛胚。
(3)将预成型磨具从冰箱中取出放置于空气中4小时解冻,解冻完成后将预成型磨具放入75%乙醇溶液中14小时置换DMSO。
(4)预成型磨具放置在180℃的真空干燥箱内8小时。
(5)将干燥炉中取出的预成型磨具先放置6小时冷却,然后小心的转移至烧结炉,将预成型磨具放置到烧结炉中首先预热,烧结按一定升温曲线从室温加热到300℃,加热时间为200min,然后保温为40min;经过预热后将烧结炉温度在720min内按一定的升温曲线从当前温度加热到1350℃,接着恒定保温60min,然后再将烧结炉温度按一定降温曲线降温到200℃,最后自然冷却,取出磨具,得到烧结磨具。
修整磨具表面,得到高温亚熔融自粘连氧化铝磨粒磨具,表面SEM如图3所示,氧化铝磨料硬度比氧化铈硬,适合用作硬脆多晶材料的硬磨盘。
实施例6:
本实例讲述了氧化锆高温亚熔融自粘连磨粒磨具加的制作。
(1)取200ml离子水与200ml DMSO1:1均匀混合,然后加入35g的PVA,将PVA混合溶液放置在震荡器上震荡35min,用搅拌机在水浴加热95℃下搅拌溶解7h,直至完全转变为透明无杂质的PVA混合溶液。
(2)在溶液中加入780g氧化锆磨料,氧化锆磨粒的粒度为30nm,同时加入硅烷偶联剂KH570,硅烷偶联剂KH570中质量为15g。使用均质搅拌机或超声波振动仪使混合液充分分散均匀,混合液脱泡在70℃的真空烘箱中脱泡,然后倒入模具中,冰柜中零下20℃凝胶成型,制得预成型磨具毛胚。
(3)将预成型磨具从冰箱中取出放置于空气中4小时解冻,解冻完成后将预成型磨具放入75%乙醇溶液中14小时置换DMSO。
(4)预成型磨具放置在180℃的真空干燥箱内8小时。
(5)将干燥炉中取出的预成型磨具先放置6小时冷却,然后小心的转移至烧结炉,将预成型磨具放置到烧结炉中首先预热,烧结按一定升温曲线从室温加热到300℃,加热时间为200min,然后保温为40min;经过预热后将烧结炉温度在600min内按一定的升温曲线从当前温度加热到1250℃,接着恒定保温60min,然后再将烧结炉温度按一定降温曲线降温到200℃,最后自然冷却。
(6)将高温亚熔融自粘连氧化锆磨粒磨具从烧结炉中取出,修整表面,完成制作,表面SEM图,如图4所示,氧化锆磨粒硬度高,高温亚熔融自粘连氧化锆磨粒磨具适合硬脆材料的精磨。
实施例7:
将实施例1得到的高温亚熔融自粘连磨粒磨具贴在nanopoli-100平面抛光机上,如图5所示,对氮化铝基片进行抛光,转速为80rpm,载荷为40KPa,加工1小时后,表面粗糙度Ra从51.5nm下降到11.2nm,白光干涉表面形貌图如图6所示。
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何属于本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求的保护范围为准。
一种高温亚熔融自粘连磨粒磨具制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0