








专利摘要
一种可调式拉刀套及其制造方法,拉刀套包括拉刀套本体、调节垫块、耐磨片和调节螺钉,拉刀套本体沿轴向分为安装定位部和工作部,拉刀套本体中心设置拉刀容置腔,工作部的侧部敞口形成贯通拉刀容置腔侧壁的拉刀工作区,拉刀容置于拉刀容置腔中;拉刀容置腔的内侧壁设有内凹的调节垫块安装槽,调节垫块顶面与耐磨片底面通过燕尾槽结构固定;工作部上设置与调节垫块安装槽底部贯通的调节螺孔,调节垫块上设有调节孔,调节螺钉穿装于调节螺孔并穿入调节孔,调节螺钉前端顶撑于调节垫块,对调节垫块进行顶撑限位,通过调整调节螺钉的安装深度可以支撑调节垫块带同耐磨片在调节垫块安装槽中升降移动,从而可以调节补偿拉刀与耐磨片的磨损间隙。
权利要求
1.一种电磁阀用可调式拉刀套,其特征在于:所述的拉刀套包括拉刀套本体、调节垫块(6)、耐磨片(8)和调节螺钉(9),拉刀套本体沿轴向分为安装定位部(1)和工作部(2),拉刀套本体中心设置轴向贯通的用于拉刀导向支撑的拉刀容置腔(3),所述工作部(2)的侧部敞口形成贯通拉刀容置腔侧壁的拉刀工作区,拉刀(5)容置于拉刀容置腔(3)中,拉刀(5)的刀齿悬伸出工作部(2)的侧部敞口;所述的拉刀容置腔(3)的内侧壁设有内凹的调节垫块安装槽(4),所述调节垫块(6)安装于调节垫块安装槽(4)中,调节垫块顶面与所述耐磨片底面通过燕尾槽和燕尾榫结构安装固定,耐磨片(8)的顶面与所述的拉刀(5)的底面接触抵靠;所述工作部(2)上设置至少一个与调节垫块安装槽(4)的底部贯通的调节螺孔(7),调节垫块(6)上设有与所述调节螺孔(7)位置对应并直线串接的调节孔,所述调节螺钉(9)穿装于所述调节螺孔(7)并穿入所述调节孔,调节螺钉前端顶撑于所述调节垫块(6),对调节垫块(6)进行顶撑限位,通过调整调节螺钉(9)的安装深度可以支撑调节垫块(6)带同耐磨片(8)在调节垫块安装槽(4)中升降移动,使耐磨片(8)与拉刀(5)能充分接触,从而可以调节补偿拉刀(5)与耐磨片(8)的磨损间隙。
2.根据权利要求1所述的一种电磁阀用可调式拉刀套,其特征在于:所述的安装定位部(1)包括矩形安装部(11)和圆柱形定位部(12),矩形安装部(11)通过圆柱形定位部(12)与所述的工作部(2)连为整体,通过矩形安装部(11)可以对拉刀套进行周向限位,圆柱形定位部(12)外径大于工作部外径,形成轴向限位端面,可以对拉刀套的轴向位置进行限位。
3.根据权利要求2所述的一种电磁阀用可调式拉刀套,其特征在于:所述调节垫块顶面设置内凹的燕尾槽,所述耐磨片底面设置有与所述燕尾槽形状对应并紧密配合的燕尾榫。
4.一种如权利要求1-3所述拉刀套的制造方法,其特征在于包括以下步骤:
第一步、采用40cr钢圆柱棒料为基体,经车床车削加工形成具有安装定位部和工作部的刀套本体毛坯,外径留1.2-1.5mm余量,刀套本体的两端各采用A2中心钻加工出圆锥面长度为3-5mm的中心孔,然后在导套本体上沿所述中心孔钻出⌽8mm的线切割穿丝孔;
第二步、用铣床在刀套本体安装部的外周面上铣削加工出定位平面,单边留0.3-0.5mm磨削余量;
第三步、用钻床和丝锥在所述工作部加工出所述调节螺孔;
第四步、对加工完成的刀套本体毛坯进行调整热处理,将刀套本体整体硬度提高到HRC40-45°,室温冷却;
第五步、采用双顶尖车削刀套本体安装定位部与工作部的圆柱面,工作部与安装定位部之间的轴向限位端面,留0.2-0.35mm的精加工磨削余量;
第六步、采用双顶尖精磨刀套本体圆柱面,精度控制在正负0.01mm之间,表面粗糙度控制在0.08um;
第七步、平面磨床精磨安装定位部的定位平面,平面度及垂直度控制在-0.01到-0.02mm之间,表面粗糙度控制在0.08um;
第八步、采用慢走丝线切割加工刀套本体内的拉刀容置腔和调节垫块安装槽,先在慢走丝机床上安装一块45号钢平板,精慢走丝机床切割形成刀套本体定位工装,精度控制于0到-0.01mm之间,切割成型后保持定位工装位置不变,放入刀套本体,经刀套本体中心孔引入慢走丝铜丝,对拉刀容置腔和调节垫块安装槽进行切割加工,保证拉刀容置腔的对称度及平行度在0.02mm ;
第九步、慢走丝线切割加工刀套本体的工作部侧部上的敞口式拉刀工作区;
第十步、调节垫块和耐磨片加工,采用40 cr钢材料经过车床加工形成调节垫块和耐磨片的圆柱毛坯体;然后将毛坯体进行调整热处理,将毛坯体硬度提高到HRC40-45°,室温冷却;
第十一步、对经热处理的调节垫块和耐磨片的圆柱毛坯体采用慢走丝线切割加工形成复合尺寸的调节垫块和耐磨片,并根据所述工作部上的调节螺孔的位置尺寸在调节垫块上对应加工出调节孔;
第十二步、通过燕尾槽和燕尾榫对配结构将加工完成的耐磨片固定安装到调节垫块上,然后将调节垫块插入拉刀套本体的调节垫块安装槽中,使调节垫块上的调节孔对准拉刀套本体上的调节螺孔,在调节螺孔中拧入调节螺钉,形成可调式拉刀套成品。
说明书
技术领域
本发明属于刀具附件技术领域,尤其与一种电磁阀用可调式拉刀套及加工方法有关。
背景技术
电磁阀是用电磁控制的工业设备,在电磁阀活塞孔中有一条导向滑槽,精度要求相对较高,现基本采用拉刀进行滑槽加工,加工过程中往复运动的拉刀需要通过拉刀套的导向,来保持拉刀的工作稳定性,确保电磁阀孔加工的尺寸精度。现有的拉刀套是以45号钢为原材料,毛坯经过热处理后线切割成型拉刀导向槽,拉刀导向槽表面精度低,使拉刀与拉刀导向槽表面接触不均匀,而拉刀采用高速钢加工而成,其硬度远大约拉刀套的硬度,导致拉刀套内的拉刀导向槽磨损快,而拉刀套尺寸是固定的,因此,磨损后需要更换拉刀套或者在原有的拉刀套中垫入相应磨损尺寸的薄垫片进行修复使用,此过程非常麻烦,并使产品的精度得不到保证,而且提高了企业生产成本。其次,拉刀套的尾部为圆形结构,定位后限位固定较差,在拉刀运动受力时容易产生位移,从而降低刀具的加工精度。
发明内容
本发明的目的旨在解决传统拉刀套磨损快、修复使用不便的缺陷,提供一种电磁阀用的耐磨损、可调式拉刀套及其制造方法。
为此,本发明采用以下技术方案:一种电磁阀用可调式拉刀套,其特征是,所述的拉刀套包括拉刀套本体、调节垫块、耐磨片和调节螺钉,拉刀套本体沿轴向分为安装定位部和工作部,拉刀套本体中心设置轴向贯通的用于拉刀导向支撑的拉刀容置腔,所述工作部的侧部敞口形成贯通拉刀容置腔侧壁的拉刀工作区,拉刀容置于拉刀容置腔中,拉刀的刀齿悬伸出工作部的侧部敞口;所述的拉刀容置腔的内侧壁设有内凹的调节垫块安装槽,所述调节垫块安装于调节垫块安装槽中,调节垫块顶面与所述耐磨片底面通过燕尾槽和燕尾榫结构安装固定,耐磨片的顶面与所述的拉刀的底面接触抵靠;所述工作部上设置至少一个与调节垫块安装槽底部贯通的调节螺孔,调节垫块上设有与所述调节螺孔位置对应并直线串接的调节孔,所述调节螺钉穿装于所述调节螺孔并穿入所述调节孔,调节螺钉前端顶撑于所述调节垫块,对调节垫块进行顶撑限位,通过调整调节螺钉的安装深度可以支撑调节垫块带同耐磨片在调节垫块安装槽中升降移动,使耐磨片与拉刀能充分接触,从而可以调节补偿拉刀与耐磨片的磨损间隙。
作为对上述技术方案的补充和完善,本发明还包括以下技术特征。
所述的安装定位部包括矩形安装部和圆柱形定位部,矩形安装部通过圆柱形定位部与所述的工作部连为整体,通过矩形安装部可以对拉刀套进行周向限位,圆柱形定位部外径大于工作部外径,形成轴向限位端面,可以对拉刀套的轴向位置进行限位。
所述调节垫块顶面设置内凹的燕尾槽,所述耐磨片底面设置有与所述燕尾槽形状对应并紧密配合的燕尾榫。
一种所述拉刀套的制造方法,包括以下步骤:
第一步、采用40cr钢圆柱棒料为基体,经车床车削加工形成具有安装定位部和工作部的刀套本体毛坯,外径留1.2-1.5mm余量,刀套本体的两端各采用A2中心钻加工出圆锥面长度为3-5mm的中心孔,然后在导套本体上沿所述中心孔钻出⌽8mm的线切割穿丝孔;
第二步、用铣床在刀套本体安装部的外周面上铣削加工出定位平面,单边留0.3-0.5mm磨削余量;
第三步、用钻床和丝锥在所述工作部加工出所述调节螺孔;
第四步、对加工完成的刀套本体毛坯进行调整热处理,将刀套本体整体硬度提高到HRC40-45°,室温冷却;
第五步、采用双顶尖车削刀套本体安装定位部与工作部的圆柱面,工作部与安装定位部之间的轴向限位端面,留0.2-0.35mm的精加工磨削余量;
第六步、采用双顶尖精磨刀套本体圆柱面,精度控制在正负0.01mm之间,表面粗糙度控制在0.08um;
第七步、平面磨床精磨安装定位部的定位平面,平面度及垂直度控制在-0.01到-0.02mm之间,表面粗糙度控制在0.08um;
第八步、采用慢走丝线切割加工刀套本体内的拉刀容置腔和调节垫块安装槽,先在慢走丝机床上安装一块45号钢平板,精慢走丝机床切割形成刀套本体定位工装,精度控制于0到-0.01mm之间,切割成型后保持定位工装位置不变,放入刀套本体,经刀套本体中心孔引入慢走丝铜丝,对拉刀容置腔和调节垫块安装槽进行切割加工,保证拉刀容置腔的对称度及平行度在0.02mm ;
第九步、慢走丝线切割加工刀套本体的工作部侧部上的敞口式拉刀工作区;
第十步、调节垫块和耐磨片加工,采用40 cr钢材料经过车床加工形成调节垫块和耐磨片的圆柱毛坯体;然后将毛坯体进行调整热处理,将毛坯体硬度提高到HRC40-45°,室温冷却;
第十一步、对经热处理的调节垫块和耐磨片的圆柱毛坯体采用慢走丝线切割加工形成复合尺寸的调节垫块和耐磨片,并根据所述工作部上的调节螺孔的位置尺寸在调节垫块上对应加工出调节孔;
第十二步、通过燕尾槽和燕尾榫对配结构将加工完成的耐磨片固定安装到调节垫块上,然后将调节垫块插入拉刀套本体的调节垫块安装槽中,使调节垫块上的调节孔对准拉刀套本体上的调节螺孔,在调节螺孔中拧入调节螺钉,形成可调式拉刀套成品。
本发明可以达到以下有益效果:本发明通过设置调节垫块安装耐磨片来支撑导向拉刀,并通过调节螺钉调整调节垫块的位置实现调节补偿拉刀与耐磨片的磨损间隙,提高了拉刀套的耐磨性,增加了拉刀套的使用寿命,改变了传统拉刀套尺寸固定,需整体更换的不足,节约了企业的生产成本;通过采用先对毛坯热处理再使用慢走丝线切割的创新加工工艺加工拉动容置腔、调节垫块安装槽、调节垫块和耐磨片,减少了热处理变形,提高了拉刀套的加工精度和耐磨性。
附图说明
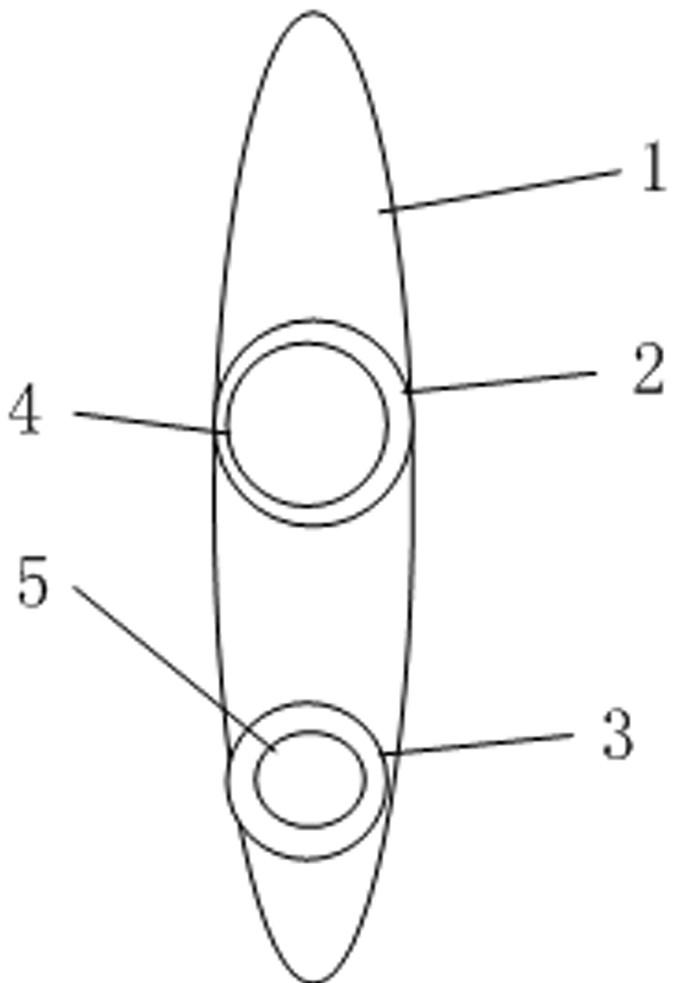
图1为本发明拉刀套安装拉刀的结构示意图。
图2为本发明拉刀套的结构示意图。
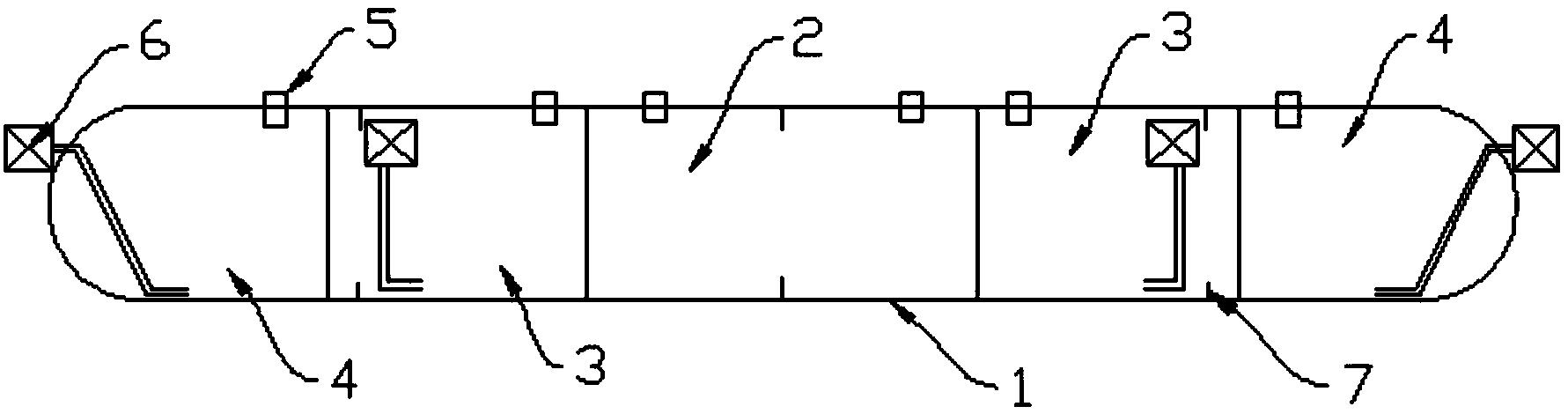
图3为本发明拉刀套安装拉刀的底部结构示意图。
图4为本发明拉刀套的剖视结构示意图。
图5为图3中a处局部放大示意图。
具体实施方式
下面结合附图对本发明的具体实施方式进行详细描述。
如图1~图5所示,本发明拉刀套包括拉刀套本体、调节垫块6、耐磨片8和调节螺钉9,拉刀套本体沿轴向分为安装定位部1和工作部2,安装定位部1包括矩形安装部11和圆柱形定位部12,矩形安装部11通过圆柱形定位部12与工作部2连为整体,通过矩形安装部11可以对拉刀套进行周向限位,圆柱形定位部12外径大于工作部外径,形成轴向限位端面,可以对拉刀套的轴向位置进行限位。拉刀套本体中心设置轴向贯通的用于拉刀导向支撑的拉刀容置腔3,所述工作部2的侧部敞口形成贯通拉刀容置腔侧壁的拉刀工作区,拉刀5容置于拉刀容置腔3中,拉刀5的刀齿悬伸出工作部2的侧部敞口;拉刀容置腔3的内侧壁设有内凹的调节垫块安装槽4,所述调节垫块6安装于调节垫块安装槽4中,调节垫块顶面设置内凹的燕尾槽,所述耐磨片底面设置有与所述燕尾槽形状对应并紧密配合的燕尾榫,调节垫块顶面与所述耐磨片底面通过燕尾槽和燕尾榫结构安装固定,耐磨片8的顶面与拉刀5的底面接触抵靠;所述工作部2上设置至少一个与调节垫块安装槽4的底部贯通的调节螺孔7,调节垫块6上设有与所述调节螺孔7位置对应并直线串接的调节孔,所述调节螺钉9穿装于所述调节螺孔7并穿入所述调节孔,调节螺钉前端顶撑于所述调节垫块6,对调节垫块6进行顶撑限位,通过调整调节螺钉9的安装深度可以支撑调节垫块6带同耐磨片8在调节垫块安装槽4中升降移动,使耐磨片8与拉刀5能充分接触,从而可以调节补偿拉刀5与耐磨片8的磨损间隙。
该拉刀套的制造方法,包括以下步骤:
第一步、采用40cr钢圆柱棒料为基体,经车床车削加工形成具有安装定位部和工作部的刀套本体毛坯,外径留1.2-1.5mm余量,刀套本体的两端各采用A2中心钻加工出圆锥面长度为3-5mm的中心孔,然后在导套本体上沿所述中心孔钻出⌽8mm的线切割穿丝孔;
第二步、用铣床在刀套本体安装部的外周面上铣削加工出定位平面,单边留0.3-0.5mm磨削余量;
第三步、用钻床和丝锥在所述工作部加工出所述调节螺孔;
第四步、对加工完成的刀套本体毛坯进行调整热处理,将刀套本体整体硬度提高到HRC40-45°,室温冷却;
第五步、采用双顶尖车削刀套本体安装定位部与工作部的圆柱面,工作部与安装定位部之间的轴向限位端面,留0.2-0.35mm的精加工磨削余量;
第六步、采用双顶尖精磨刀套本体圆柱面,精度控制在正负0.01mm之间,表面粗糙度控制在0.08um;
第七步、平面磨床精磨安装定位部的定位平面,平面度及垂直度控制在-0.01到-0.02mm之间,表面粗糙度控制在0.08um;
第八步、采用慢走丝线切割加工刀套本体内的拉刀容置腔和调节垫块安装槽,先在慢走丝机床上安装一块45号钢平板,精慢走丝机床切割形成刀套本体定位工装,精度控制于0到-0.01mm之间,切割成型后保持定位工装位置不变,放入刀套本体,经刀套本体中心孔引入慢走丝铜丝,对拉刀容置腔和调节垫块安装槽进行切割加工,保证拉刀容置腔的对称度及平行度在0.02mm ;
第九步、慢走丝线切割加工刀套本体的工作部侧部上的敞口式拉刀工作区;
第十步、调节垫块和耐磨片加工,采用40 cr钢材料经过车床加工形成调节垫块和耐磨片的圆柱毛坯体;然后将毛坯体进行调整热处理,将毛坯体硬度提高到HRC40-45°,室温冷却;
第十一步、对经热处理的调节垫块和耐磨片的圆柱毛坯体采用慢走丝线切割加工形成复合尺寸的调节垫块和耐磨片,并根据所述工作部上的调节螺孔的位置尺寸在调节垫块上对应加工出调节孔;
第十二步、通过燕尾槽和燕尾榫对配结构将加工完成的耐磨片固定安装到调节垫块上,然后将调节垫块插入拉刀套本体的调节垫块安装槽中,使调节垫块上的调节孔对准拉刀套本体上的调节螺孔,在调节螺孔中拧入调节螺钉,形成可调式拉刀套成品。
一种可调式拉刀套及其制造方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。





动态评分
0.0