

IPC分类号 : D01C1/02,D01D5/06,D04H1/4382,D04H1/46,D06N3/00,D06N3/14








专利摘要
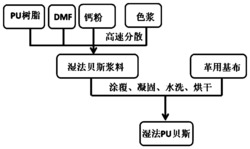
本发明提供了一种透气耐磨的复合鞋垫材料的制造方法,其大致步骤如下:(1)将花生秧剪切成花生秧条,经剥皮、碱煮后制得碱化花生秧纤维;(2)将碱化花生秧纤维用果胶酶处理液处理,制得花生秧纤维;(3)将花生秧纤维与氨纶纺丝原液混合,通过凝固浴纺丝成型,得到复合纤维;(4)将复合纤维依次进行开松、梳理、铺网、定型、针刺、压制,制得成型布,用胶粘剂涂抹后烘干,得到透气耐磨的复合鞋垫材料。本发明制造出的鞋垫材料的透气性和耐磨性均较好。
权利要求
1.一种透气耐磨的复合鞋垫材料的制造方法,其特征在于,其制造步骤包括:
(1)将花生秧剪切成长度为2.5cm的花生秧条,然后放入剥皮机中剥皮处理,得到去皮花生秧条,将去皮花生秧条加入氢氧化钠溶液中,水浴加热至60℃后搅拌3小时,取出后过滤,用蒸馏水反复洗涤后沥干,置于真空烘箱中70℃下干燥3小时,得到碱化花生秧纤维;
(2)将步骤(1)得到的碱化花生秧纤维加入果胶酶处理液中,密封后加热至60℃,超声搅拌5小时,取出后过滤,用蒸馏水反复洗涤,置于真空烘箱中70℃下干燥至恒重,得到花生秧纤维;
(3)将步骤(2)得到的花生秧纤维加入氨纶纺丝原液中,室温下搅拌至混合均匀,过滤后加入凝固浴,50℃下依次经过喷头牵伸、盘间牵伸、塑化浴牵伸、切断、水洗、脱硫、水洗进行纺丝成型,得到复合纤维;
(4)将步骤(3)得到的复合纤维用混棉机开松,然后用梳理机梳理,再经过交叉铺网机后置于定型网内定型得到纤维网,将纤维网置于针刺机上针刺至正反面交替针次数达到8次,压制为成型布,用胶粘剂均匀涂抹成型布后置于真空烘箱中,70℃下干燥3小时,取出后自然冷却至室温,得到透气耐磨的复合鞋垫材料。
2.根据权利要求1所述的一种透气耐磨的复合鞋垫材料的制造方法,其特征在于:所述步骤(1)中,去皮花生秧条与氢氧化钠溶液的质量比为1:10。
3.根据权利要求1所述的一种透气耐磨的复合鞋垫材料的制造方法,其特征在于:所述步骤(1)中,氢氧化钠溶液的质量浓度为10%。
4.根据权利要求1所述的一种透气耐磨的复合鞋垫材料的制造方法,其特征在于:所述步骤(2)中,碱化花生秧纤维与果胶酶处理液的质量比为1:20。
5.根据权利要求1所述的一种透气耐磨的复合鞋垫材料的制造方法,其特征在于:所述步骤(2)中,果胶酶处理液包括质量浓度为3%的果胶酶和浓度为1.5g/L的EDTA。
6.根据权利要求1所述的一种透气耐磨的复合鞋垫材料的制造方法,其特征在于:所述步骤(3)中,花生秧纤维与氨纶纺丝原液的质量比为0.3-0.8:1。
7.根据权利要求1所述的一种透气耐磨的复合鞋垫材料的制造方法,其特征在于:所述步骤(3)中,凝固浴包括浓度为100g/L的硫酸、8g/L的硫酸铝、280g/L的硫酸钠。
8.根据权利要求1所述的一种透气耐磨的复合鞋垫材料的制造方法,其特征在于:所述步骤(4)中,纤维网的规格为20cm×12cm。
9.根据权利要求1所述的一种透气耐磨的复合鞋垫材料的制造方法,其特征在于:所述步骤(4)中,针刺时的针刺深度为8.1mm,网距为20mm,针刺速度为15Hz,输入速度为8Hz,输出速度为9Hz。
10.根据权利要求1所述的一种透气耐磨的复合鞋垫材料的制造方法,其特征在于:所述步骤(4)中,胶粘剂为水性聚氨酯胶粘剂。
说明书
技术领域:
本发明涉及一种鞋垫材料,特别是涉及一种透气耐磨的复合鞋垫材料的制造方法。
背景技术:
鞋垫大量应用于制鞋业、保健以及特殊功用,一般分为制鞋业应用型鞋垫和市场商品型两种模式。制鞋业应用的鞋垫主要是配合鞋子大底、中底、做出相应的型体;按照楦底板或者面板制作尺码板,并制作出相应的形状。市场商品型鞋垫主要是把鞋垫直接作为一种商品出售,由开发师设计,在市场上流通的产品。
鞋垫按作用可以细分为:1、保健鞋垫,即对人身体有健康益处的鞋垫。如:抗菌鞋垫,除臭鞋垫,中药鞋垫等。2、功能鞋垫:具备特殊功用的鞋来垫。如:抗静电鞋垫,增高鞋垫,防水鞋垫,空气循环鞋垫等。3、常规鞋垫:不具备以上2点的鞋垫,是最常见的一种。
鞋垫的材质大致包括以下几种:EVA、海绵、硅胶、TPR、乳胶、皮革、CPU、布料等。除布料之外的鞋垫材料属于高聚物,相对于布料而言高聚物鞋垫具有力学性能好的优点,透气性方面则一般,而环保性方面则因为高聚物普遍难降解而相对较差,布料鞋垫的力学性能相对较差,尤其是耐磨性方面,透气性和环保性方面稍好于高聚物鞋垫。
公开号为CN103030782B、公开日为2014.11.05、申请人为江苏恒康家居科技股份有限公司的中国专利公开了“一种慢回弹记忆海绵鞋垫材料”,其特征在于:其主要原料为:多元醇、异氰酸酯、开孔剂、整孔剂、催化剂、发泡剂、甘油、MDI预聚体;原料的配比为:多元醇为聚醚多元醇和聚合物多元醇;聚醚多元醇为:羟值为30-350mgKOH/g,分子量为700-3000,用量为30-60wt%;聚合物多元醇为:羟值为28-32mgKOH/g,分子量为5000-7000,用量占多元醇质量百分比的30-50%;异氰酸酯用量为聚醚多元醇的30-60wt%;催化剂为:胺催化剂和锡催化剂,胺催化剂的添加量为聚醚多元醇质量百分比的0.15-0.45;锡催化剂为聚醚多元醇质量百分比的0.03-0.3;发泡剂为水,添加量为多元醇的0.9-2.5wt%;开孔剂为聚氧丙烯醚,添加量为多元醇的1.5-5wt%;整孔剂为聚硅氧烷聚醚共合物,添加量为多元醇的0.8-2wt%。该专利的鞋垫材料具有质量轻、缓弹等优的特性。该鞋垫材料属于聚氨酯高聚物材料,其耐磨性尚可,不过透气性方面较差,而且不够环保。
发明内容:
本发明要解决的技术问题是提供一种透气耐磨的复合鞋垫材料的制造方法,制造出的鞋垫材料的透气性和耐磨性均较好,而且比较环保。
为解决上述技术问题,本发明的技术方案是:
一种透气耐磨的复合鞋垫材料的制造方法,其步骤如下:
(1)将花生秧剪切成长度为2.5cm的花生秧条,然后放入剥皮机中剥皮处理,得到去皮花生秧条,将去皮花生秧条加入氢氧化钠溶液中,水浴加热至60℃后搅拌3小时,取出后过滤,用蒸馏水反复洗涤后沥干,置于真空烘箱中70℃下干燥3小时,得到碱化花生秧纤维;
(2)将步骤(1)得到的碱化花生秧纤维加入果胶酶处理液中,密封后加热至60℃,超声搅拌5小时,取出后过滤,用蒸馏水反复洗涤,置于真空烘箱中70℃下干燥至恒重,得到花生秧纤维;
(3)将步骤(2)得到的花生秧纤维加入氨纶纺丝原液中,室温下搅拌至混合均匀,过滤后加入凝固浴,50℃下依次经过喷头牵伸、盘间牵伸、塑化浴牵伸、切断、水洗、脱硫、水洗进行纺丝成型,得到复合纤维;
(4)将步骤(3)得到的复合纤维用混棉机开松,然后用梳理机梳理,再经过交叉铺网机后置于定型网内定型得到纤维网,将纤维网置于针刺机上针刺至正反面交替针次数达到8次,压制为成型布,用胶粘剂均匀涂抹成型布后置于真空烘箱中,70℃下干燥3小时,取出后自然冷却至室温,得到透气耐磨的复合鞋垫材料。
优选地,本发明所述步骤(1)中,去皮花生秧条与氢氧化钠溶液的质量比为1:10。
优选地,本发明所述步骤(1)中,氢氧化钠溶液的质量浓度为10%。
优选地,本发明所述步骤(2)中,碱化花生秧纤维与果胶酶处理液的质量比为1:20。
优选地,本发明所述步骤(2)中,果胶酶处理液包括质量浓度为3%的果胶酶和浓度为1.5g/L的EDTA。
优选地,本发明所述步骤(3)中,花生秧纤维与氨纶纺丝原液的质量比为0.3-0.8:1。
优选地,本发明所述步骤(3)中,凝固浴包括浓度为100g/L的硫酸、8g/L的硫酸铝、280g/L的硫酸钠。
优选地,本发明所述步骤(4)中,纤维网的规格为20cm×12cm。
优选地,本发明所述步骤(4)中,针刺时的针刺深度为8.1mm,网距为20mm,针刺速度为15Hz,输入速度为8Hz,输出速度为9Hz。
优选地,本发明所述步骤(4)中,胶粘剂为水性聚氨酯胶粘剂。
与现有技术相比,本发明具有以下有益效果:
1)本发明通过剥皮、碱煮将剪切后的花生秧将花生秧内的纤维进行了有效碱煮提取,制成了碱化花生秧纤维,再通过果胶酶处理液进行脱胶处理,果胶酶有效去除了碱化花生秧纤维表的果胶、蜡质以及半纤维素等杂质,使其表面发生刻蚀,得到了透气性较好的花生秧纤维,然后将其与氨纶纺丝原液混合后通过凝固浴纺丝制成复合纤维,氨纶是聚氨基甲酸酯纤维的简称,具有较好的力学性能和耐磨性,因而复合纤维兼具较好的透气性和耐磨性,最后将复合纤维依次进行开松、梳理、铺网、定型、针刺、压制制得成型布,再用胶粘剂涂抹后烘干制得透气性和耐磨性均较好的复合鞋垫材料。
2)花生秧属于天然植物材料,具有很好的降解性能,因此可有效提高鞋垫材料的降解性,比较环保;花生秧为农作物废弃物,本发明将其回收利用,可有效降低成本,具有很好的社会和经济价值。
具体实施方式:
下面将结合具体实施例来详细说明本发明,在此本发明的示意性实施例以及说明用来解释本发明,但并不作为对本发明的限定。
实施例1
按照如下步骤制造透气耐磨的复合鞋垫材料:
(1)将花生秧剪切成长度为2.5cm的花生秧条,然后放入剥皮机中剥皮处理,得到去皮花生秧条,将去皮花生秧条加入质量浓度为10%的氢氧化钠溶液中,去皮花生秧条与氢氧化钠溶液的质量比为1:10,水浴加热至60℃后搅拌3小时,取出后过滤,用蒸馏水反复洗涤后沥干,置于真空烘箱中70℃下干燥3小时,得到碱化花生秧纤维;
(2)将步骤(1)得到的碱化花生秧纤维加入果胶酶处理液中,碱化花生秧纤维与果胶酶处理液的质量比为1:20,果胶酶处理液包括质量浓度为3%的果胶酶和浓度为1.5g/L的EDTA,密封后加热至60℃,超声搅拌5小时,取出后过滤,用蒸馏水反复洗涤,置于真空烘箱中70℃下干燥至恒重,得到花生秧纤维;
(3)将步骤(2)得到的花生秧纤维加入氨纶纺丝原液中,花生秧纤维与氨纶纺丝原液的质量比为0.3:1,室温下搅拌至混合均匀,过滤后加入凝固浴,凝固浴包括浓度为100g/L的硫酸、8g/L的硫酸铝、280g/L的硫酸钠,50℃下依次经过喷头牵伸、盘间牵伸、塑化浴牵伸、切断、水洗、脱硫、水洗进行纺丝成型,得到复合纤维;
(4)将步骤(3)得到的复合纤维用混棉机开松,然后用梳理机梳理,再经过交叉铺网机后置于定型网内定型得到规格为20cm×12cm的纤维网,将纤维网置于针刺机上针刺至正反面交替针次数达到8次,针刺时的针刺深度为8.1mm,网距为20mm,针刺速度为15Hz,输入速度为8Hz,输出速度为9Hz,压制为成型布,用水性聚氨酯胶粘剂均匀涂抹成型布后置于真空烘箱中,70℃下干燥3小时,取出后自然冷却至室温,得到透气耐磨的复合鞋垫材料。
实施例2
按照如下步骤制造透气耐磨的复合鞋垫材料:
(1)将花生秧剪切成长度为2.5cm的花生秧条,然后放入剥皮机中剥皮处理,得到去皮花生秧条,将去皮花生秧条加入质量浓度为10%的氢氧化钠溶液中,去皮花生秧条与氢氧化钠溶液的质量比为1:10,水浴加热至60℃后搅拌3小时,取出后过滤,用蒸馏水反复洗涤后沥干,置于真空烘箱中70℃下干燥3小时,得到碱化花生秧纤维;
(2)将步骤(1)得到的碱化花生秧纤维加入果胶酶处理液中,碱化花生秧纤维与果胶酶处理液的质量比为1:20,果胶酶处理液包括质量浓度为3%的果胶酶和浓度为1.5g/L的EDTA,密封后加热至60℃,超声搅拌5小时,取出后过滤,用蒸馏水反复洗涤,置于真空烘箱中70℃下干燥至恒重,得到花生秧纤维;
(3)将步骤(2)得到的花生秧纤维加入氨纶纺丝原液中,花生秧纤维与氨纶纺丝原液的质量比为0.4:1,室温下搅拌至混合均匀,过滤后加入凝固浴,凝固浴包括浓度为100g/L的硫酸、8g/L的硫酸铝、280g/L的硫酸钠,50℃下依次经过喷头牵伸、盘间牵伸、塑化浴牵伸、切断、水洗、脱硫、水洗进行纺丝成型,得到复合纤维;
(4)将步骤(3)得到的复合纤维用混棉机开松,然后用梳理机梳理,再经过交叉铺网机后置于定型网内定型得到规格为20cm×12cm的纤维网,将纤维网置于针刺机上针刺至正反面交替针次数达到8次,针刺时的针刺深度为8.1mm,网距为20mm,针刺速度为15Hz,输入速度为8Hz,输出速度为9Hz,压制为成型布,用水性聚氨酯胶粘剂均匀涂抹成型布后置于真空烘箱中,70℃下干燥3小时,取出后自然冷却至室温,得到透气耐磨的复合鞋垫材料。
实施例3
按照如下步骤制造透气耐磨的复合鞋垫材料:
(1)将花生秧剪切成长度为2.5cm的花生秧条,然后放入剥皮机中剥皮处理,得到去皮花生秧条,将去皮花生秧条加入质量浓度为10%的氢氧化钠溶液中,去皮花生秧条与氢氧化钠溶液的质量比为1:10,水浴加热至60℃后搅拌3小时,取出后过滤,用蒸馏水反复洗涤后沥干,置于真空烘箱中70℃下干燥3小时,得到碱化花生秧纤维;
(2)将步骤(1)得到的碱化花生秧纤维加入果胶酶处理液中,碱化花生秧纤维与果胶酶处理液的质量比为1:20,果胶酶处理液包括质量浓度为3%的果胶酶和浓度为1.5g/L的EDTA,密封后加热至60℃,超声搅拌5小时,取出后过滤,用蒸馏水反复洗涤,置于真空烘箱中70℃下干燥至恒重,得到花生秧纤维;
(3)将步骤(2)得到的花生秧纤维加入氨纶纺丝原液中,花生秧纤维与氨纶纺丝原液的质量比为0.5:1,室温下搅拌至混合均匀,过滤后加入凝固浴,凝固浴包括浓度为100g/L的硫酸、8g/L的硫酸铝、280g/L的硫酸钠,50℃下依次经过喷头牵伸、盘间牵伸、塑化浴牵伸、切断、水洗、脱硫、水洗进行纺丝成型,得到复合纤维;
(4)将步骤(3)得到的复合纤维用混棉机开松,然后用梳理机梳理,再经过交叉铺网机后置于定型网内定型得到规格为20cm×12cm的纤维网,将纤维网置于针刺机上针刺至正反面交替针次数达到8次,针刺时的针刺深度为8.1mm,网距为20mm,针刺速度为15Hz,输入速度为8Hz,输出速度为9Hz,压制为成型布,用水性聚氨酯胶粘剂均匀涂抹成型布后置于真空烘箱中,70℃下干燥3小时,取出后自然冷却至室温,得到透气耐磨的复合鞋垫材料。
实施例4
按照如下步骤制造透气耐磨的复合鞋垫材料:
(1)将花生秧剪切成长度为2.5cm的花生秧条,然后放入剥皮机中剥皮处理,得到去皮花生秧条,将去皮花生秧条加入质量浓度为10%的氢氧化钠溶液中,去皮花生秧条与氢氧化钠溶液的质量比为1:10,水浴加热至60℃后搅拌3小时,取出后过滤,用蒸馏水反复洗涤后沥干,置于真空烘箱中70℃下干燥3小时,得到碱化花生秧纤维;
(2)将步骤(1)得到的碱化花生秧纤维加入果胶酶处理液中,碱化花生秧纤维与果胶酶处理液的质量比为1:20,果胶酶处理液包括质量浓度为3%的果胶酶和浓度为1.5g/L的EDTA,密封后加热至60℃,超声搅拌5小时,取出后过滤,用蒸馏水反复洗涤,置于真空烘箱中70℃下干燥至恒重,得到花生秧纤维;
(3)将步骤(2)得到的花生秧纤维加入氨纶纺丝原液中,花生秧纤维与氨纶纺丝原液的质量比为0.6:1,室温下搅拌至混合均匀,过滤后加入凝固浴,凝固浴包括浓度为100g/L的硫酸、8g/L的硫酸铝、280g/L的硫酸钠,50℃下依次经过喷头牵伸、盘间牵伸、塑化浴牵伸、切断、水洗、脱硫、水洗进行纺丝成型,得到复合纤维;
(4)将步骤(3)得到的复合纤维用混棉机开松,然后用梳理机梳理,再经过交叉铺网机后置于定型网内定型得到规格为20cm×12cm的纤维网,将纤维网置于针刺机上针刺至正反面交替针次数达到8次,针刺时的针刺深度为8.1mm,网距为20mm,针刺速度为15Hz,输入速度为8Hz,输出速度为9Hz,压制为成型布,用水性聚氨酯胶粘剂均匀涂抹成型布后置于真空烘箱中,70℃下干燥3小时,取出后自然冷却至室温,得到透气耐磨的复合鞋垫材料。
实施例5
按照如下步骤制造透气耐磨的复合鞋垫材料:
(1)将花生秧剪切成长度为2.5cm的花生秧条,然后放入剥皮机中剥皮处理,得到去皮花生秧条,将去皮花生秧条加入质量浓度为10%的氢氧化钠溶液中,去皮花生秧条与氢氧化钠溶液的质量比为1:10,水浴加热至60℃后搅拌3小时,取出后过滤,用蒸馏水反复洗涤后沥干,置于真空烘箱中70℃下干燥3小时,得到碱化花生秧纤维;
(2)将步骤(1)得到的碱化花生秧纤维加入果胶酶处理液中,碱化花生秧纤维与果胶酶处理液的质量比为1:20,果胶酶处理液包括质量浓度为3%的果胶酶和浓度为1.5g/L的EDTA,密封后加热至60℃,超声搅拌5小时,取出后过滤,用蒸馏水反复洗涤,置于真空烘箱中70℃下干燥至恒重,得到花生秧纤维;
(3)将步骤(2)得到的花生秧纤维加入氨纶纺丝原液中,花生秧纤维与氨纶纺丝原液的质量比为0.7:1,室温下搅拌至混合均匀,过滤后加入凝固浴,凝固浴包括浓度为100g/L的硫酸、8g/L的硫酸铝、280g/L的硫酸钠,50℃下依次经过喷头牵伸、盘间牵伸、塑化浴牵伸、切断、水洗、脱硫、水洗进行纺丝成型,得到复合纤维;
(4)将步骤(3)得到的复合纤维用混棉机开松,然后用梳理机梳理,再经过交叉铺网机后置于定型网内定型得到规格为20cm×12cm的纤维网,将纤维网置于针刺机上针刺至正反面交替针次数达到8次,针刺时的针刺深度为8.1mm,网距为20mm,针刺速度为15Hz,输入速度为8Hz,输出速度为9Hz,压制为成型布,用水性聚氨酯胶粘剂均匀涂抹成型布后置于真空烘箱中,70℃下干燥3小时,取出后自然冷却至室温,得到透气耐磨的复合鞋垫材料。
实施例6
按照如下步骤制造透气耐磨的复合鞋垫材料:
(1)将花生秧剪切成长度为2.5cm的花生秧条,然后放入剥皮机中剥皮处理,得到去皮花生秧条,将去皮花生秧条加入质量浓度为10%的氢氧化钠溶液中,去皮花生秧条与氢氧化钠溶液的质量比为1:10,水浴加热至60℃后搅拌3小时,取出后过滤,用蒸馏水反复洗涤后沥干,置于真空烘箱中70℃下干燥3小时,得到碱化花生秧纤维;
(2)将步骤(1)得到的碱化花生秧纤维加入果胶酶处理液中,碱化花生秧纤维与果胶酶处理液的质量比为1:20,果胶酶处理液包括质量浓度为3%的果胶酶和浓度为1.5g/L的EDTA,密封后加热至60℃,超声搅拌5小时,取出后过滤,用蒸馏水反复洗涤,置于真空烘箱中70℃下干燥至恒重,得到花生秧纤维;
(3)将步骤(2)得到的花生秧纤维加入氨纶纺丝原液中,花生秧纤维与氨纶纺丝原液的质量比为0.8:1,室温下搅拌至混合均匀,过滤后加入凝固浴,凝固浴包括浓度为100g/L的硫酸、8g/L的硫酸铝、280g/L的硫酸钠,50℃下依次经过喷头牵伸、盘间牵伸、塑化浴牵伸、切断、水洗、脱硫、水洗进行纺丝成型,得到复合纤维;
(4)将步骤(3)得到的复合纤维用混棉机开松,然后用梳理机梳理,再经过交叉铺网机后置于定型网内定型得到规格为20cm×12cm的纤维网,将纤维网置于针刺机上针刺至正反面交替针次数达到8次,针刺时的针刺深度为8.1mm,网距为20mm,针刺速度为15Hz,输入速度为8Hz,输出速度为9Hz,压制为成型布,用水性聚氨酯胶粘剂均匀涂抹成型布后置于真空烘箱中,70℃下干燥3小时,取出后自然冷却至室温,得到透气耐磨的复合鞋垫材料。
对实施例1-6制得的鞋垫材料以及对比例的透气性和耐磨性分别进行测试,对比例为公开号为CN103030782B的中国专利;透气性方面通过测试各鞋垫材料的透气率来表征,透气率越大表明透气性越好;耐磨性方面参考GB/T 3903.2-2008测试各鞋垫材料的磨耗,磨耗越小表明耐磨性能越好。
测试结果如下表所示:
可看出,本发明实施例1-6制得的鞋垫材料的透气率均明显高于对比例,而磨耗则明显小于对比例,表明具有较好的透气性和耐磨性。
上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
一种透气耐磨的复合鞋垫材料的制造方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0